TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025050457
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159255
出願日
2023-09-22
発明の名称
ステータの製造方法
出願人
日本発條株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H02K
15/12 20250101AFI20250327BHJP(電力の発電,変換,配電)
要約
【課題】簡単な構成で樹脂モールドを行う際の樹脂漏れを効果的に抑制することが可能なステータの製造方法を提供すること。
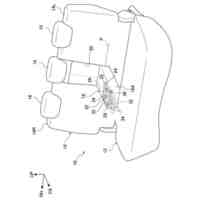
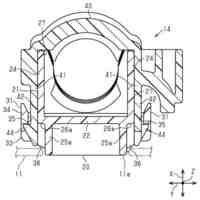
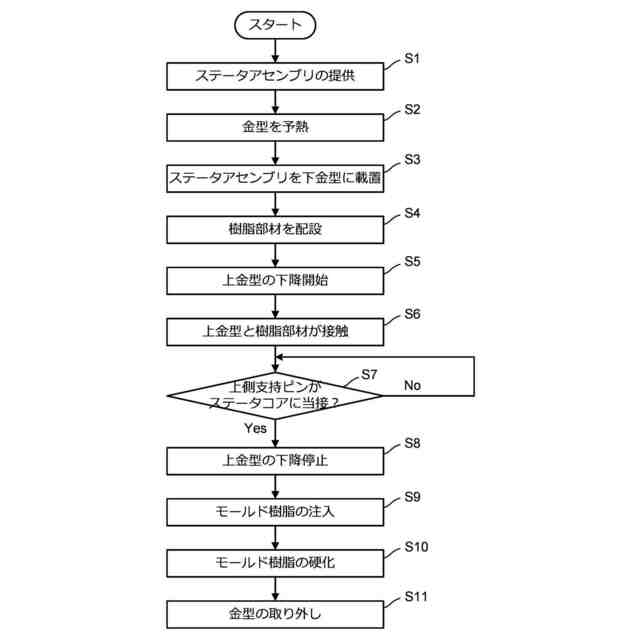
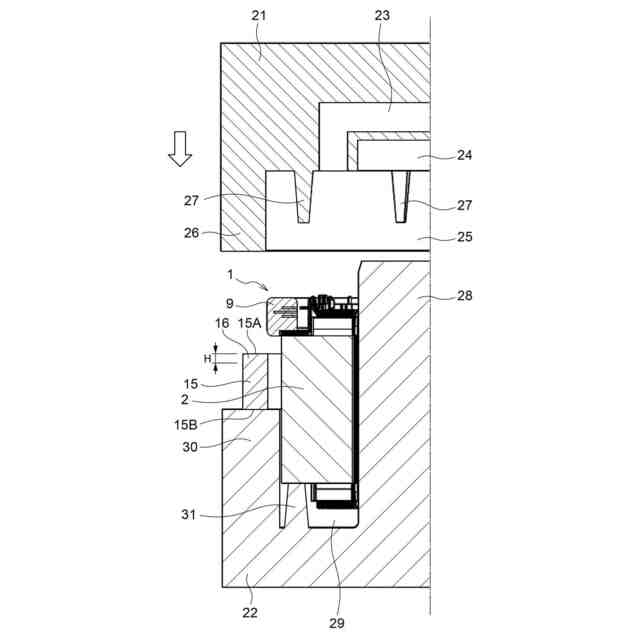
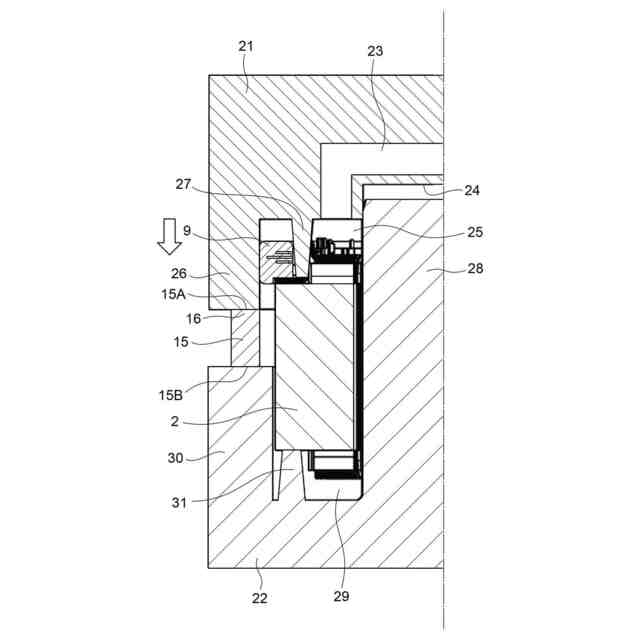
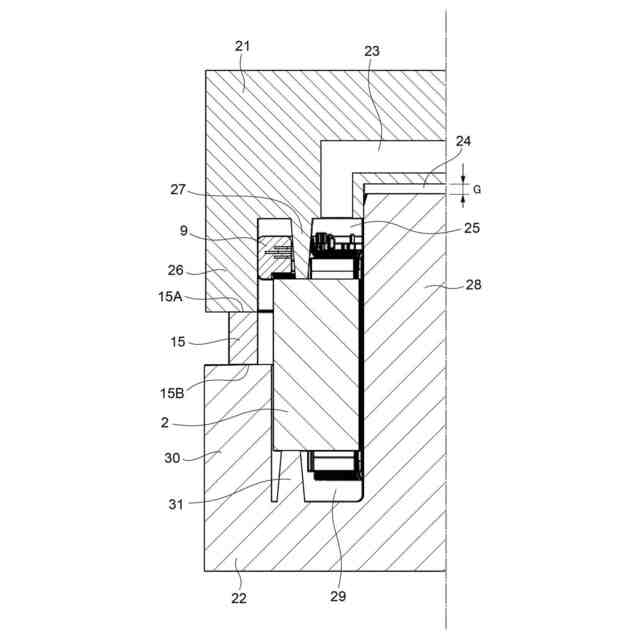
