TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025102102
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219330
出願日
2023-12-26
発明の名称
ワイヤ放電加工機及び断線状態判断方法
出願人
西部電機株式会社
代理人
個人
主分類
B23H
7/10 20060101AFI20250701BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 ボビンとローラとの間の検出プーリを利用してワイヤの断線状態を検出することに適したワイヤ放電加工機等を提供する。
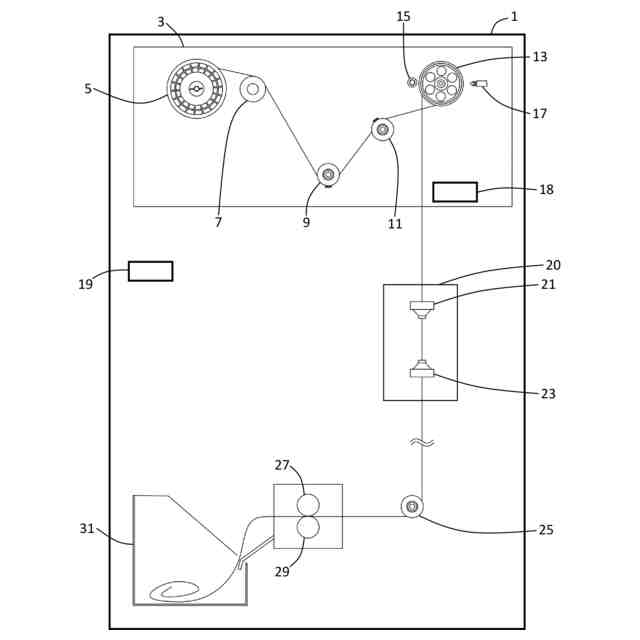
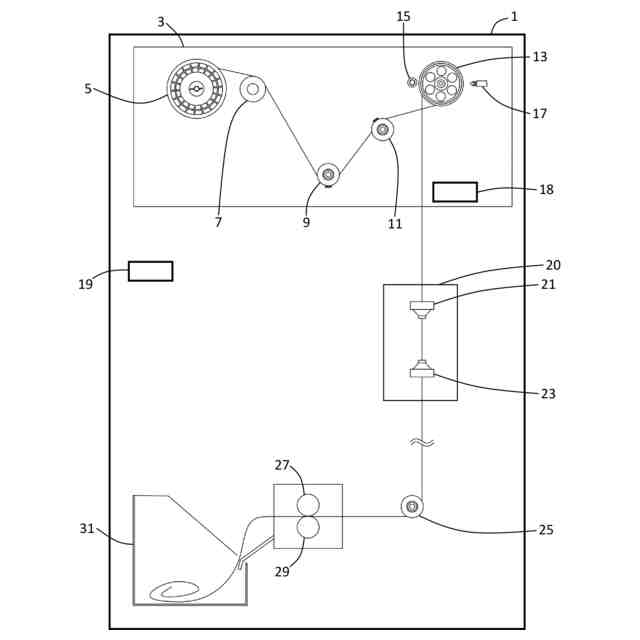
【解決手段】 ワイヤを用いて加工を行うワイヤ放電加工機1であって、ボビン5と、検出プーリ9と、供給ローラ13と、噴射器17と、制御部19を備える。ボビン5から引き出されたワイヤは、検出プーリ9を経由して供給ローラ13に至る。検出プーリ9は、回転状態検出装置を備える。回転状態検出装置は、検出プーリ9の回転状態を検出して検出データを出力する。噴射器17は、供給ローラ13の表面においてワイヤと接触する部分の一部又は全部に流体を噴射する。制御部19は、噴射器17が供給ローラ13の表面に流体を噴射した後に、検出データを用いて、供給ローラ13が回転した状態で検出プーリ9が回転していないならば、ワイヤが断線していると判断する。
【選択図】 図1
特許請求の範囲
【請求項1】
ワイヤを用いて加工を行うワイヤ放電加工機であって、
ボビンと、検出プーリと、ローラと、噴射器と、制御部を備え、
前記ボビンから引き出されたワイヤは、前記検出プーリを経由して前記ローラに至り、
前記検出プーリは、回転状態検出装置を備え、
前記回転状態検出装置は、前記検出プーリの回転状態を検出して検出データを出力し、
前記噴射器は、前記ローラの表面においてワイヤと接触する部分の一部又は全部に流体を噴射し、
前記制御部は、前記噴射器が前記ローラの表面に流体を噴射した後に、前記検出データを用いて、前記ローラが回転した状態で前記検出プーリが回転していないならば、前記ワイヤが断線していると判断する、ワイヤ放電加工機。
続きを表示(約 730 文字)
【請求項2】
前記ローラは、上ヘッドの上に位置する供給ローラである、請求項1記載のワイヤ放電加工機。
【請求項3】
前記噴射器は、前記ローラが逆転する前、又は、同時に前記ローラの表面に流体を噴射し、
前記制御部は、前記噴射器が流体を噴射した後に、前記検出データを用いて、前記ローラが正転した状態で前記検出プーリが回転していないならば、前記ワイヤが断線していると判断する、請求項1記載のワイヤ放電加工機。
【請求項4】
前記ローラの表面で前記噴射器が流体を噴射する位置の少なくとも一部は、他の部分とは中心軸からの距離が異なり、及び/若しくは、加工処理における距離とは中心軸からの距離が異なり、並びに/又は、材質を異にする、請求項1記載のワイヤ放電加工機。
【請求項5】
ワイヤを用いて加工を行うワイヤ放電加工機における断線状態判断方法であって、
前記ワイヤ放電加工機は、ボビンと、検出プーリと、ローラと、噴射器と、制御部を備え、
前記ボビンから引き出されたワイヤは、前記検出プーリを経由して前記ローラに至り、
前記検出プーリは、回転状態検出装置を備え、
前記回転状態検出装置は、前記検出プーリの回転状態を検出して検出データを出力し、
前記噴射器が、前記ローラの表面においてワイヤと接触する部分の一部又は全部に流体を噴射するステップと、
前記制御部が、前記噴射器が前記ローラの表面に流体を噴射した後に、前記検出データを用いて、前記ローラが回転した状態で前記検出プーリが回転していないならば、前記ワイヤが断線していると判断するステップを含む断線状態判断方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤ放電加工機及び断線状態判断方法に関し、特に、ワイヤを用いて加工を行うワイヤ放電加工機等に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1などにあるように、出願人は、供給ローラと上ヘッドとの間にローラを設けないことを提案している。
