TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025077648
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023190001
出願日
2023-11-07
発明の名称
溶接用シールド治具および溶接方法
出願人
大陽日酸株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
B23K
9/29 20060101AFI20250512BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡単な構造でガスシールド性を担保することが可能な溶接用シールド治具および溶接方法を提供する。
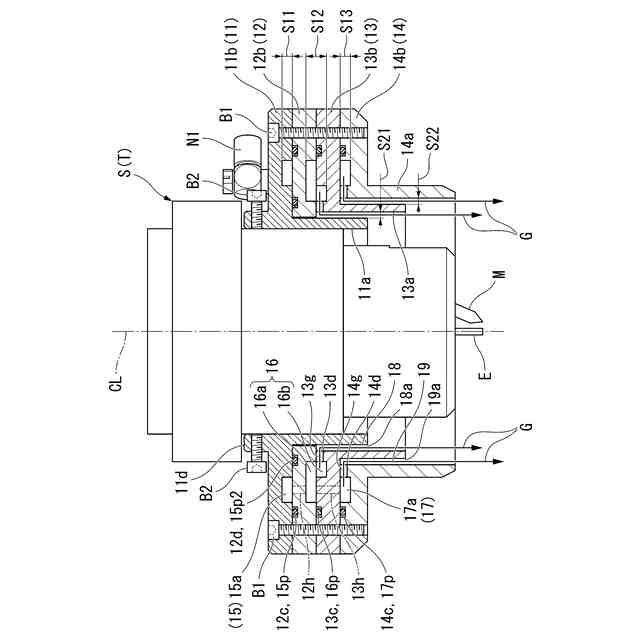
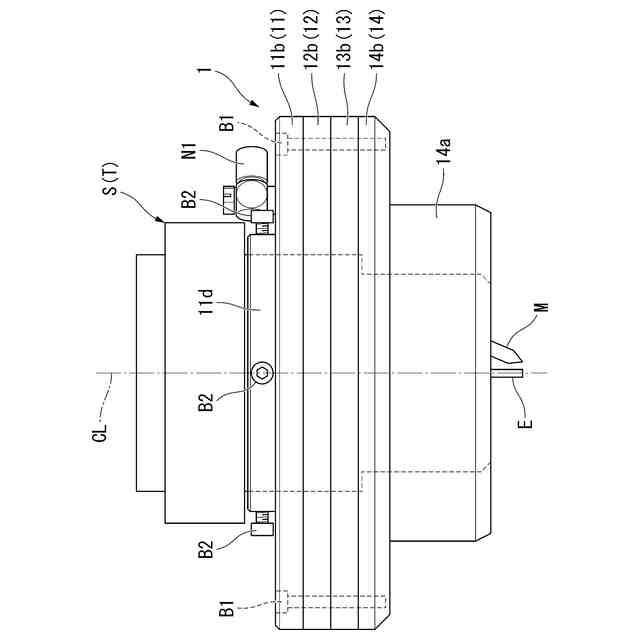
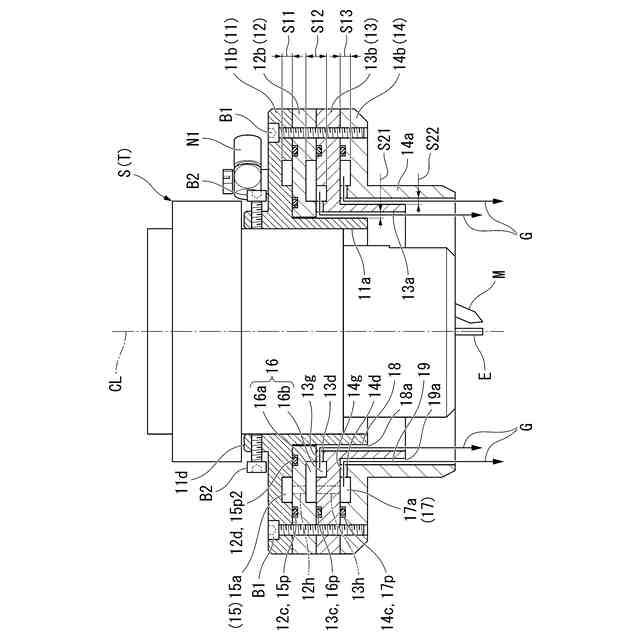
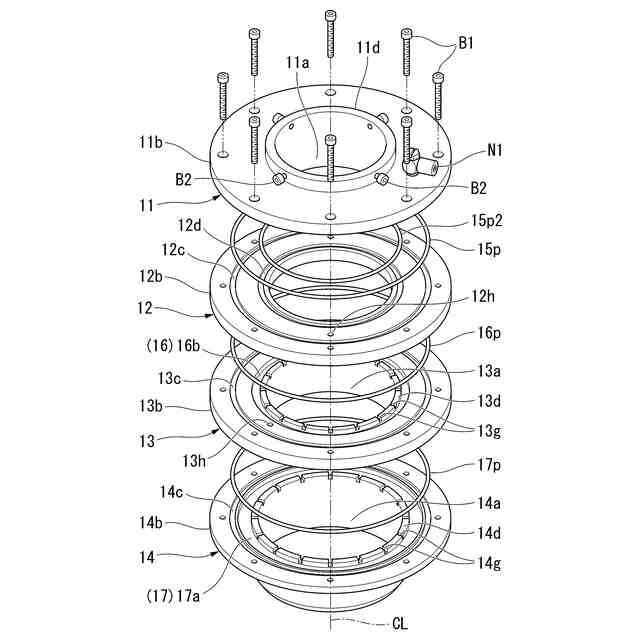
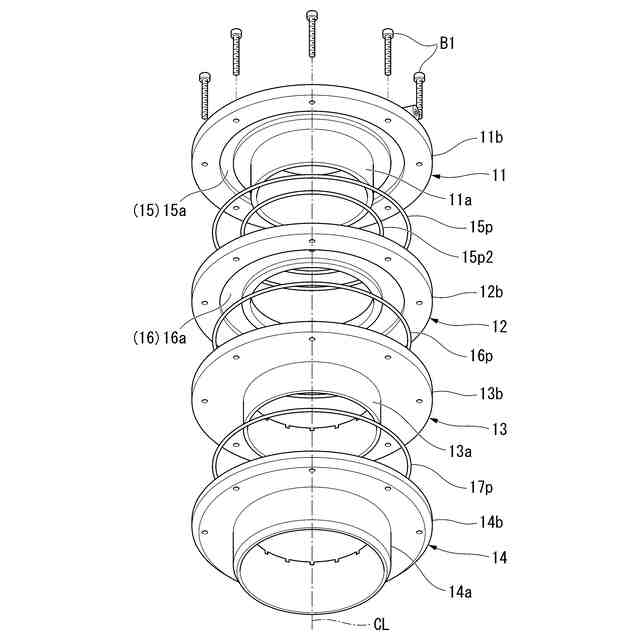
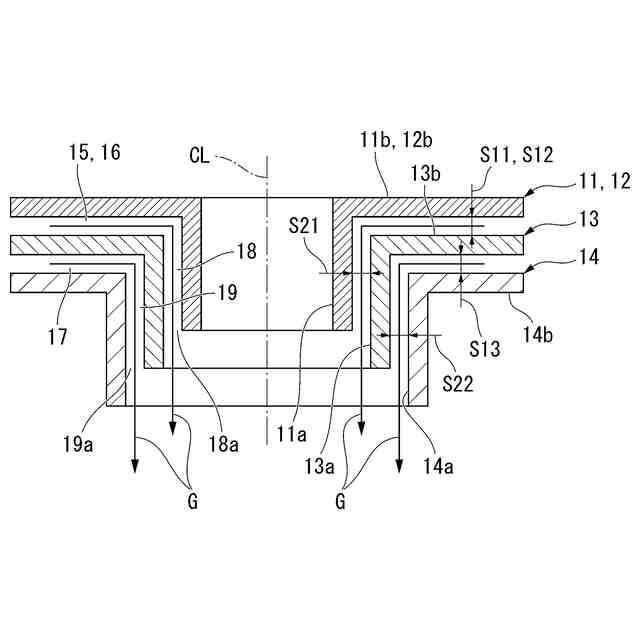
【解決手段】溶接トーチTの外周側に、溶接トーチTと同軸の環状部材41,42,43が複数重ねて配置され、各環状部材41,42,43は、溶接トーチTの外周面に沿う円筒部41a,42a,43aと、フランジ部41b,42b,43bと、を有し、複数の円筒部41a,42a,43aの間には、軸方向に延びる第一ガス流路48,49が形成され、複数のフランジ部41b,42b,43bの間には、周方向に延びる環状の第二ガス流路45,46が形成され、第一ガス流路48,49および第二ガス流路45,46は、互いに連通し、第二ガス流路45,46に外部から供給されたシールドガスGを、第一ガス流路48,49を介して溶接トーチTの先端側に噴射させる。
