TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076009
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187598
出願日
2023-11-01
発明の名称
銅合金線の製造方法、および銅合金線
出願人
住友電気工業株式会社
代理人
個人
,
個人
主分類
C22F
1/08 20060101AFI20250508BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】太くて高強度かつ高靭性の銅合金線を容易に製造できる銅合金線の製造方法を提供する。
【解決手段】銀を0.1質量%以上15.0質量%以下含有し、残部が銅および不可避不純物からなる銅合金の鋳造材を用意する工程と、前記鋳造材に冷間加工および熱処理を順に施して直径が4.0mm超の中間材を作製する工程と、前記中間材に皮剥ぎを施して皮剥ぎ材を作製する工程と、前記皮剥ぎ材に最終冷間加工を施して直径が0.1mm超4.0mm以下の銅合金線を作製する工程と、を備え、前記最終冷間加工では、前記皮剥ぎ材の横断面積A1と前記銅合金線の横断面積A2とで表される加工度ln(A2/A1)が8.0以下となるように行う、銅合金線の製造方法。
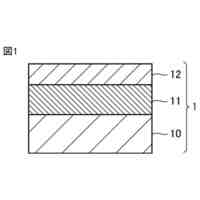
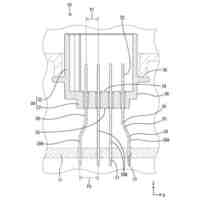
【選択図】図1
特許請求の範囲
【請求項1】
銀を0.1質量%以上15.0質量%以下含有し、残部が銅および不可避不純物からなる銅合金の鋳造材を用意する工程と、
前記鋳造材に冷間加工および熱処理を順に施して直径が4.0mm超の中間材を作製する工程と、
前記中間材に皮剥ぎを施して皮剥ぎ材を作製する工程と、
前記皮剥ぎ材に最終冷間加工を施して直径が0.1mm超4.0mm以下の銅合金線を作製する工程と、を備え、
前記最終冷間加工では、前記皮剥ぎ材の横断面積A1と前記銅合金線の横断面積A2とで表される加工度ln(A2/A1)が8.0以下となるように行う、
銅合金線の製造方法。
続きを表示(約 420 文字)
【請求項2】
前記中間材を作製する工程では、前記冷間加工および前記熱処理を順に施す作業を複数回行う、請求項1に記載の銅合金線の製造方法。
【請求項3】
前記熱処理をバッチ処理とし、前記熱処理の温度を300℃以上600℃以下、前記熱処理の温度を保持する時間を1時間以上30時間以下とする、請求項1または請求項2に記載の銅合金線の製造方法。
【請求項4】
前記銅合金線を作製する工程の後に熱処理を行わない、請求項1または請求項2に記載の銅合金線の製造方法。
【請求項5】
銀を0.1質量%以上15.0質量%以下含有し、残部が銅および不可避不純物からなり、
直径が0.1mm超4.0mm以下であり、
引張強さが400MPa以上であり、
伸びが2%以上である、
銅合金線。
【請求項6】
導電率が60%IACS以上である、請求項5に記載の銅合金線。
発明の詳細な説明
【技術分野】
【0001】
本開示は、銅合金線の製造方法、および銅合金線に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、直径が0.1mm以下の極細のCu-Ag合金線の製造方法が開示されている。この製造方法は、Cu-Ag合金の鋳造材を冷間加工した素材に中間熱処理を施す工程、この中間熱処理が施された熱処理材に最終冷間加工を施して直径が0.1mm以下の細線材を形成する工程、およびこの細線材に最終熱処理を施す工程を備える。
【先行技術文献】
【特許文献】
【0003】
特開2009-280860号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
直径が0.1mm超と太く、かつ引張強さが400MPa以上と高強度である上に、伸びが2%以上と高靭性である銅合金線が求められている。
【0005】
特許文献1に記載の製造方法のように、直径が0.1mm以下の細線材に熱処理を施すと、細線材の表面が変色するおそれがある。直径が0.1mm以下の細線材にバッチ処理で熱処理を施すと、細線材を巻き取った状態で熱処理するため、隣り合う細線材同士が結合するおそれがある。そのため、直径が0.1mm以下の極細のCu-Ag合金線の製造方法では、熱処理による変色および隣り合う細線材同士の結合を抑制するために熱処理の条件を厳密に設定する必要がある。