【解決手段】本開示のステータの製造方法は、ステータアセンブリを提供する工程と、前記ステータアセンブリを金型内に収容する工程であって、金型は、ステータアセンブリに当接可能な上側当接片を備える上金型と、ステータアセンブリに当接可能な下側当接片を備える下金型と、を備える、工程と、ステータアセンブリの外部に、金型内を封止するための環状の樹脂部材を配設する工程と、上金型及び下金型の少なくとも一方を互いに近づく方向へ相対移動させる工程と、上金型と下金型とで樹脂部材を押し潰しつつ相対移動を継続させる工程と、ステータアセンブリに上側当接片が当接したことを検知した際に相対移動を停止する工程と、金型内にモールド樹脂を注入する工程と、を含む。
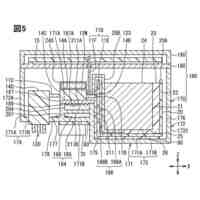
【選択図】図4
特許請求の範囲
【請求項1】
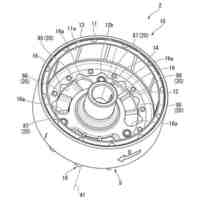
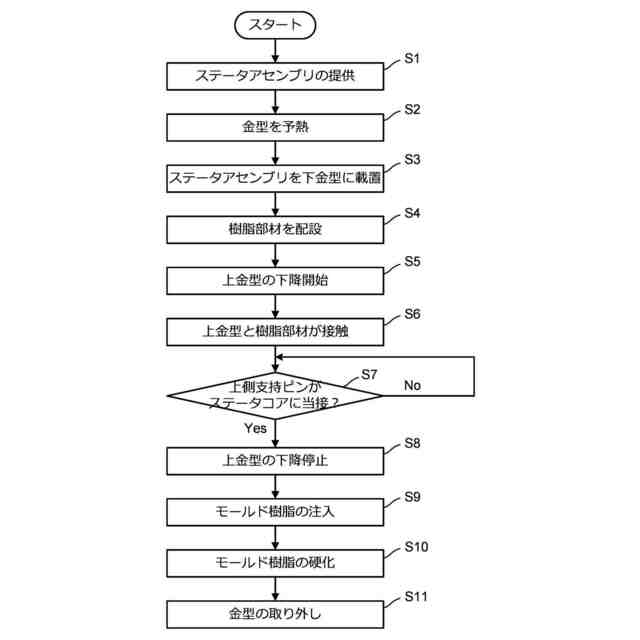
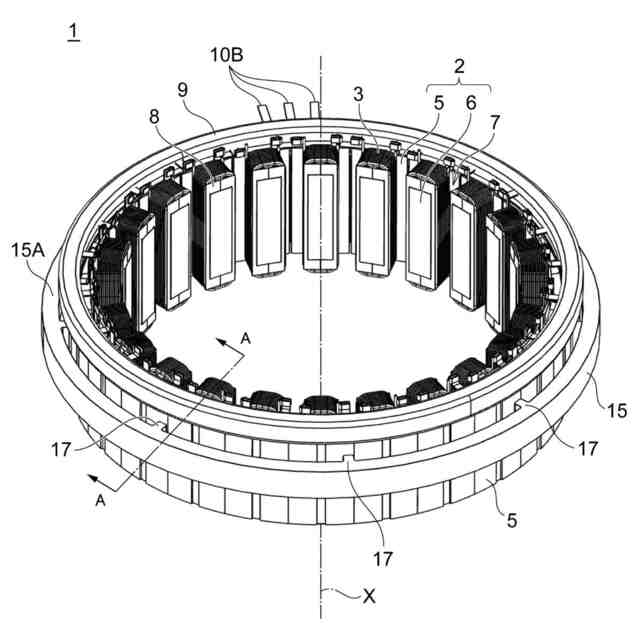
ヨークから突出した複数のティースにコイルが巻き回されたステータコアを備えたステータアセンブリを提供する工程と、
