TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069917
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2024109004
出願日
2024-07-05
発明の名称
マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置及び方法
出願人
浙江大学
,
ZHEJIANG UNIVERSITY
,
寧波琳盛高分子材料有限公司
代理人
個人
主分類
B29C
64/321 20170101AFI20250423BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明はマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置及び方法を提供する。
【解決手段】
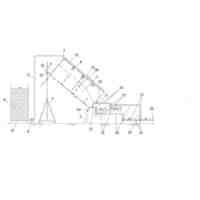
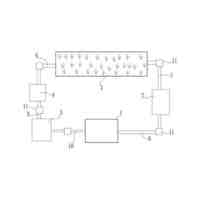
前記装置は、3D運動制御モジュール、フッ化液液槽、フローフォーカシング装置及び金型を含む。印刷過程において、金型は、3D運動制御モジュールのスライダーに挟まれ、フッ化液液槽に完全に浸漬され、フッ化液液槽には、若干の独立した気泡ノズルがあり、気泡ノズルは、それぞれ異なるサイズのフローフォーカシング装置に接続されて異なる大きさの気泡を発生させる。本発明のマクロポーラスゼラチンの3D印刷のための装置及び方法は、高内相、桁違いの勾配孔隙マクロポーラスゼラチンの印刷を実現することができ、且つ金型移動速度と気泡の生成頻度及び大きさをリアルタイムに協調することにより、マクロポーラスゼラチンの内部孔隙の正確な調整・制御を実行する。
【選択図】図1
特許請求の範囲
【請求項1】
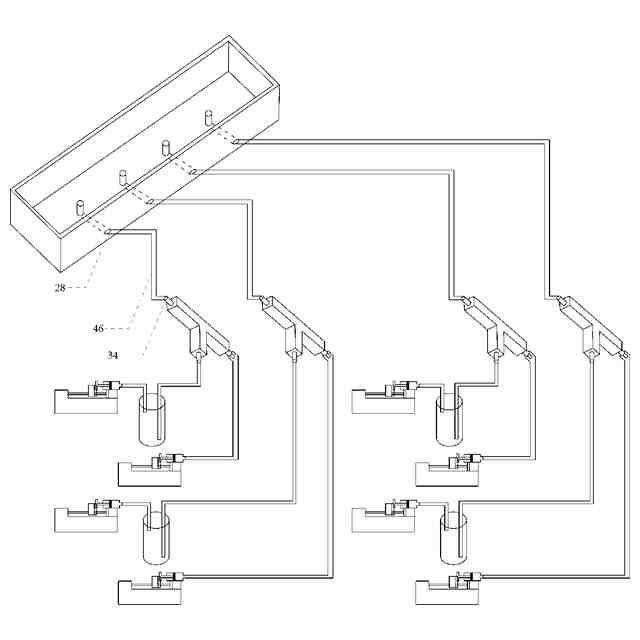
マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置であって、前記装置は、3D運動制御モジュール、フッ化液液槽、フローフォーカシング装置及び金型を含み、
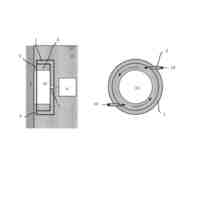
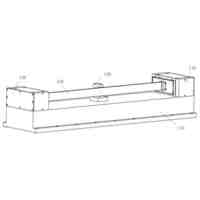
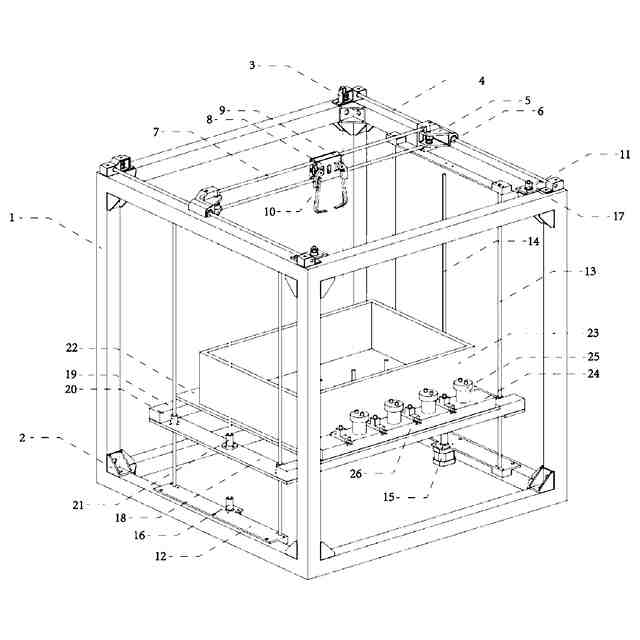
前記フッ化液液槽及び前記金型は、いずれも前記3D運動制御モジュールの直方体フレームに固定され、前記フッ化液液槽は、上部に開口した中空槽及び前記中空槽内に固定された少なくとも1つの気泡ノズルを含み、前記中空槽内にフッ化液が収容され、前記3D運動制御モジュールは、前記フッ化液液槽を駆動してZ軸方向の移動を実行し、前記3D運動制御モジュールは、前記金型を駆動してx軸方向及びy軸方向の移動を実行することにより、前記金型を3D印刷過程における前記フッ化液液槽に浸漬させることができ、前記気泡ノズルから吐出された気泡が前記金型に入り、
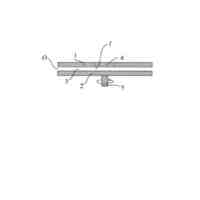
