TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025055835
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023165218
出願日
2023-09-27
発明の名称
吸放熱体、及び吸放熱体の鋳造方法
出願人
大同メタル工業株式会社
代理人
弁理士法人浅村特許事務所
主分類
H01L
23/373 20060101AFI20250401BHJP(基本的電気素子)
要約
【課題】熱の吸収とその熱の放熱性能に優れ、接着強度の強い表面層を有する吸放熱体、及びそのような吸放熱体の鋳造方法を提供すること。
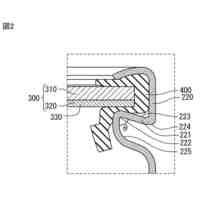
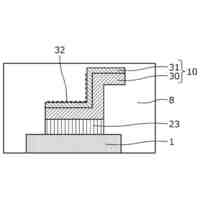
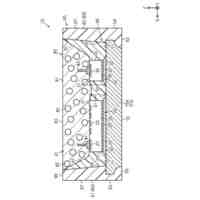
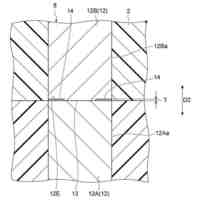
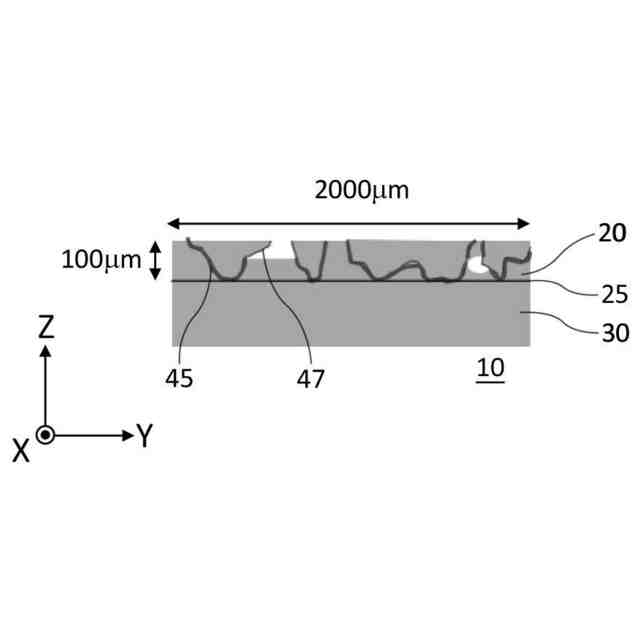
【解決手段】本発明によれば、ダイカスト部と、金属材料によって形成された多孔質部を有する吸放熱体であって、前記多孔質部と前記ダイカスト部との接着面から50μm以上、且つ500μm以下(500μmを除く)の範囲内にある前記多孔質部が有する空孔の少なくとも一部に、前記ダイカスト部を形成するダイカスト材料が充填された吸放熱体が提供される。
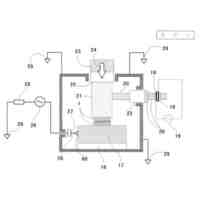
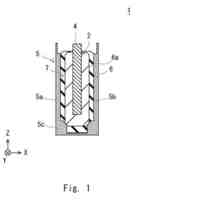
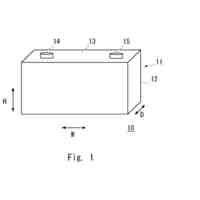
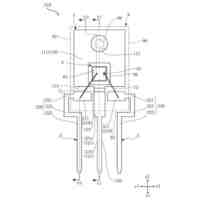
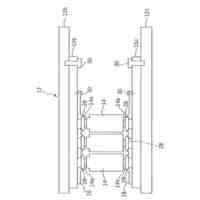
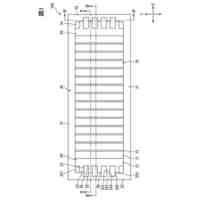
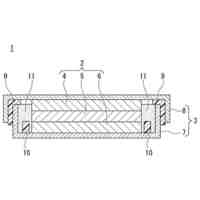
【選択図】図1
特許請求の範囲
【請求項1】
ダイカスト部と、金属材料によって形成された多孔質部を有する吸放熱体であって、前記多孔質部と前記ダイカスト部との接着面から50μm以上、且つ500μm以下(500μmを除く)の範囲内にある前記多孔質部が有する空孔の少なくとも一部に、前記ダイカスト部を形成するダイカスト材料が充填された吸放熱体。
