TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062338
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171333
出願日
2023-10-02
発明の名称
二次電池の製造方法
出願人
トヨタバッテリー株式会社
代理人
個人
主分類
H01M
4/04 20060101AFI20250407BHJP(基本的電気素子)
要約
【課題】電池性能の向上を図る。
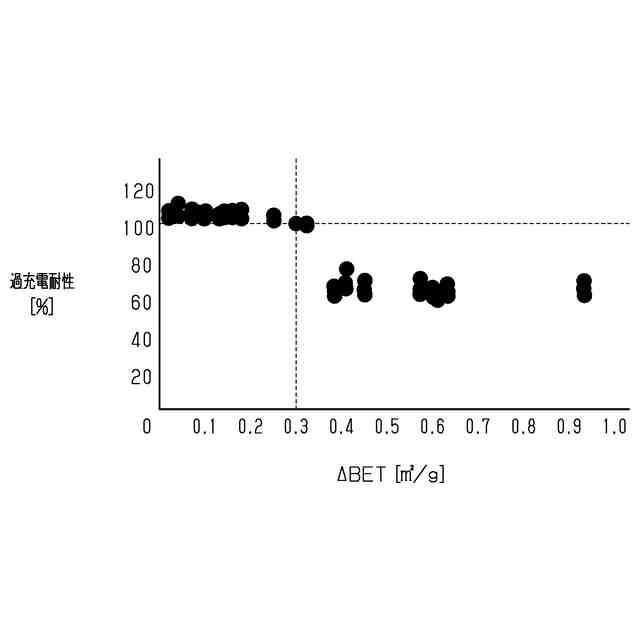
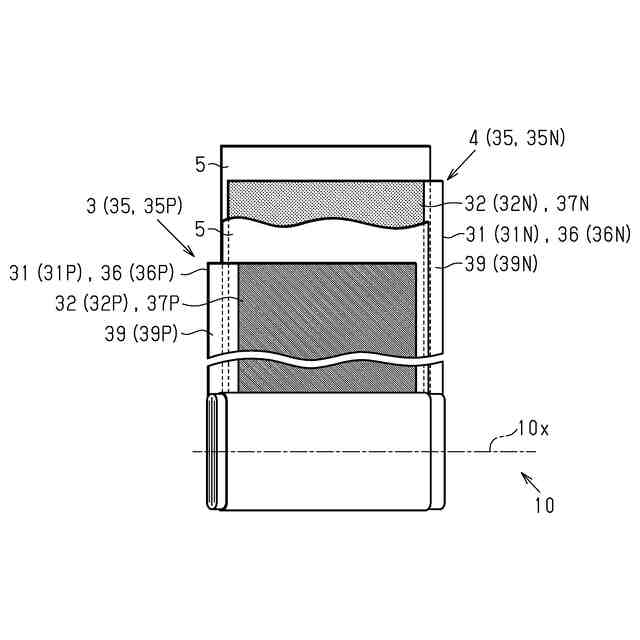
【解決手段】二次電池は、正極活物質が含まれた正極合材を集電体となる基材に塗工してなる正極板を備える。また、正極合材の原材料となる正極活物質のBET比表面積を「粉体BET」とし、その基材に塗工された正極合材が基材とともに正極板を形成する状態における正極合材のBET比表面積を「極板BET」とする。更に、その「極板BET」から「粉体BET」を減じた差分値を「ΔBET」とする。そして、二次電池の製造時、この「ΔBET」を0.3平方メートル/グラム以下に制御する。
【選択図】図5
特許請求の範囲
【請求項1】
正極活物質が含まれた正極合材を集電体となる基材に塗工してなる正極板を備えた二次電池の製造方法であって、
前記正極合材の原材料となる前記正極活物質のBET比表面積を粉体BETとし、
前記塗工された前記正極合材が前記基材とともに前記正極板を形成する状態における前記正極合材のBET比表面積を極板BETとするとともに、
前記極板BETから前記粉体BETを減じた差分値をΔBETとして、
前記ΔBETを0.3平方メートル/グラム以下に制御する二次電池の製造方法。
続きを表示(約 390 文字)
【請求項2】
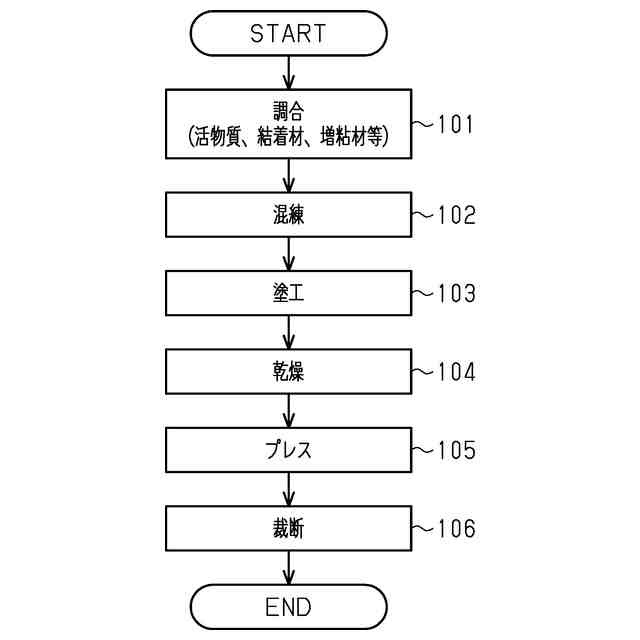
前記正極合材の原材料を調合する工程と、
前記調合された前記正極合材を混練する工程と、
前記混練された前記正極合材を前記基材に塗工する工程と、
前記塗工された前記正極合材を乾燥させる工程と、
前記乾燥後の前記正極合材をプレスする工程と、を備え、
前記各工程の少なくとも何れかを調整することにより前記ΔBETを制御する
請求項1に記載の二次電池の製造方法。
【請求項3】
前記正極合材のプレス圧を調整する請求項2に記載の二次電池の製造方法。
【請求項4】
前記正極合材の密度を調整する請求項2に記載の二次電池の製造方法。
【請求項5】