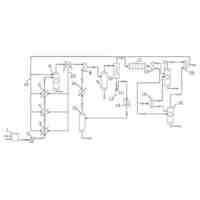
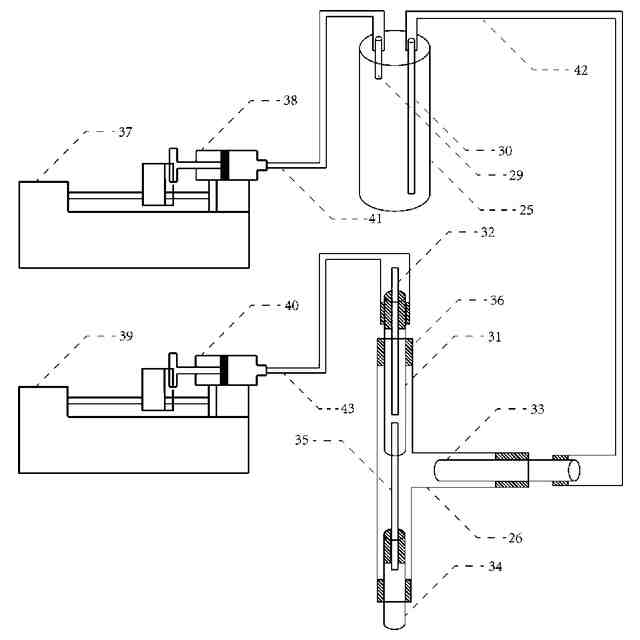
前記フローフォーカシング装置と前記気泡ノズルとは、一つずつマッチングして接続され、前記フローフォーカシング装置は、シリコーンオイル注射装置、空気注射装置、バッファタンク、三方弁、1番粗毛細管、2番細毛細管及び3番細毛細管を含み、前記1番粗毛細管の外部は、前記三方弁の空気入口に密封されて固定接続され、前記2番細毛細管は、前記1番粗毛細管内に挿入され、且つその外部が前記1番粗毛細管に密封されて固定接続され、前記3番細毛細管も、一端が前記1番粗毛細管内に挿入され、前記2番細毛細管と同軸に配置され、他端が前記三方弁の出口に連通し、前記2番細毛細管は、一端が前記空気注射装置に連通し、前記三方弁のゼラチン溶液入口と前記バッファタンクの出口は、ゼラチン溶液輸送管によって連通し、前記バッファタンク内は、ゼラチン溶液で満たされ、前記バッファタンクの入口は、シリコーンオイル輸送管によって前記シリコーンオイル注射装置の出口に連通し、前記三方弁の出口と前記フッ化液液槽における前記気泡ノズルとの間は、気泡導入管によって連通し、前記フローフォーカシング装置によって生成された気泡は、前記気泡導入管、気泡ノズルを介して前記金型に入ることを特徴とするマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
続きを表示(約 2,100 文字)
【請求項2】
前記装置は、サーマルベッド、サーマルベッドブラケット、及びZ軸ボールネジナット装置をさらに含み、
前記サーマルベッドは、前記サーマルベッドブラケットによって前記3D運動制御モジュールに固定され、前記Z軸ボールネジナット装置により前記サーマルベッドブラケットがZ軸方向に沿って移動するように駆動され、前記フッ化液液槽、バッファタンク、三方弁は、いずれも前記サーマルベッドに固定され、前記サーマルベッドにより前記フッ化液液槽、バッファタンク内の液体を同期に加熱することを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項3】
前記装置は、帯状溝板をさらに含み、
前記帯状溝板に円形溝と長帯状溝が開設され、それぞれ前記バッファタンク、三方弁を取り付けることに用いられることを特徴とする請求項2に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項4】
各前記フローフォーカシング装置の1番粗毛細管、2番細毛細管及び3番細毛細管のサイズが異なることにより、各フローフォーカシング装置によって生成された気泡は、サイズ及び生成頻度が異なり、前記気泡ノズルによって前記金型に吐出されることを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項5】
前記フッ化液液槽は、透明なアクリル板からなり、前記気泡ノズルは、等間隔で前記フッ化液液槽に垂直に取り付けられていることを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項6】
