TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072025
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182507
出願日
2023-10-24
発明の名称
浸漬式ワイヤ放電加工機及びワイヤ放電加工方法
出願人
西部電機株式会社
代理人
個人
,
個人
主分類
B23H
7/10 20060101AFI20250430BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークの加工精度を向上する浸漬式ワイヤ放電加工機を提供する。
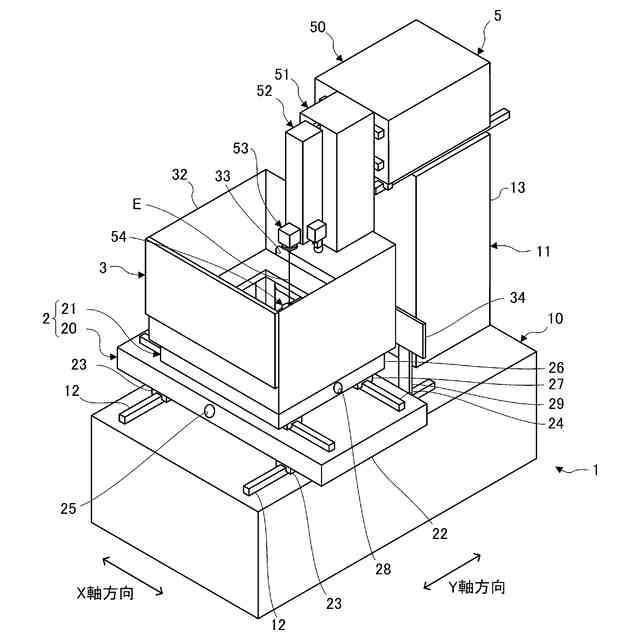
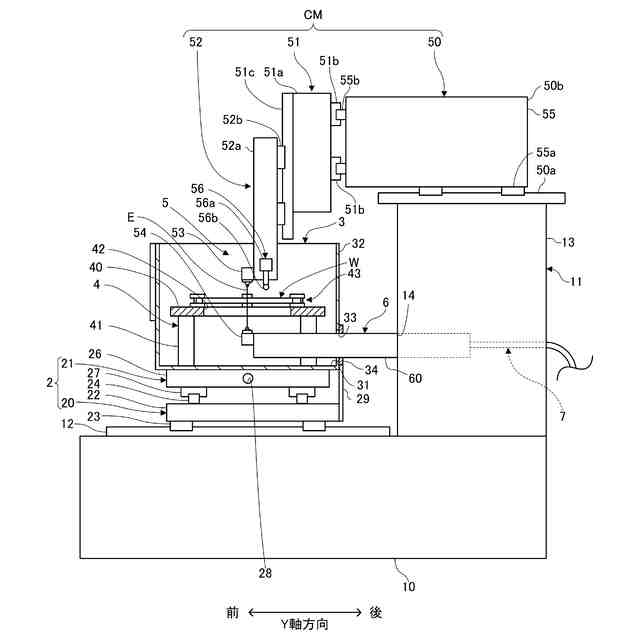
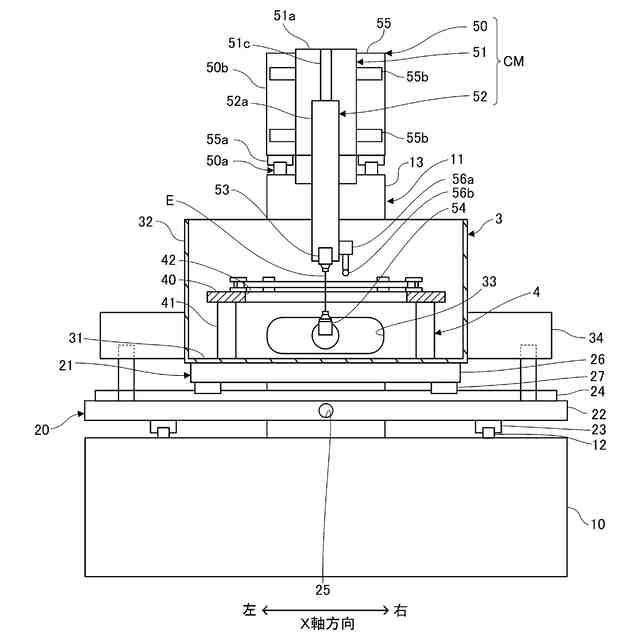
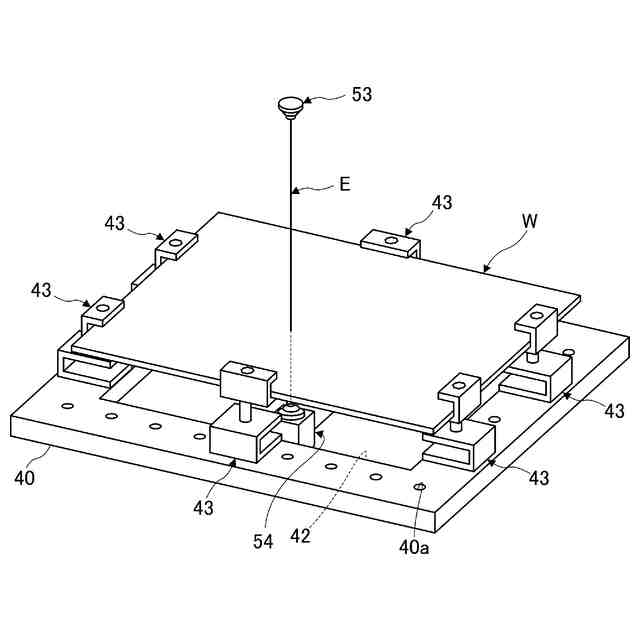
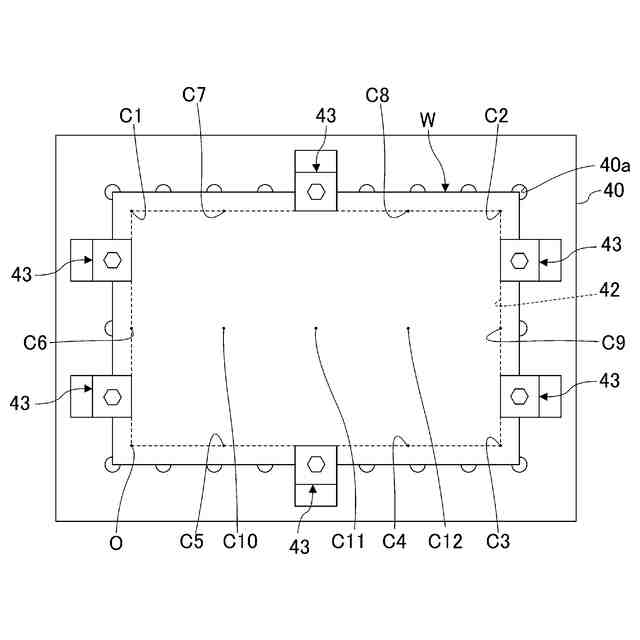
【解決手段】本発明は、揺動機構2を介して縦横方向に揺動可能に構成した加工槽3と、加工槽3内の内底面に設けられ、被加工物Wを所定の高さで支持する台座部40と脚部41を含む支持台4と、加工槽3内に上下に対向するように設けられ、その間にワイヤ電極Eを張架した上下のワイヤヘッド53,54を有する放電加工機構5と、を備えた浸漬式ワイヤ放電加工機Mにおいて、被加工物Wの周縁部を支持する取付具43を支持台4に複数備え、取付具43は、それぞれ独立して昇降可能に構成し、複数の取付具43に支持された被加工物Wの上面の位置座標を検出する計測手段56と、計測手段56により測定された位置座標に応じて被加工物Wの上方に位置するワイヤヘッド53を被加工物Wの下方に位置するワイヤヘッド54に対して相対移動可能とする制御手段CMと、を具備した、ものである。
【選択図】図2
特許請求の範囲
【請求項1】
放電加工の位置合わせのために下方に連設した揺動機構を介して縦横方向に揺動可能に構成した加工槽と、
前記加工槽内の内底面に設けられ、被加工物を所定の高さで支持する台座部と脚部を含む支持台と、
前記加工槽内に上下に対向するように設けられ、その間にワイヤ電極を張架した上下のワイヤヘッドを有する放電加工機構と、
を備えた浸漬式ワイヤ放電加工機において、
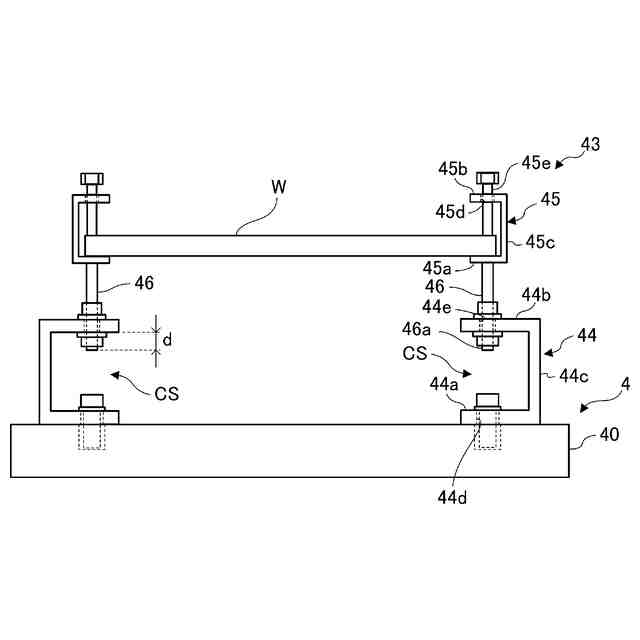
前記被加工物の周縁部を支持する取付具を前記支持台に複数備え、
前記取付具は、それぞれ独立して昇降可能に構成し、
複数の前記取付具に支持された前記被加工物の上面の位置座標を検出する計測手段と、