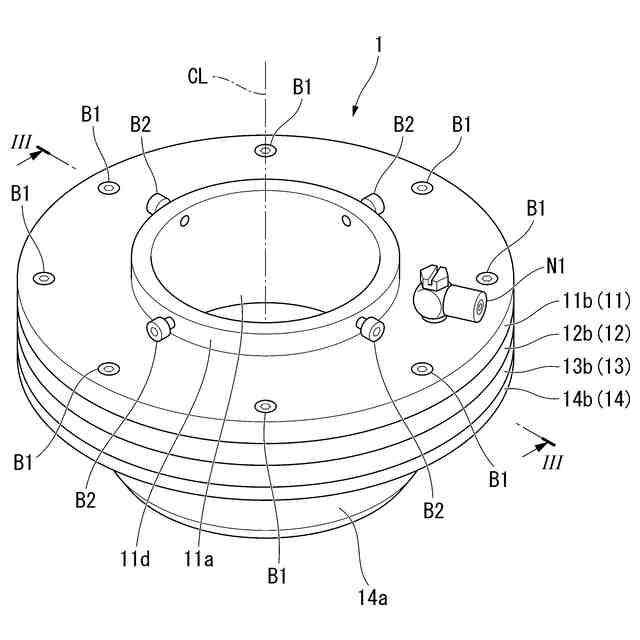
【選択図】図3
特許請求の範囲
【請求項1】
溶接トーチの外周側に、前記溶接トーチと同軸の環状部材が複数重ねて配置され、
前記環状部材の各々は、前記溶接トーチの外周面に沿う円筒部と、前記円筒部における軸方向でトーチ先端と反対側の端部に設けられるフランジ部と、を有し、
複数の前記円筒部は、互いに径方向で第一の隙間を空けて重なり、
複数の前記フランジ部は、互いに軸方向で第二の隙間を空けて重なり、
前記第一の隙間には、軸方向に延びる第一ガス流路が形成され、
前記第二の隙間には、周方向に延びる環状の第二ガス流路が形成され、
前記第一ガス流路および前記第二ガス流路は、互いに連通し、前記第二ガス流路に外部から供給されたシールドガスを、前記第一ガス流路を介して前記溶接トーチの先端側に噴射させる、溶接用シールド治具。
続きを表示(約 390 文字)
【請求項2】
前記環状部材は、前記第一ガス流路および前記第二ガス流路の間を仕切る仕切り部を備え、
前記仕切り部には、前記第二ガス流路側から前記第一ガス流路側へ延びて前記シールドガスを流す連通部が形成されている、請求項1に記載の溶接用シールド治具。
【請求項3】
複数の前記環状部材は、締結部材によって互いに分解可能に結合されている、請求項1又は2に記載の溶接用シールド治具。
【請求項4】
互いに重なる三つ以上の前記環状部材を備え、
互いに隣接する一対の前記環状部材の間において、それぞれ前記第一の隙間および前記第一ガス流路、ならびに前記第二の隙間および前記第二ガス流路が形成されている、請求項1又は2に記載の溶接用シールド治具。
【請求項5】
請求項1又は2に記載の溶接用シールド治具を用いた溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスシールド溶接に用いられるシールド治具および溶接方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