全てのパイプの接続箇所は、いずれも紫外線接着剤によって固定されていることを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項7】
前記バッファタンクは、その頂部に固定されたシリコーンオイル入口管と、ゼラチン溶液出口管とをさらに含み、前記シリコーンオイル入口管は、ゼラチン溶液出口管より短く、前記シリコーンオイル入口管は、前記シリコーンオイル輸送管と連通し、前記ゼラチン溶液出口管は、前記ゼラチン溶液輸送管と連通することを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項8】
前記フローフォーカシング装置は、三方弁のゼラチン溶液入口管及び三方弁の気泡出口管をさらに含み、前記三方弁のゼラチン溶液入口管は、一端が前記三方弁のゼラチン溶液入口内に挿入され、外部が紫外線接着剤によって接着され、他端が前記ゼラチン溶液輸送管と連通し、前記三方弁の気泡出口管は、一端が前記三方弁の出口内に挿入され、且つ外部が紫外線接着剤によって接着され、前記3番細毛細管の他端が三方弁の気泡出口管内に挿入されて紫外線接着剤によって固定され、前記三方弁の気泡出口管は、他端が前記気泡導入管に接続されることを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項9】
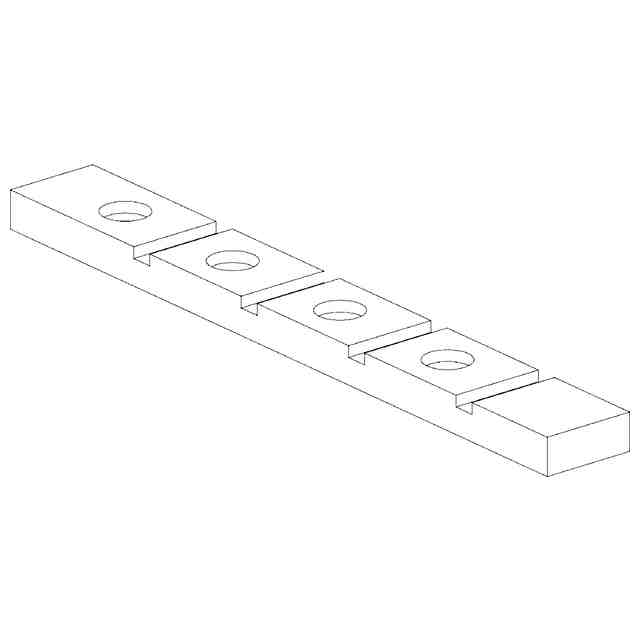
前記金型は、PDMS金型であり、
前記シリコーンオイル注射装置は、シリコーンオイル注射ポンプ及びシリコーンオイル注射器を含み、前記空気注射装置は、空気注射ポンプ及び空気注射器を含むことを特徴とする請求項1に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置。
【請求項10】
マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する方法であって、前記方法は、請求項1~9のいずれか1項に記載のマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置に基づいて実行され、
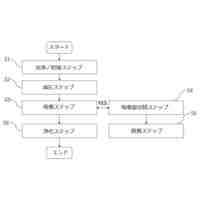
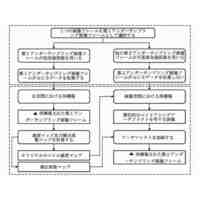
当該方法はステップ1~ステップ3を含み、
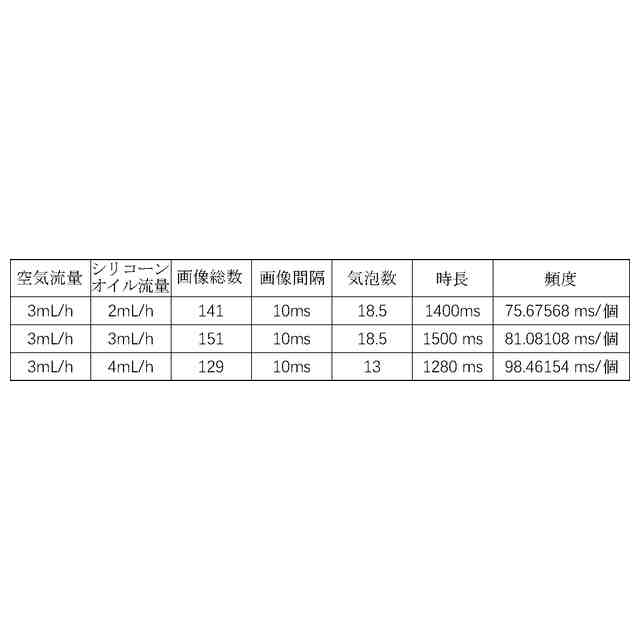
前記ステップ1では、印刷を行う前に、各フローフォーカシング装置が安定して気泡を生成できるような気体流量と液体流量の範囲をそれぞれデバッグして測定し、
前記ステップ2では、印刷を行う前に、各フローフォーカシング装置によって生成された気泡サイズ変化範囲及び気泡生成頻度のデータを収集し、
