TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073665
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184630
出願日
2023-10-27
発明の名称
工作機械の情報解析システム及び工作機械の情報解析方法
出願人
株式会社ジェイテクト
代理人
弁理士法人平田国際特許事務所
主分類
B23Q
17/12 20060101AFI20250502BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工作物の加工時における物理量を正確な波形が認識できる短い周期でサンプリングでき、かつ長い周期でサンプリングした工作機械の可動部の位置とセンサの検出値との関係を把握することが可能な工作機械の情報解析システム及び工作機械の情報解析方法を提供する。
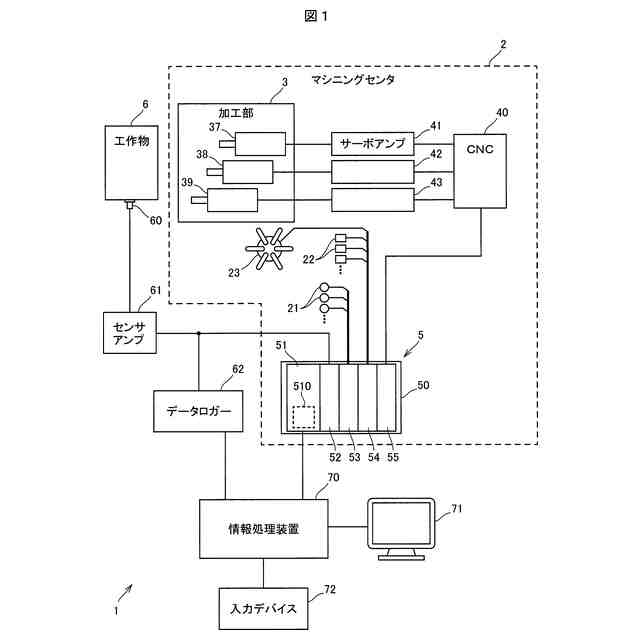
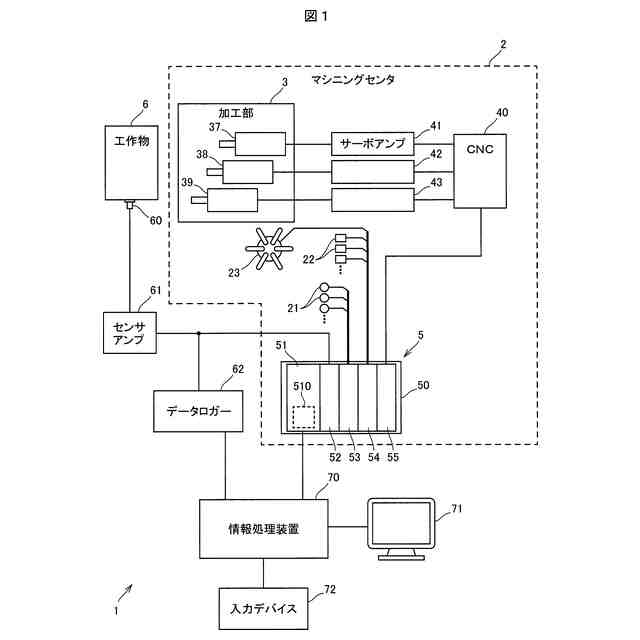
【解決手段】情報解析システム1は、CNC40から得られるマシニングセンタ2の可動部の座標値と振動センサ60の検出値とを第1のサンプリング周期で記憶するCPUモジュール51と、振動センサ60の検出値を第1のサンプリング周期より短い第2のサンプリング周期で記憶するデータロガー62と、CPUモジュール51及びデータロガー62にそれぞれ記憶された振動センサ60の検出値を同期させる同期処理、及びデータロガー62に記憶された振動センサ60の検出値とCPUモジュール51に記憶された可動部の座標値とを関係付ける関係付け処理を行うコンピュータ70と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
工作機械の動作を制御する制御装置から得られる前記工作機械の可動部の座標値と前記工作機械による工作物の加工時における物理量を検出するセンサの検出値とを第1のサンプリング周期で同期してサンプリングして記憶する第1の記憶装置と、
前記センサの検出値を前記第1のサンプリング周期よりも短い第2のサンプリング周期でサンプリングして記憶する第2の記憶装置と、