溶接部にシールドガス(不活性ガス)を供給して、溶接部を空気から遮蔽して酸化を防止するガスシールドアーク溶接が知られている。このようなガスシールドアーク溶接に用いられるシールド治具が、例えば特許文献1に記載されている。
特許文献1のシールド治具は、溶接トーチの外周側に二重の環状部材を配置し、二重の環状部材の間には環状空間を形成し、環状空間の上部には環状の中空パイプを配置している。中空パイプには環状空間の周方向に並ぶ複数の噴射口を形成し、この中空パイプ内にシールドガスを導入して環状空間の全周に至らしめ、各噴射口から溶接トーチの先端側に噴射している。
【先行技術文献】
【特許文献】
【0003】
特開2023-023972号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1のシールド治具は、環状の中空パイプを用いることから、中空パイプに複数の噴射口を形成したり二重の環状部材の間に中空パイプを配置したりする必要があり、構造が複雑であった。
【0005】
本発明は、ガスシールド溶接時(レーザー溶接を含む)において、簡単な構造でガスシールド性を担保することが可能な溶接用シールド治具および溶接方法を提供する。
【課題を解決するための手段】
【0006】
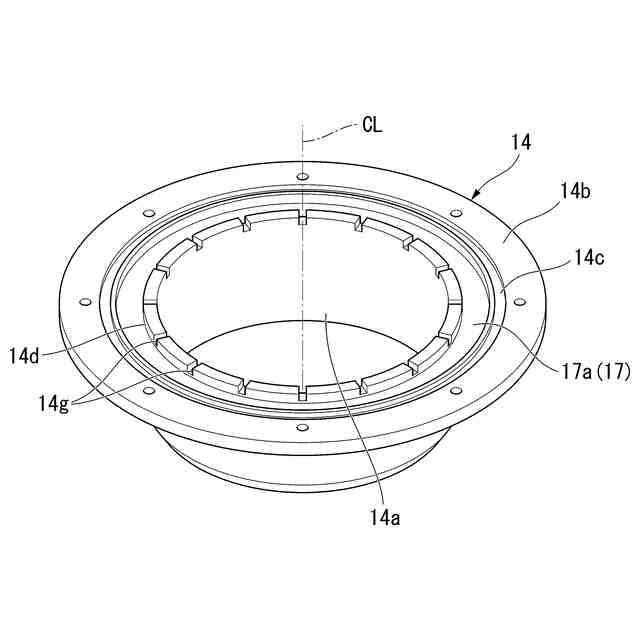
上記課題の解決手段として、本発明の第一の態様は、溶接トーチの外周側に、前記溶接トーチと同軸の環状部材が複数重ねて配置され、前記環状部材の各々は、前記溶接トーチの外周面に沿う円筒部と、前記円筒部における軸方向でトーチ先端と反対側の端部に設けられるフランジ部と、を有し、複数の前記円筒部は、互いに径方向で第一の隙間を空けて重なり、複数の前記フランジ部は、互いに軸方向で第二の隙間を空けて重なり、前記第一の隙間には、軸方向に延びる第一ガス流路が形成され、