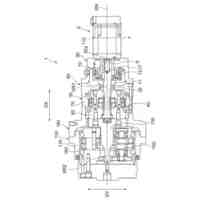
前記ステータアセンブリを金型内に収容する工程であって、前記金型は、前記ステータアセンブリの軸方向の一方の端部側に配置され、前記ステータアセンブリに対向する位置に前記ステータアセンブリに当接可能な上側当接片を備える上金型と、前記ステータアセンブリの軸方向の他方の端部側に配置され、前記ステータアセンブリに対向する位置に前記ステータアセンブリに当接可能な下側当接片を備える下金型と、を備え、前記ステータアセンブリは、その下面が前記下側当接片に当接するように前記下金型上に載置される、工程と、
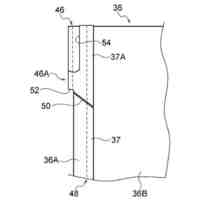
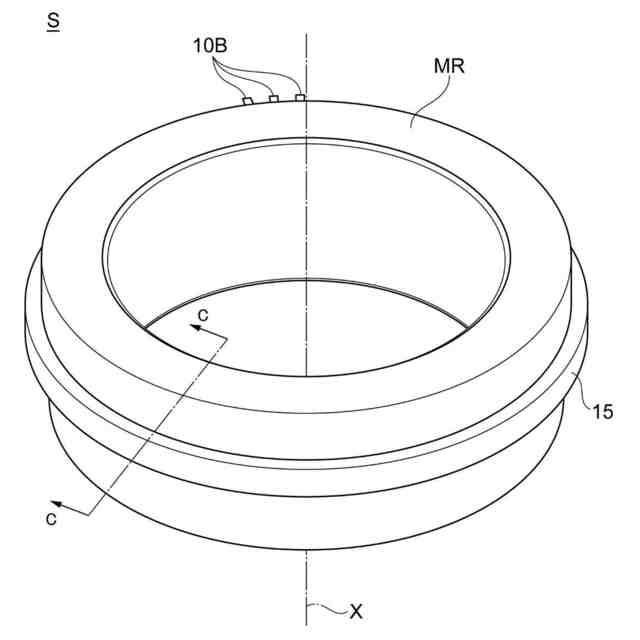
前記ステータアセンブリの外部に、前記金型内を封止するための環状の樹脂部材を配設する工程と、
前記上金型及び前記下金型の少なくとも一方を互いに近づく方向へ相対移動させて、前記上金型の端部と前記下金型の端部とを前記樹脂部材に接触させる工程と、
前記上金型と前記下金型とで前記樹脂部材の少なくとも一部を押し潰しつつ前記相対移動を継続させる工程と、