前記第1の記憶装置に記憶された前記センサの検出値と前記第2の記憶装置に記憶された前記センサの検出値とを同期させる同期処理を行う情報処理装置と、を備え、
前記情報処理装置は、前記第1の記憶装置に同期して記憶された前記可動部の座標値の情報及び前記センサの検出値の情報と、前記同期処理の結果とに基づいて、前記第2の記憶装置に記憶された前記センサの検出値と前記第1の記憶装置に記憶された前記可動部の座標値とを関係付ける関係付け処理を行う、
工作機械の情報解析システム。
続きを表示(約 1,700 文字)
【請求項2】
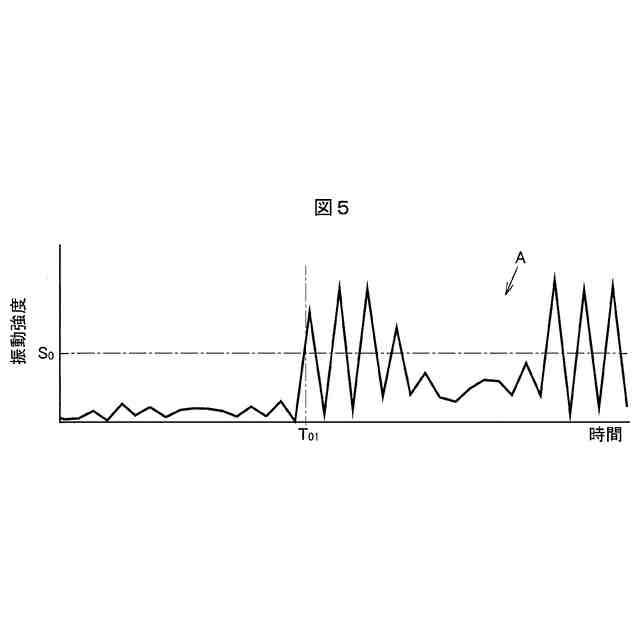
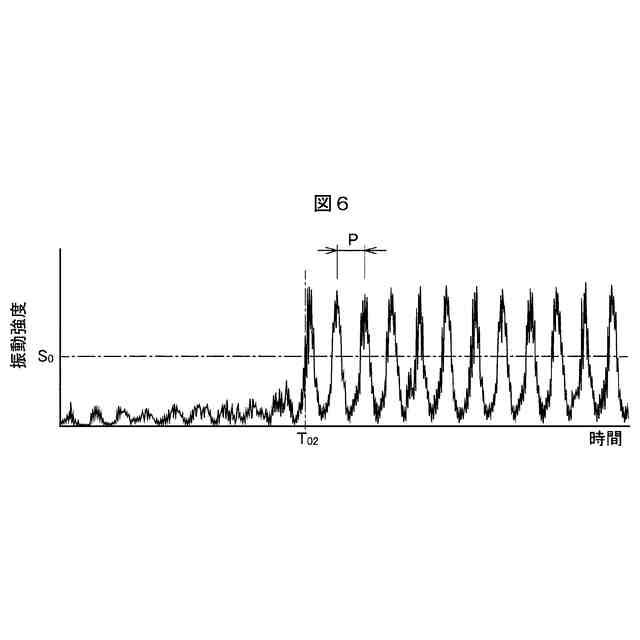
前記同期処理は、前記第1の記憶装置に記憶された前記センサの検出値が所定値を越えて変化したときのサンプリング時期と、前記第2の記憶装置に記憶された前記センサの検出値が前記所定値を越えて変化したサンプリング時期とを合わせることにより、前記第1の記憶装置に記憶された前記センサの検出値と前記第2の記憶装置に記憶された前記センサの検出値とを同期させる処理である、
請求項1に記載の工作機械の情報解析システム。
【請求項3】
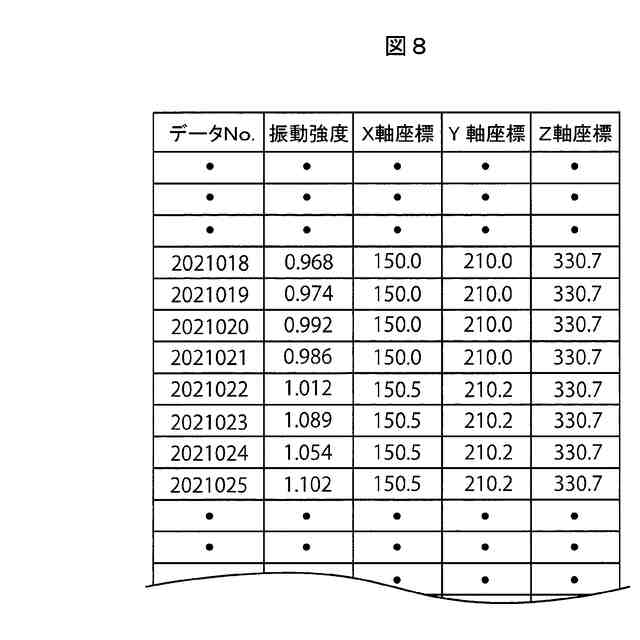
前記関係付け処理は、前記合わせたサンプリング時期を境にして、前記第2のサンプリング周期の前記可動部の座標値として、前記第1のサンプリング周期の前記可動部の座標値が前記第1のサンプリング周期分だけ繰り返し流用され、この流用が前記第1のサンプリング周期毎に繰り返しなされることである、
請求項2に記載の工作機械の情報解析システム。
【請求項4】
前記制御装置は、前記工作機械の動作を制御するための動作プログラムを記憶して実行するものであり、
前記情報処理装置は、前記同期処理及び前記関係付け処理に加え、シミュレーション結果同期処理を行い、
前記シミュレーション結果同期処理は、前記第1の記憶装置に記憶された前記可動部の座標値の時間軸の長さと、前記シミュレーションした結果の前記可動部の座標値の時間軸の長さとを合わせる処理を含み、
前記合わせる処理は、前記第1の記憶装置に記憶された前記可動部の座標値の時間軸の長さを伸長又は短縮させるか、前記シミュレーションした結果の前記可動部の座標値の時間軸の長さを伸長又は短縮させることによってなされる、