前記ステップ3では、所望の製品の内部マクロポーラスの分布状況に応じて、前記金型の移動速度が気泡のサイズ及び生成頻度とマッチングさせるように、各シリコーンオイル注射ポンプの注射流量の変化状況及び前記金型の印刷過程における移動経路及び移動速度を設定し、印刷過程においては、注射ポンプのパラメータを変更して液体流量を制御することにより、気泡の生成頻度及び大きさをリアルタイムに制御し、気泡の生成頻度及び大きさが変化する場合、金型の移動速度を同期に変動させることにより、目標気泡群の位置に対する調整・制御を実行することを特徴とするマルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、マクロポーラスハイドロゲルの3D印刷の分野に属し、具体的には、マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置及び方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
マクロポーラスハイドロゲル材料とは、ハイドロゲルポリマー多孔質構造に加えて、ミクロンからサブミリオーダーの大孔隙をさらに導入して形成された複合多孔質材料である。ハイドロゲル材料自体の孔隙サイズは、一般的にナノオーダーから数ミクロンオーダーであるため、これらの余分に導入されたミクロンからサブミリオーダーの孔隙は、一般的に本分野においてマクロポーラスと呼ばれる。従来、一般的に発泡法、造孔法、凍結乾燥法、相分離法などの方式によってハイドロゲルにマクロポーラスを導入するが、以上の方法では、気泡のサイズ、位置が制御できないマクロポーラスを導入することが多い。それに対して、3D印刷技術とマイクロ流制御テンプレート法とを組み合わせることにより、ハイドロゲルに導入されたマクロポーラスのサイズ及び位置を良好に制御することができる。
【0003】
マクロポーラスハイドロゲルを制御可能に3D印刷することは、主に2つの方式を有する。1つは、ハイドロゲル溶液にマイクロ流制御テンプレート法で製造されたハイドロゲル溶液と相溶しない油相液滴を導入し、油相液滴を導入した後にハイドロゲルを硬化させ、さらに油相液滴を除去することにより、ハイドロゲルに気泡を残し、油相液滴のサイズ及び位置を調整・制御することによりハイドロゲル成形後のマクロポーラスのサイズ及び位置を制御し、もう1つは、ハイドロゲル溶液にマイクロ流制御テンプレート法で製造された気泡を直接導入し、ハイドロゲルを硬化させた後にハイドロゲルに気泡の孔を残す。現在、一般的なやり方は、油相液滴又は気泡を含有するハイドロゲルをサーマルベッド上に一層ずつ堆積して積層することにより、最終的に所望の製品を製造するが、このような3D印刷方法の孔隙サイズの調整範囲が小さいことが多く、且つマクロポーラスハイドロゲルの内部孔隙のサイズ及び位置を正確に制御することが困難であり、特に印刷層数が多い場合、マクロポーラスハイドロゲルの内部孔隙のサイズ及び位置に位置ずれ及び陥没などの現象が発生しやすい。また、このような3D印刷方法は、最大で65%程度の孔隙率のマクロポーラスハイドロゲルしか製造できず、孔隙率を高め続ける時に、ハイドロゲルは、印刷過程で成形しにくい。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術の欠点に対して、本発明は、マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置及び方法を提供し、他の種類のハイドロゲルの3D印刷生産に広げることができる。