前記計測手段により測定された前記位置座標に応じて前記被加工物の上方に位置する前記ワイヤヘッドを前記被加工物の下方に位置する前記ワイヤヘッドに対して相対移動可能とする制御手段と、
を具備した浸漬式ワイヤ放電加工機。
続きを表示(約 470 文字)
【請求項2】
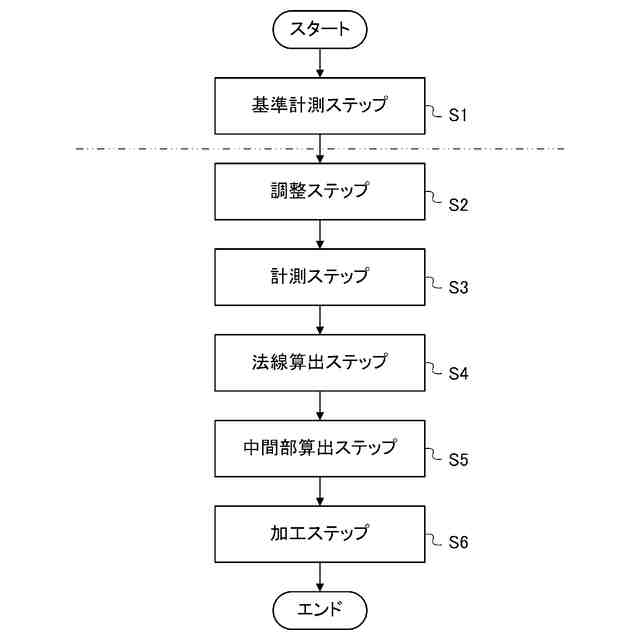
定盤上に載置した被加工物の上面の位置座標を計測する基準計測ステップと、
前記基準計測ステップで計測した位置座標のうち被加工物の隅部の位置座標を前記基準計測ステップで計測した位置座標と合致させるように取付具に支持された被加工物の隅部の相対位置関係を調整する調整ステップと、
前記調整ステップにて被加工物の隅部の相対位置関係を前記基準計測ステップで計測した相対位置関係に合致させた態様で被加工物の上面の各部位置座標を計測する計測ステップと、
前記計測ステップで計測した位置座標と前記基準計測ステップで計測した位置座標とを比較してその差分を算出し、差分に応じて各位置座標における法線方向を算出する法線算出ステップと、
前記法線算出ステップで算出した法線方向から各位置座標間の法線方向を算出する中間部算出ステップと、
を有し、
前記法線算出ステップおよび前記中間部算出ステップで算出された法線方向に沿ってワイヤ電極を傾けて被加工物を加工することを特徴とするワイヤ放電加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工槽に収容したワークを加工液中で放電加工する浸漬式ワイヤ放電加工機及びワイヤ放電加工方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
一般に、加工液に浸漬した被加工物(以下、「ワーク」という。)をワイヤ電極により所定の形状に成形する放電加工機として浸漬式ワイヤ放電加工機(以下、「ワイヤ放電加工機」という)が知られている。ワイヤ放電加工機において、ワークは、ワイヤ電極との間に生起される放電作用により加工される。ワークは、ワーク取付金具によって加工槽内に設置したワーク支持台に固定され、加工槽とともにワイヤ電極に対して相対移動可能に構成されている。このような構成のワイヤ放電加工機は、加工槽内に固定したワイヤ電極に対して加工槽とともにワークを移動させることにより極めて精密な加工を行うことができる。
【0003】
ところが、ワーク支持台にワークを取付けた際、ワーク支持台のワークの支持面がスラッジ等で汚れていたり、ワーク底面に微細な塵が付着していたりすることにより、ワーク底面が不均等にワーク支持台の支持面から浮き上がり、ワークの設置姿勢が水平面に対して傾斜してしまうことがある。また、このような水平面に対するワークの傾斜は、ワーク支持台の経年劣化等でも生じる場合がある。
【0004】
このように、ワーク支持台の支持面に対して厚みを有するワークが傾斜した姿勢で固定されると、ワーク上面に対してワイヤ電極が直交しないことにより、ワーク上面とワーク底面の切断位置がずれてワークの加工精度が低下する虞があった。