請求項1又は2に記載の工作機械の情報解析システム。
【請求項5】
前記シミュレーション結果同期処理は、前記第1の記憶装置に記憶された前記可動部の座標値および時間の交点と、前記動作プログラムの実行時の前記可動部の動作をシミュレーションした結果の前記可動部の座標値および時間の交点とを時間同期させる処理を含む、
請求項4に記載の工作機械の情報解析システム。
【請求項6】
工作機械の動作を制御する制御装置から得られる前記工作機械の可動部の座標値と前記工作機械による工作物の加工時における物理量を検出するセンサの検出値とを第1のサンプリング周期でサンプリングして第1の記憶装置に記憶するステップと、
前記センサの検出値を前記第1のサンプリング周期よりも短い第2のサンプリング周期でサンプリングして第2の記憶装置に記憶するステップと、
前記第1の記憶装置に記憶された前記センサの検出値と前記第2の記憶装置に記憶された前記センサの検出値とを同期させる同期処理を行うステップと、を備え、
前記第1の記憶装置に同期して記憶された前記可動部の座標値の情報及び前記センサの検出値の情報と、前記同期処理の結果とに基づいて、前記第2の記憶装置に記憶された前記センサの検出値と前記第1の記憶装置に記憶された前記可動部の座標値とを関係付けるステップをさらに備えた、
を備えた工作機械の情報解析方法。
【請求項7】
前記同期処理を行うステップでは、前記第1の記憶装置に記憶された前記センサの検出値が所定値を越えて変化したときのサンプリング時期と、前記第2の記憶装置に記憶された前記センサの検出値が前記所定値を越えて変化したサンプリング時期とを合わせることにより、前記第1の記憶装置に記憶された前記センサの検出値と前記第2の記憶装置に記憶された前記センサの検出値とを同期させる、
請求項6に記載の工作機械の情報解析方法。
【請求項8】
前記第1の記憶装置に記憶された前記可動部の座標値と、前記制御装置に記憶される動作プログラムの実行時の前記可動部の動作をシミュレーションした結果の前記可動部の座標値とを同期させるステップをさらに備えた、