浮力の作用によってゼラチン溶液中にマイクロ流制御テンプレート法で製造された気泡を堆積し、金型と気泡の大きさ及び生成頻度とマッチングさせ、孔隙位置の位置ずれ及びママクロポーラスゼラチンの陥没を大幅に回避し、より高い孔隙率のママクロポーラスゼラチンの製造を実現することができるだけでなく、且つ液槽内に若干の気泡のサイズ及び生成頻度が一定の範囲内で微調整可能であるが、互いに差異が大きい気泡ノズルを配置することにより、桁違いのマクロポーラスの製造を実現する。
【課題を解決するための手段】
【0005】
本発明の目的は、以下の技術案により実行される。
【0006】
マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置であって、3D運動制御モジュール、フッ化液液槽、フローフォーカシング装置及び金型を含み、
前記フッ化液液槽及び前記金型は、いずれも前記3D運動制御モジュールの直方体フレームに固定され、前記フッ化液液槽は、上部に開口した中空槽及び前記中空槽内に固定された少なくとも1つの気泡ノズルを含み、前記中空槽内にフッ化液が収容され、前記3D運動制御モジュールは、前記フッ化液液槽を駆動してZ軸方向の移動を実行し、前記3D運動制御モジュールは、前記金型を駆動してx軸方向及びy軸方向の移動を実行することにより、前記金型を3D印刷過程における前記フッ化液液槽に浸漬させることができ、前記気泡ノズルから吐出された気泡が前記金型に入り、
前記フローフォーカシング装置と前記気泡ノズルとは、一つずつマッチングして接続され、シリコーンオイル注射装置、空気注射装置、バッファタンク、三方弁、1番粗毛細管、2番細毛細管及び3番細毛細管を含み、前記1番粗毛細管の外部は、前記三方弁の空気入口に密封されて固定接続され、前記2番細毛細管は、前記1番粗毛細管内に挿入され、且つその外部が前記1番粗毛細管に密封されて固定接続され、前記3番細毛細管も、一端が前記1番粗毛細管内に挿入され、前記2番細毛細管と同軸に配置され、他端が前記三方弁の出口に連通し、前記2番細毛細管は、一端が前記空気注射装置に連通し、前記三方弁のゼラチン溶液入口と前記バッファタンクの出口は、ゼラチン溶液輸送管によって連通し、前記バッファタンク内は、ゼラチン溶液で満たされ、前記バッファタンクの入口は、シリコーンオイル輸送管によって前記シリコーンオイル注射装置の出口に連通し、前記三方弁の出口と前記フッ化液液槽における前記気泡ノズルとの間は、気泡導入管によって連通し、前記フローフォーカシング装置によって生成された気泡は、前記気泡導入管、気泡ノズルを介して前記金型に入る。
【0007】
さらに、サーマルベッド、サーマルベッドブラケット、及びZ軸ボールネジナット装置をさらに含み、前記サーマルベッドは、サーマルベッドブラケットによって前記3D運動制御モジュールに固定され、前記Z軸ボールネジナット装置により前記サーマルベッドブラケットがZ軸方向に沿って移動するように駆動され、前記フッ化液液槽、バッファタンク、三方弁は、いずれも前記サーマルベッドに固定され、前記サーマルベッドにより前記フッ化液液槽、バッファタンク内の液体を同期に加熱する。
【0008】