【0005】
特許文献1には、傾斜姿勢でワーク置き台に載置されたワークに対して、ワイヤ電極をワーク上面に直交させるようにワイヤ電極の水平面に対する傾きを調整する「水平補正機能」を備えたワイヤ放電加工機が開示されている。このワイヤ放電加工機は、ワーク置き台に設置されたワークの上面に対する法線ベクトルを算出し、上下ワイヤガイド間に張架したワイヤ電極をその法線ベクトルに沿うように上下ワイヤガイドの相対位置を調整することにより、ワーク上面に対してワイヤ電極を直交できるように構成している。
【先行技術文献】
【特許文献】
【0006】
特開2006-159396号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示された構成によれば、ワーク上面の任意の3点の座標を計測し、計測した座標のうち1点を原点とし、原点と他の2点とを結ぶベクトルを形成し、形成された2本のベクトルの外積を求めることでワーク上面に対する法線方向を算出する。その後、上下ワイヤガイドの相対位置を調整することで上下ワイガイド間に張架したワイヤ電極をワーク上面の法線方向に沿うように傾けてワーク上面とワイヤ電極とを直交させることによりワークの加工精度を向上させる技術が開示されている。しかしながら、このような構成は、ワーク上面が一様に傾くことを前提としており、ワーク上面が自重などで種々様々な方向に傾いている場合には、ワークの加工精度を低下させる虞があった。
【0008】
本発明は、上記のような問題点に鑑みてなされたものであり、簡易的な方法によりワークの加工精度を向上することができる浸漬式ワイヤ放電加工機および浸漬式ワイヤ放電加工方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明に係る浸漬式ワイヤ放電加工機は、放電加工の位置合わせのために下方に連設した揺動機構を介して縦横方向に揺動可能に構成した加工槽と、前記加工槽内の内底面に設けられ、被加工物を所定の高さで支持する台座部と脚部を含む支持台と、前記加工槽内に上下に対向するように設けられ、その間にワイヤ電極を張架した上下のワイヤヘッドを有する放電加工機構と、を備えた浸漬式ワイヤ放電加工機において、前記被加工物の周縁部を支持する取付具を前記支持台に複数備え、前記取付具は、それぞれ独立して昇降可能に構成し、複数の前記取付具に支持された前記被加工物の上面の位置座標を検出する計測手段と、前記計測手段により測定された前記位置座標に応じて前記被加工物の上方に位置する前記ワイヤヘッドを前記被加工物の下方に位置する前記ワイヤヘッドに対して相対移動可能とする制御手段と、を具備した、ものである。
【0010】