請求項6又は7に記載の工作機械の情報解析方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の情報解析システム及び工作機械の情報解析方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、工作機械の動作時における物理量のデータを記録し、異常発生前後の状況の把握やサイクルタイムの短縮あるいは加工品質の向上などに役立てることが行われている。特許文献1に記載の動作状態監視装置は、工作機械に取り付けられた負荷センサ等の各種センサと、所定のサンプリング周期毎に取得した各種センサのデータのうち予め設定された条件を満足するデータが書き込まれるインデックスファイルが設けられた記憶部とを備えており、工作機械に異常が発生したことを示すアラーム情報がインデックスファイルに書き込まれるようになっている。特許文献2に記載の波形表示装置は、駆動軸を制御する数値制御装置から駆動軸の位置、速度、トルク等のデータを取得し、取得したデータのうち所定の取得条件を満たすデータを抽出して記憶し、記憶されたデータを波形表示するように構成されている。
【先行技術文献】
【特許文献】
【0003】
特開2007-4601号公報
特開2016-200894号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えばボールエンドミルによる切削加工時における工作機械の動作状態を振動センサの信号のように変化の周期が短い信号によって把握する場合には、短いサンプリング周期でセンサの信号をサンプリングして記憶することが必要となる。しかし、短い周期でサンプリングするセンサの信号と長い周期でサンプリングする工作機械の可動部の位置の情報とを同期させて記憶することは難しい。また、工作機械の可動部の動作を制御する制御装置との通信速度の制約により、そのような短い周期で制御装置から工作機械の可動部の位置の情報を取得できない場合もある。例えば工作機械の可動部を動作させるサーボモータを制御するCNC(Computer Numerical Control:数値制御装置)との通信によって行うことができるサンプリングの周期は10ms程度である。
【0005】