前記第二の隙間には、周方向に延びる環状の第二ガス流路が形成され、前記第一ガス流路および前記第二ガス流路は、互いに連通し、前記第二ガス流路に外部から供給されたシールドガスを、前記第一ガス流路を介して前記溶接トーチの先端側に噴射させる、溶接用シールド治具を提供する。
この構成によれば、フランジ部を有する環状部材を複数重ねて治具本体を形成し、互いに重なる環状部材の間には、軸方向に延びる第一ガス流路と周方向に延びる第二ガス流路とを形成する。第二ガス流路は、外部から供給されたシールドガスを周方向の全周に至らしめる。第二ガス流路内で周方向の全周に流れたシールドガスは、第一ガス流路に至ってトーチ先端側に向かって流れ、溶接トーチの先端側に噴射される。シールドガスを周方向の全周に至らしめるガス流路を、複数重ねた環状部材の各フランジ部の間に形成することで、簡単な構造でありながら、均一で良好なシールド効果を広範囲で得ることができる。
【0007】
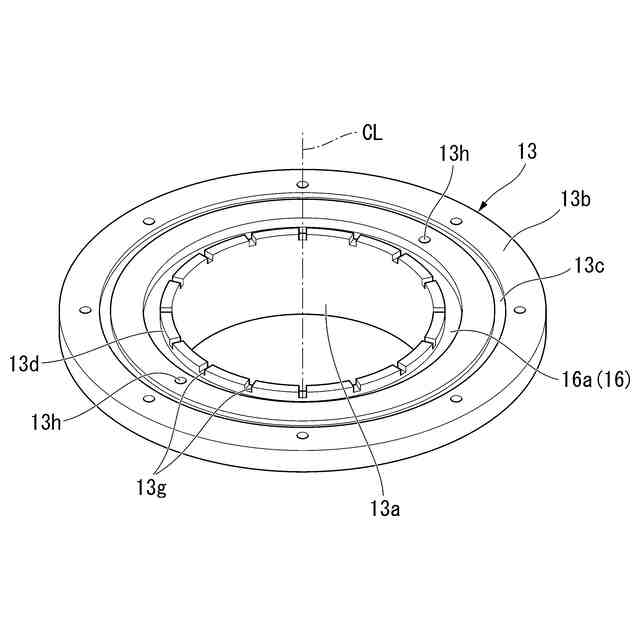
本発明の第二の態様は、上記第一の態様において、前記環状部材は、前記第一ガス流路および前記第二ガス流路の間を仕切る仕切り部を備え、前記仕切り部には、前記第二ガス流路側から前記第一ガス流路側へ延びて前記シールドガスを流す連通部が形成されている。
この構成によれば、第一ガス流路および第二ガス流路の間を仕切り部で仕切り、仕切り部に形成した溝又は孔等の連通部によって流路を絞った上で、第二ガス流路から第一ガス流路にシールドガスを流す。これにより、第二ガス流路によって確実にシールドガスを周方向の全周に至らしめ、シールドガスを周方向で均等に噴射することができる。
【0008】
本発明の第三の態様は、上記第一又は第二の態様において、複数の前記環状部材は、締結部材によって互いに分解可能に結合されている。
この構成によれば、複数の環状部材が分解可能に結合されることで、複数の環状部材を分解すれば、付着したヒュームやスパッタを容易に清掃できる等、メンテナンス性を向上させることができる。
【0009】