前記正極合材の原材料として、前記ΔBETが異なる値となる複数種類の前記正極活物質を調合する請求項2に記載の二次電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二次電池の製造方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、例えば、リチウムイオン二次電池等の二次電池には、集電体となる基材上に電極活物質を含んだ電極合材を塗工することにより、その極板を形成するものがある。更に、このような二次電池においては、その電極合材に含まれる電極活物質の比表面積が、電池性能に大きく影響する。例えば、特許文献1~特許文献3等においては、BET式を用いた気体吸着測定法、つまりはBET法によって、その多孔質粉体である電極活物質の比表面積が規定されている。そして、このBET法によるBET比表面積を制御することにより、その電池性能の向上が図られている。
【先行技術文献】
【特許文献】
【0003】
特開2011-238415号公報
特開2021-51880号公報
特開2023-93555号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば、電動車両等、高水準の電池性能が求められる用途においては、日々、その更なる性能の向上が模索されている。このため、上記従来技術についてもまた、その進化する要求水準を満たすべく、より一層の改善が求められている。
【課題を解決するための手段】
【0005】
上記課題を解決する二次電池の製造方法の各態様を記載する。
態様1は、正極活物質が含まれた正極合材を集電体となる基材に塗工してなる正極板を備えた二次電池の製造方法であって、前記正極合材の原材料となる前記正極活物質のBET比表面積を粉体BETとし、前記塗工された前記正極合材が前記基材とともに前記正極板を形成する状態における前記正極合材のBET比表面積を極板BETとするとともに、前記極板BETから前記粉体BETを減じた差分値をΔBETとして、前記ΔBETを0.3平方メートル/グラム以下に制御する二次電池の製造方法である。
【0006】
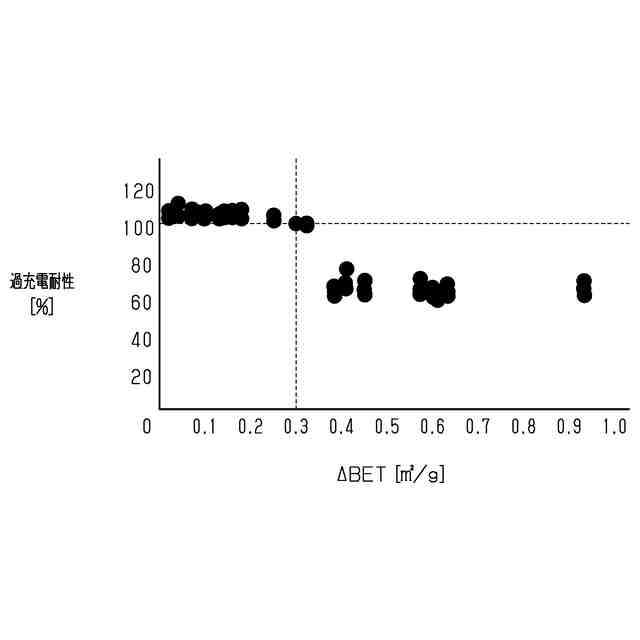
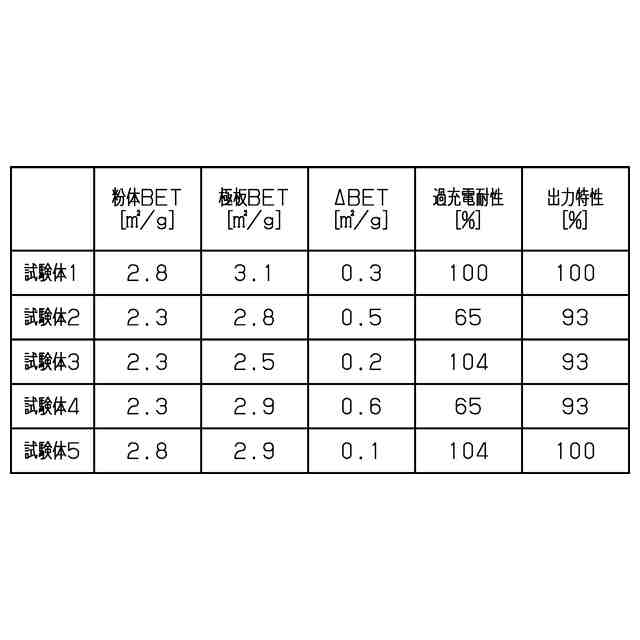
即ち、「粉体BET」及び「極板BET」の値に依らず、「ΔBET」が0.3平方メートル/グラム以下であることにより、優れた「過充電耐性」を確保することができる。そして、「出力特性」については、「ΔBET」の値が変化しても、その「ΔBET」との関係性に大きな変化が見られない。従って、上記構成によれば、その優れた「出力特性」と「過充電耐性」との両立を図ることができる。
【0007】
態様2は、前記正極合材の原材料を調合する工程と、前記調合された前記正極合材を混練する工程と、前記混練された前記正極合材を前記基材に塗工する工程と、前記塗工された前記正極合材を乾燥させる工程と、前記乾燥後の前記正極合材をプレスする工程と、を備え、前記各工程の少なくとも何れかを調整することにより前記ΔBETを制御する態様1に記載の二次電池の製造方法である。
【0008】