そこで、本発明は、工作物の加工時における物理量の正確な波形が認識できる短い周期で工作物の加工時におけるセンサの検出値をサンプリングでき、かつ長い周期でサンプリングした工作機械の可動部の位置とセンサの検出値との関係を把握することが可能な工作機械の情報解析システム及び工作機械の情報解析方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記の目的を達成するため、工作機械の動作を制御する制御装置から得られる前記工作機械の可動部の座標値と前記工作機械による工作物の加工時における物理量を検出するセンサの検出値とを第1のサンプリング周期で同期してサンプリングして記憶する第1の記憶装置と、前記センサの検出値を前記第1のサンプリング周期よりも短い第2のサンプリング周期でサンプリングして記憶する第2の記憶装置と、前記第1の記憶装置に記憶された前記センサの検出値と前記第2の記憶装置に記憶された前記センサの検出値とを同期させる同期処理を行う情報処理装置と、を備え、前記情報処理装置は、前記第1の記憶装置に同期して記憶された前記可動部の座標値の情報及び前記センサの検出値の情報と、前記同期処理の結果とに基づいて、前記第2の記憶装置に記憶された前記センサの検出値と前記第1の記憶装置に記憶された前記可動部の座標値とを関係付ける関係付け処理を行う、工作機械の情報解析システムを提供する。
【0007】
また、本発明は、上記の目的を達成するため、工作機械の動作を制御する制御装置から得られる前記工作機械の可動部の座標値と前記工作機械による工作物の加工時における物理量を検出するセンサの検出値とを第1のサンプリング周期でサンプリングして第1の記憶装置に記憶するステップと、前記センサの検出値を前記第1のサンプリング周期よりも短い第2のサンプリング周期でサンプリングして第2の記憶装置に記憶するステップと、前記第1の記憶装置に記憶された前記センサの検出値と前記第2の記憶装置に記憶された前記センサの検出値とを同期させる同期処理を行うステップと、を備え、前記第1の記憶装置に同期して記憶された前記可動部の座標値の情報及び前記センサの検出値の情報と、前記同期処理の結果とに基づいて、前記第2の記憶装置に記憶された前記センサの検出値と前記第1の記憶装置に記憶された前記可動部の座標値とを関係付けるステップをさらに備えた、を備えた工作機械の情報解析方法を提供する。
【発明の効果】
【0008】