本発明の第四の態様は、上記第一から第三の態様の何れか一つにおいて、互いに重なる三つ以上の前記環状部材を備え、互いに隣接する一対の前記環状部材の間において、それぞれ前記第一の隙間および前記第一ガス流路、ならびに前記第二の隙間および前記第二ガス流路が形成されている。
この構成によれば、三つ以上の環状部材を重ねて、各環状部材の間にそれぞれ第一ガス流路および第二ガス流路を形成することで、シールドガスが複数層の流路に分かれて供給される。このため、シールドガスの噴射範囲(シールドエリア)を広げることができる。
【0010】
本発明の第五の態様は、上記第一から第四の態様の何れか一つに記載の溶接用シールド治具を用いた溶接方法を提供する。
この構成によれば、複数の環状部材の間の隙間を利用した簡単な構造のシールド治具を用いて、均一で良好なシールド効果を得た溶接を行うことができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大陽日酸株式会社
空気分離装置
18日前
大陽日酸株式会社
空気分離装置
25日前
大陽日酸株式会社
気相成長装置
1か月前
大陽日酸株式会社
窒素ガス精製装置
1か月前
大陽日酸株式会社
精製管の寿命測定方法及び測定装置
1か月前
大陽日酸株式会社
ガス分離膜の製造方法及びガス分離膜
2か月前
大陽日酸株式会社
多孔性金属錯体含有膜及びその製造方法
1か月前
大陽日酸株式会社
ヘリウム液化装置及びヘリウム液化装置の制御方法
18日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
3日前
日東精工株式会社
ねじ締め装置
26日前
株式会社ダイヘン
溶接電源装置
1日前
株式会社FUJI
工作機械
18日前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社FUJI
チャック装置
4か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
接合方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