【先行技術文献】
【特許文献】
【0003】
特許第6292731号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ワイヤの断線は、加工処理によって生じることが多い。そのため、供給ローラと上ヘッドとの間にローラを設けることなく、断線を検出するための処理が必要になる。
【0005】
よって、本発明は、ボビンとローラとの間の検出プーリを利用してワイヤの断線状態を検出することに適したワイヤ放電加工機等を提供することを目的とする。
【課題を解決するための手段】
【0006】
本願発明の第1の側面は、ワイヤを用いて加工を行うワイヤ放電加工機であって、ボビンと、検出プーリと、ローラと、噴射器と、制御部を備え、前記ボビンから引き出されたワイヤは、前記検出プーリを経由して前記ローラに至り、前記検出プーリは、回転状態検出装置を備え、前記回転状態検出装置は、前記検出プーリの回転状態を検出して検出データを出力し、前記噴射器は、前記ローラの表面においてワイヤと接触する部分の一部又は全部に流体を噴射し、前記制御部は、前記噴射器が前記ローラの表面に流体を噴射した後に、前記検出データを用いて、前記ローラが回転した状態で前記検出プーリが回転していないならば、前記ワイヤが断線していると判断する。
【0007】
本願発明の第2の側面は、第1の側面のワイヤ放電加工機であって、前記ローラは、上ヘッドの上に位置する供給ローラである。
【0008】
本願発明の第3の側面は、第1又は第2の側面のワイヤ放電加工機であって、前記噴射器は、前記ローラが逆転する前、又は、同時に前記ローラの表面に流体を噴射し、前記制御部は、前記噴射器が流体を噴射した後に、前記検出データを用いて、前記ローラが正転した状態で前記検出プーリが回転していないならば、前記ワイヤが断線していると判断する。
【0009】
本願発明の第4の側面は、第1から第3のいずれかの側面のワイヤ放電加工機であって、前記ローラの表面で前記噴射器が流体を噴射する位置の少なくとも一部は、他の部分とは中心軸からの距離が異なり、及び/若しくは、加工処理における距離とは中心軸からの距離が異なり、並びに/又は、材質を異にする。
【0010】
本願発明の第5の側面は、ワイヤを用いて加工を行うワイヤ放電加工機における断線状態判断方法であって、前記ワイヤ放電加工機は、ボビンと、検出プーリと、ローラと、噴射器と、制御部を備え、前記ボビンから引き出されたワイヤは、前記検出プーリを経由して前記ローラに至り、前記検出プーリは、回転状態検出装置を備え、前記回転状態検出装置は、前記検出プーリの回転状態を検出して検出データを出力し、前記噴射器が、前記ローラの表面においてワイヤと接触する部分の一部又は全部に流体を噴射するステップと、前記制御部が、前記噴射器が前記ローラの表面に流体を噴射した後に、前記検出データを用いて、前記ローラが回転した状態で前記検出プーリが回転していないならば、前記ワイヤが断線していると判断するステップを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
西部電機株式会社
ワイヤ放電加工機及び断線状態判断方法
2か月前
西部電機株式会社
補充単位調整システム及び補充単位調整方法
4日前
西部電機株式会社
過負荷検出装置及びそれを備える弁駆動設備
27日前
個人
タップ
4か月前
個人
フライス盤
13日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
13日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め装置
4日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
29日前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
4か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
15日前
ブラザー工業株式会社
工作機械
5か月前
株式会社ツガミ
工作機械
21日前
大見工業株式会社
ドリル
1か月前
トヨタ自動車株式会社
接合方法
5か月前
ブラザー工業株式会社
工作機械
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