本発明に係る工作機械の情報解析システム及び工作機械の情報解析方法によれば、制御装置の通信速度が遅く、工作機械の可動部の位置を長いサンプリング周期で記憶する場合であっても、工作物の加工時における物理量の正確な波形が認識できる短いサンプリング周期でセンサの検出値を記憶することができ、短いサンプリング周期で記憶されたセンサの検出値と、長いサンプリング周期で記憶された可動部の位置とを関係付けることができる。これにより、工作物の加工時における物理量と工作機械の可動部の位置との関係を明確に把握することができる。
【図面の簡単な説明】
【0009】
本発明の第1の実施の形態に係る情報解析システムの構成例をマシニングセンタの概略の構成と共に示すブロック図である。
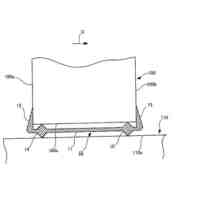
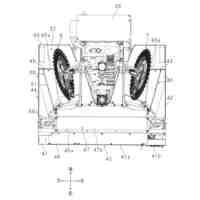
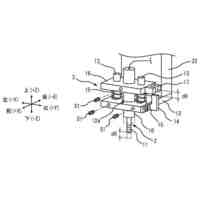
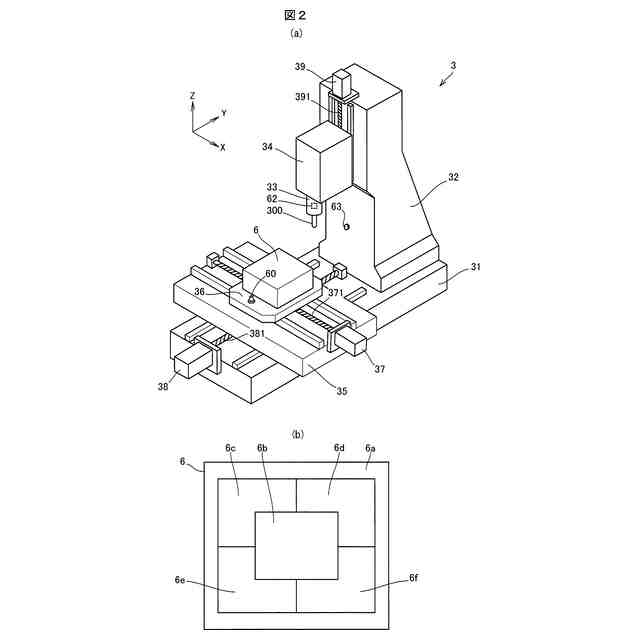
(a)は、工作物の切削加工を行う加工部の一例を示す外観斜視図である。(b)は、工作物の加工ゾーンの一例を示す説明図である。
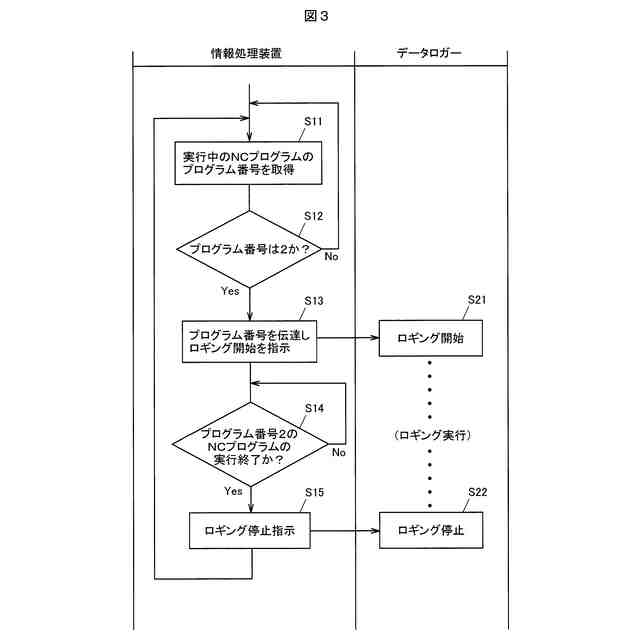
コンピュータ70がデータロガー62に対して行う処理の具体例を示すフローチャートである。
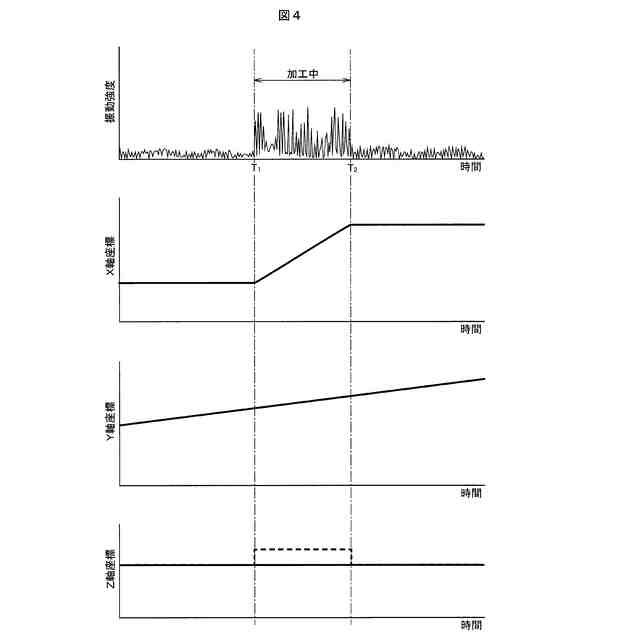
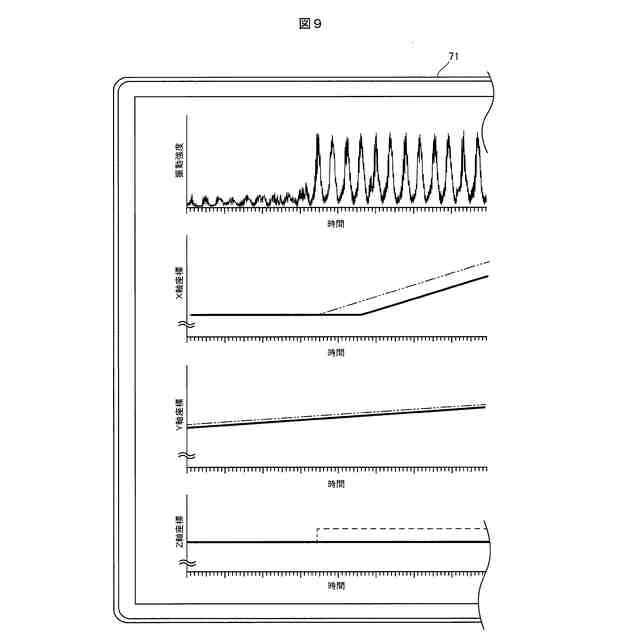
第1のサンプリング周期で記憶された振動センサの検出値によって示される振動強度及びマシニングセンタの可動部の座標を共通の時間軸で示すグラフである。
図4のグラフにおける振動強度を部分的に拡大して示すグラフである。
第2のサンプリング周期でデータロガーに記憶された振動センサの検出値によって示される振動強度を図5のグラフと異なる時間軸で示すグラフである。
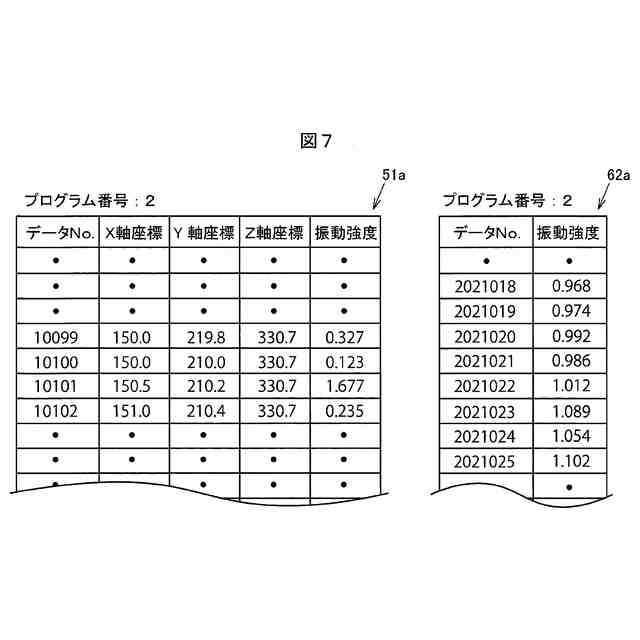
PLCのCPUモジュール及びデータロガーにそれぞれ記憶された記憶内容を表形式で示す説明図である。
CPUモジュールに記憶されたX軸、Y軸、及びZ軸の各座標値とデータロガーに記憶された振動センサの検出値とを関係付ける関係付け処理を行った結果の一例を表形式で示す説明図である。
コンピュータによる関係付け処理を行った結果をディスプレイの画面に表示した表示例を示す説明図である。