上記構成によれば、出力特性及び過充電耐性に優れた二次電池の正極板を製造することができる。
態様3は、前記正極合材のプレス圧を調整する態様2に記載の二次電池の製造方法。
【0009】
即ち、プレス圧が高いほど、その正極合材に含まれた正極活物質の粒子が小さく押し潰されやすい。つまりは、その比表面積が拡大することにより「極板BET」の値が大きくなる。従って、プレス圧を低く抑えることで、その「ΔBET」の値が小さく抑えられる。そして、これにより、簡素な構成にて、その「ΔBET」を制御することができる。
【0010】
態様4は、前記正極合材の密度を調整する態様2又は態様3に記載の二次電池の製造方法。
即ち、より小さな正極活物質の粒子を含む場合ほど、その正極合材の密度が高くなりやすい。つまりは、その比表面積の大きい粒子を多く含むことで、その「極板BET」の値が大きくなる。更に、正極合材の密度は、プレス工程の他、調合工程、混練工程、及び乾燥工程の制御パラメータを変更することによっても調整することができる。従って、上記構成によれば、簡素な構成にて、その「ΔBET」を制御することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
7日前
株式会社GSユアサ
蓄電設備
15日前
株式会社FLOSFIA
半導体装置
13日前
トヨタ自動車株式会社
二次電池
6日前
株式会社村田製作所
電池
13日前
トヨタ自動車株式会社
二次電池
15日前
シチズン電子株式会社
発光装置
6日前
株式会社村田製作所
電池
14日前
日星電気株式会社
ケーブルの接続構造
13日前
株式会社村田製作所
電池
13日前
キヤノン株式会社
無線通信装置
8日前
株式会社村田製作所
電池
13日前
トヨタバッテリー株式会社
組電池
今日
住友電装株式会社
コネクタ
13日前
ローム株式会社
半導体装置
14日前
住友電装株式会社
コネクタ
14日前
富士電機株式会社
半導体モジュール
14日前
株式会社アイシン
電池
6日前
三菱電機株式会社
半導体装置
今日
オムロン株式会社
スイッチング素子
14日前
芝浦メカトロニクス株式会社
基板処理装置
14日前
株式会社村田製作所
二次電池
14日前
TDK株式会社
電子部品
13日前
三桜工業株式会社
冷却器
13日前
TDK株式会社
電子部品
8日前
日東電工株式会社
スイッチ装置
14日前
日東電工株式会社
スイッチ装置
14日前
日本圧着端子製造株式会社
電気コネクタ
6日前
株式会社デンソー
電池装置
7日前
矢崎総業株式会社
コネクタ
15日前
トヨタバッテリー株式会社
二次電池セル
14日前
矢崎総業株式会社
コネクタ
7日前
矢崎総業株式会社
雌型端子
7日前
TDK株式会社
全固体電池
7日前
株式会社豊田中央研究所
二次電池
13日前
本田技研工業株式会社
制御装置
15日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