続きを表示(約 640 文字)
【請求項2】
前記多孔質部と前記ダイカスト部が接着されている前記接着面の接着長さ割合が、該接着面に対して垂直方向に100μmまでの範囲で、40%以上である請求項1に記載の吸放熱体。
【請求項3】
前記多孔質部の空隙率は、30%以上、且つ70%以下である、請求項1または請求項2に記載の吸放熱体。
【請求項4】
前記多孔質部は、バブルポイント法により空孔の分布を算出した際の平均ネック径が10μm以上、且つ80μm以下である請求項1または請求項2に記載の吸放熱体。
【請求項5】
前記多孔質部の全体の体積に対して、外界と連結していない前記空孔の体積が占める割合が20%以下である請求項1または請求項2に記載の吸放熱体。
【請求項6】
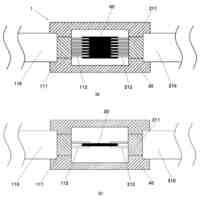
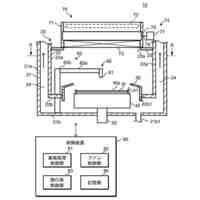
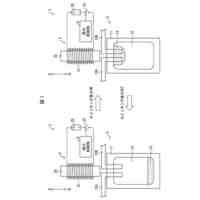
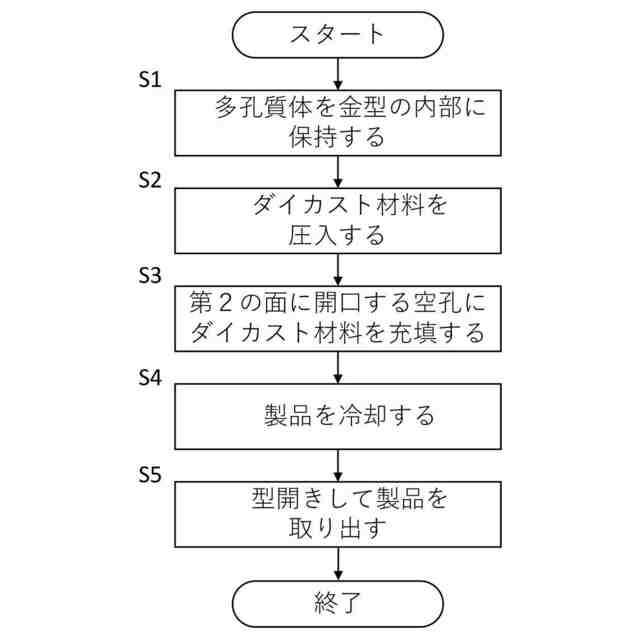
吸放熱体の鋳造方法であって、
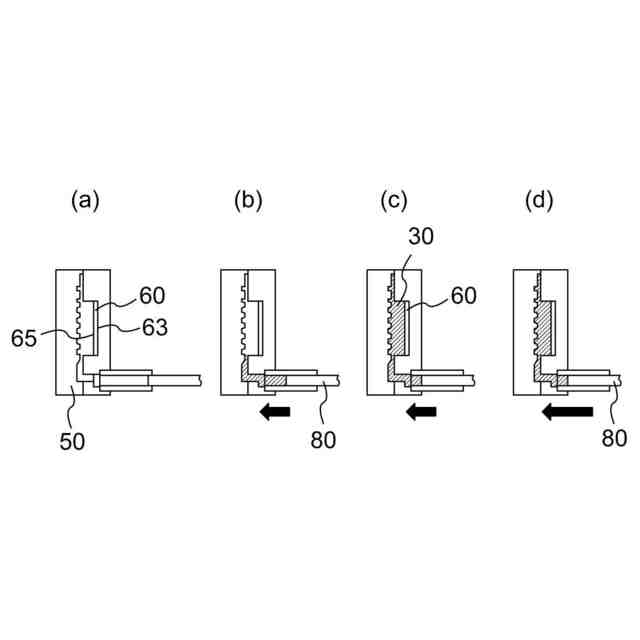
多孔質体の第1の面を金型の内側表面に密着させた状態で保持する保持工程と、
前記多孔質体の前記第1の面の反対側にある第2の面に向かって、ダイカスト用金属材料の溶湯を圧入する圧入工程と、
を有する、吸放熱体の鋳造方法。
【請求項7】
前記圧入工程は、前記多孔質体とダイカスト部との接着面から50μm以上、且つ500μm以下(500μmを除く)の範囲内にある前記多孔質体が有する空孔の少なくとも一部に、前記ダイカスト部を形成するダイカスト材料を充填する充填工程を含む、請求項6に記載の吸放熱体の鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカスト法によって製造される吸放熱体、及び吸放熱体の鋳造方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ダイカスト法は、金属部品を製造する鋳造方法のひとつであり、精密な形状と良好な鋳肌を持つ鋳造品を作り出すことができる。特に材料としてAlやCuなどの金属を使用する場合、良好な熱伝導性と放熱性を持つため、高い放熱性を必要とする電子機器のケーシングやエンジン部品など、高温に晒される可能性がある部品を作ることに適している。