(a)は、本発明の第2の実施の形態において、工作物の加工時に記憶されたテーブルのX軸方向の位置の変化を示すグラフである。(b)は、NCプログラムの動作のシミュレーションによるテーブルのX軸方向の位置の変化を示すグラフである。
(a)は、本発明の第2の実施の形態において、工作物の加工時に記憶されたテーブルのX軸方向の位置の変化を示すグラフである。(b)は、シミュレーション結果同期処理を施した後のシミュレーション結果を示すグラフである。
【発明を実施するための形態】
【0010】
[第1の実施の形態]
本発明の第1の実施の形態について、図1乃至図9を参照して説明する。なお、以下に説明する実施の形態は、本発明を実施する上での好適な具体例として示すものであり、技術的に好ましい種々の技術的事項を具体的に例示している部分もあるが、本発明の技術的範囲は、この具体的態様に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
21日前
株式会社FUJI
工作機械
25日前
株式会社FUJI
工作機械
13日前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
住友重機械工業株式会社
加工装置
18日前
有限会社 ナプラ
ソルダペースト
18日前
株式会社不二越
超硬合金製ドリル
2か月前
トヨタ自動車株式会社
溶接マスク
21日前
株式会社ダイヘン
溶接装置
14日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
14日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社不二越
波形抽出装置
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
2か月前
個人
管の切断装置及び管の切断方法
2か月前
株式会社向洋技研
プロジェクション溶接部材
18日前
ブラザー工業株式会社
工作機械
13日前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社ダイヘン
溶接システム
2か月前
株式会社ジャノメ
インサート挿入装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