さらに、帯状溝板をさらに含み、前記帯状溝板に円形溝と長帯状溝が開設され、それぞれ前記バッファタンク、三方弁を取り付けることに用いられる。
【0009】
さらに、各前記フローフォーカシング装置の1番粗毛細管、2番細毛細管及び3番細毛細管のサイズが異なることにより、各フローフォーカシング装置によって生成された気泡は、サイズ及び生成頻度が異なり、前記気泡ノズルによって前記金型に吐出される。
【0010】
さらに、前記フッ化液液槽は、透明なアクリル板からなり、前記気泡ノズルは、等間隔で前記フッ化液液槽に垂直に取り付けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
浙江大学
水中ハウジング装置
1か月前
浙江大学
可変粘性流れ抵抗構造
10か月前
浙江大学
超狭線幅レーザ発生装置
10か月前
浙江大学
深層学習に基づく損傷判定方法
1か月前
浙江大学
極端現象の頻度誤差の推定と制御方法
3日前
浙江大学
斜面土壌体浸透係数モニタリング方法とシステム
4か月前
浙江大学
SNP分子で標識されたHu羊純血種の評価方法
6か月前
浙江大学
氷点下の温度に基づく多孔質炭素電極の凍結転写方法
5か月前
浙江大学
降雨型地滑りモニタリング・早期警報方法とシステム
4か月前
浙江大学
超臨界ウェーハ洗浄/乾燥媒体回収方法及びシステム
5か月前
浙江大学
ベース歪み発生装置およびベース歪み感度計測システム
11か月前
浙江大学
地下水水位標高の測定方法、貯水量測定システム及び応用
6か月前
浙江大学
レーザ直接描画による耐高温性ナノ銅、その製造方法、および使用
10日前
浙江大学
マルチインバータ駆動交流モータの給電における高調波の制御装置
6か月前
浙江大学濱江研究院
高強度のシルクフィブロインヒドロゲル人工腱/人工靭帯の製造方法
8か月前
浙江大学
複数の変数を同期的にモニタリングする地滑りモデル試験方法及び装置
10か月前
浙江大学
せん断性能を向上させるための複合サンドイッチ構造のセル嵌合の設計方法
1か月前
浙江大学
4Dプリントに基づく迷路状インターロックスマート構造及びそのロック方法
10か月前
浙江大学
全周回転型非接触電力伝送コネクタ装置及びこれに基づく電気エネルギー伝送方法
5か月前
杭州師範大学
水質を改善するための人文生態浄化システムおよび方法
6か月前
浙江大学
マルチノズルアレイによって勾配孔隙マクロポーラスゼラチンを3D印刷する装置及び方法
7か月前
浙江大学嘉興研究院
メタノール改質と高効率な膜分離との連結に基づくコンパクト型船舶用炭素回収のシステム、方法及び応用
10か月前
浙江大学
k空間と画像空間とを組み合わせて再構築するイメージング方法及び装置
3か月前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
シーメット株式会社
光造形装置
11か月前
CKD株式会社
型用台車
11か月前
株式会社 型善
射出成形型
19日前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
12か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