【0003】
ダイカスト法で製造されたダイカスト部品の放熱性をさらに高めるために、ダイカスト部品の表面に樹脂をコーティングする手法が従来から行われている。例えばダイカスト法により放熱ベースの基体を成形し、この基体における放熱用の表面に対して、金型を用いる樹脂射出成形により樹脂被膜層を施す技術が知られている。特許文献1では、樹脂被膜層を施すにあたり、上記基体をダイカスト法で成形した直後の高温の状態で、金型に樹脂を入れ込んで樹脂射出成型を行う技術が開示されている。
【0004】
また特許文献2では、ベース材である金属の表面にて金属粉末を材料とする多孔質層を焼結させることで、放熱面積を増大させる技術が提案されている。この技術はフィン形状を持った放熱部品を載置することが難しい狭小箇所での放熱に好適である。
【0005】
しかし、樹脂コーティングによりダイカスト部品の鋳肌を被覆する場合、射出成型機で樹脂を付けるため、製造工程が複雑になることに加え、大掛かりな施設が必要になる。また樹脂厚の調整が難しく、そもそも樹脂を使用していることから、使用環境によっては基体より先に樹脂層が劣化してしまう。またベース材の表面で金属多孔質層を焼結させて作成された多孔質層は、ベース材と金属多孔質層の間の接触面積がかせぎ難い。
【先行技術文献】
【特許文献】
【0006】
特開昭57-202683号公報
特開昭57-153458号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、熱の吸収とその熱の放熱性能に優れ、接着強度の強い界面を有する吸放熱体、及びそのような吸放熱体の鋳造方法を提供することである。
【課題を解決するための手段】
【0008】
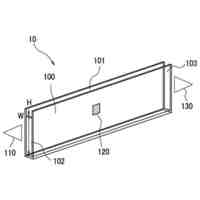
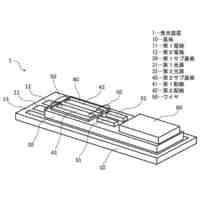
したがって上記目的を達成するために、本発明の第一の観点によれば、ダイカスト部と、金属材料によって形成された多孔質部を有する吸放熱体であって、前記多孔質部と前記ダイカスト部との接着面から50μm以上、且つ500μm以下(500μmを除く)の範囲内にある前記多孔質部が有する空孔の少なくとも一部に、前記ダイカスト部を形成するダイカスト材料が充填された吸放熱体が提供される。
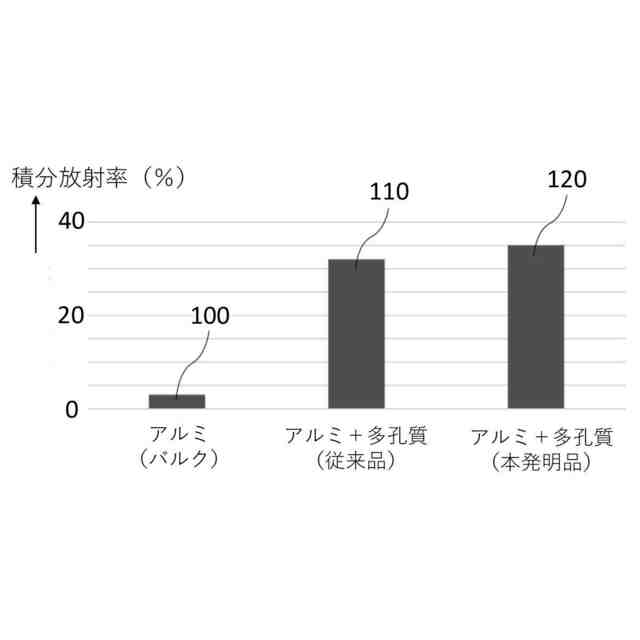