本発明の他の態様に係る浸漬式ワイヤ放電加工方法は、放電加工機外に設けられた定盤上に載置した被加工物の上面の位置座標を計測する基準計測ステップと、前記基準計測ステップで計測した位置座標のうち被加工物の隅部の位置座標を前記基準計測ステップで計測した位置座標と合致させるように放電加工機内において取付具に支持された被加工物の隅部の相対位置関係を調整する調整ステップと、前記調整ステップにて被加工物の隅部の相対位置関係を前記基準計測ステップで計測した相対位置関係に合致させた態様で被加工物の上面の各部位置座標を計測する計測ステップと、前記計測ステップで計測した位置座標と前記基準計測ステップで計測した位置座標とを比較してその差分を算出し、差分に応じて各位置座標における法線方向を算出する法線算出ステップと、前記法線算出ステップで算出した法線方向から各位置座標間の法線方向を算出する中間部算出ステップと、を有し、前記法線算出ステップおよび前記中間部算出ステップで算出された法線方向に沿ってワイヤ電極を傾けて被加工物を加工する、ものである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
7日前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社ダイヘン
溶接電源装置
22日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
4日前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
日進工具株式会社
エンドミル
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
キヤノン電子株式会社
加工システム
17日前
エフ・ピー・ツール株式会社
リーマ
4か月前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社トヨコー
被膜除去方法
3か月前
トヨタ自動車株式会社
接合方法
4か月前
大肯精密株式会社
自動送り穿孔機
4か月前
株式会社ダイヘン
溶接装置
1か月前
津田駒工業株式会社
センタリングバイス
11日前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社不二越
ブローチ盤
11日前
トヨタ自動車株式会社
溶接ヘッド
2か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
1か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接マスク
2か月前
株式会社ダイヘン
溶接装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