【0006】
本開示は、太くて高強度かつ高靭性の銅合金線を容易に製造できる銅合金線の製造方法を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
本開示の銅合金線の製造方法は、銀を0.1質量%以上15.0質量%以下含有し、残部が銅および不可避不純物からなる銅合金の鋳造材を用意する工程と、前記鋳造材に冷間加工および熱処理を順に施して直径が4.0mm超の中間材を作製する工程と、前記中間材に皮剥ぎを施して皮剥ぎ材を作製する工程と、前記皮剥ぎ材に最終冷間加工を施して直径が0.1mm超4.0mm以下の銅合金線を作製する工程と、を備える。前記最終冷間加工では、前記皮剥ぎ材の横断面積A1と前記銅合金線の横断面積A2とで表される加工度ln(A2/A1)が8.0以下となるように行う。
【発明の効果】
【0008】
本開示の銅合金線の製造方法は、太くて高強度かつ高靭性の銅合金線を容易に製造できる。
【図面の簡単な説明】
【0009】
図1は、実施形態の銅合金線の一例を示す概略斜視図である。
【発明を実施するための形態】
【0010】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友電気工業株式会社
増幅回路
1日前
住友電気工業株式会社
送受信装置
8日前
住友電気工業株式会社
多芯ケーブル
4日前
住友電気工業株式会社
ウエハ保持台
8日前
住友電気工業株式会社
金属部材、および金属-ゴム複合体
10日前
住友電気工業株式会社
接続構造体、プラグ、および基板部材
14日前
住友電気工業株式会社
電気コネクタ、および電気コネクタの製造方法
14日前
住友電気工業株式会社
車載中継装置、設定変更方法および設定変更プログラム
7日前
住友電気工業株式会社
車載ネットワーク管理システムおよび車載ネットワーク管理方法
14日前
住友電気工業株式会社
車両運転支援システム、車載装置、管理装置および車両運転支援方法
11日前
株式会社オートネットワーク技術研究所
車載装置
今日
株式会社オートネットワーク技術研究所
電気接続箱
1日前
株式会社オートネットワーク技術研究所
電気接続箱
1日前
株式会社オートネットワーク技術研究所
電気接続箱
1日前
株式会社オートネットワーク技術研究所
電力供給装置
11日前
株式会社オートネットワーク技術研究所
雌端子および端子ユニット
10日前
株式会社オートネットワーク技術研究所
雌端子および端子ユニット
11日前
株式会社オートネットワーク技術研究所
雌端子および端子ユニット
10日前
株式会社オートネットワーク技術研究所
ワイヤハーネスの配索構造
今日
株式会社オートネットワーク技術研究所
ワイヤハーネスの配索構造
今日
住友電気工業株式会社
中継装置、車両通信方法および車両通信プログラム
10日前
株式会社オートネットワーク技術研究所
車載装置、プログラム及び情報処理方法
11日前
株式会社オートネットワーク技術研究所
リアクトル、コンバータ、および電力変換装置
3日前
株式会社オートネットワーク技術研究所
車載通信システム、車載中継装置および中継方法
3日前
株式会社オートネットワーク技術研究所
コネクタ、コネクタ付き基板及びコネクタユニット
8日前
株式会社オートネットワーク技術研究所
車載装置、判定方法、及びコンピュータプログラム
今日
株式会社オートネットワーク技術研究所
車載情報処理装置、情報処理システム及び情報処理方法
10日前
株式会社オートネットワーク技術研究所
情報処理装置、情報処理方法及びコンピュータプログラム
10日前
株式会社オートネットワーク技術研究所
通電部品
3日前
株式会社オートネットワーク技術研究所
グロメット、グロメット付きワイヤハーネス及びワイヤハーネスの取付構造
10日前
株式会社オートネットワーク技術研究所
車載制御装置および機器設定方法
7日前
株式会社プロテリアル
焼結体
3か月前
宏幸株式会社
金属回収方法
1か月前
個人
高強度せん断補強筋用の鋼材
1か月前
株式会社神戸製鋼所
鋼材
29日前
ハイモ株式会社
水中金属の回収除去方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