このような吸放熱体は、小さな占有体積で高い放熱性能を有し、例えば電子部品の放熱体として使用され得る。
吸放熱体の母材を構成するダイカスト材料としてはAl、Cu、Zn、Mg等の金属やそれらの合金が好ましい。また多孔質部を形成する材料としては、Al、Cu、Zn、Mg等の金属やそれらの合金が好ましく母材と同じにすることも、異なる材料を選ぶこともできる。
【0009】
本発明の一実施形態では、前記多孔質部と前記ダイカスト部が接着されている前記接着面の接着長さ割合が、該接着面に対して垂直方向に100μmまでの範囲で、40%以上であることができる。
【0010】
本発明の他の実施形態では、前記多孔質部の空隙率は、30%以上、且つ70%以下であることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
1日前
日星電気株式会社
平型電線
10日前
株式会社FLOSFIA
半導体装置
7日前
株式会社GSユアサ
蓄電設備
9日前
株式会社村田製作所
電池
7日前
株式会社村田製作所
電池
7日前
株式会社村田製作所
電池
8日前
株式会社村田製作所
電池
7日前
トヨタ自動車株式会社
二次電池
今日
日星電気株式会社
ケーブルの接続構造
7日前
キヤノン株式会社
無線通信装置
2日前
シチズン電子株式会社
発光装置
今日
トヨタ自動車株式会社
二次電池
9日前
ローム株式会社
半導体装置
8日前
住友電装株式会社
コネクタ
7日前
住友電装株式会社
コネクタ
8日前
株式会社アイシン
電池
今日
株式会社村田製作所
二次電池
8日前
芝浦メカトロニクス株式会社
基板処理装置
8日前
富士電機株式会社
半導体モジュール
8日前
KDDI株式会社
伸展マスト
9日前
オムロン株式会社
スイッチング素子
8日前
日東電工株式会社
スイッチ装置
8日前
ローム株式会社
半導体発光装置
13日前
ローム株式会社
半導体発光装置
13日前
TDK株式会社
電子部品
7日前
TDK株式会社
電子部品
2日前
三桜工業株式会社
冷却器
7日前
株式会社SUBARU
電池モジュール
9日前
日東電工株式会社
スイッチ装置
8日前
日本圧着端子製造株式会社
電気コネクタ
今日
矢崎総業株式会社
コネクタ
9日前
矢崎総業株式会社
雌型端子
1日前
株式会社デンソー
電池装置
1日前
トヨタバッテリー株式会社
二次電池セル
8日前
TDK株式会社
全固体電池
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