前記ステータアセンブリに前記上側当接片が当接したことを検知した際に前記相対移動を停止する工程と、
前記金型内にモールド樹脂を注入する工程と、を備える、
ステータの製造方法。
続きを表示(約 520 文字)
【請求項2】
前記樹脂部材は熱可塑性樹脂で構成され、
前記上金型及び前記下金型の前記樹脂部材に当接する部分を含む少なくとも一部を予熱する工程をさらに備える、
請求項1に記載のステータの製造方法。
【請求項3】
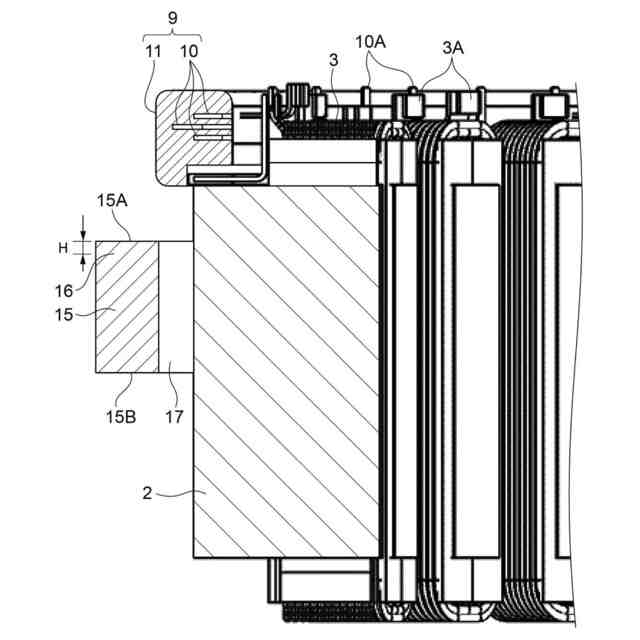
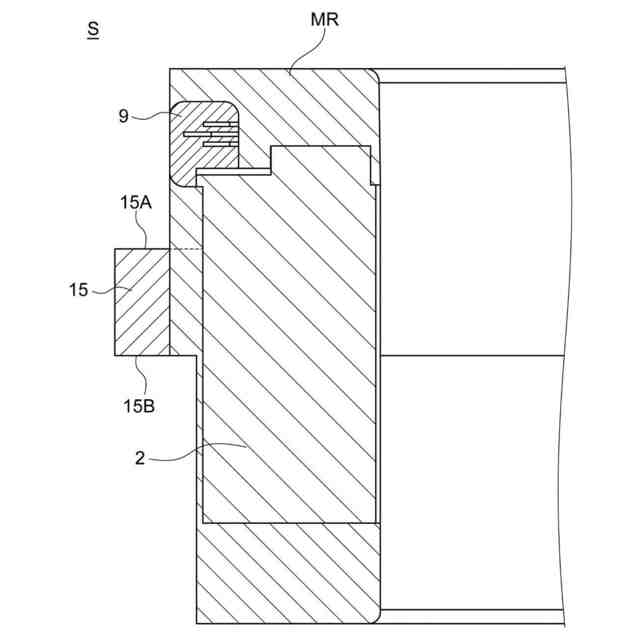
前記樹脂部材の内周面には、内側に延在し、先端部が前記ステータアセンブリの外周面に当接する複数の突起を備える、
請求項1に記載のステータの製造方法。
【請求項4】
前記上側当接片及び前記下側当接片は、前記上金型又は前記下金型の前記金型内に収容された前記ステータアセンブリの前記ステータコアに対向する複数の位置から、前記ステータコアに向かって延びる複数の支持ピンで構成される、
請求項1に記載のステータの製造方法。
【請求項5】
前記樹脂部材は、前記上金型に当接する面及び前記下金型に当接する面の少なくともいずれか一方に環状の突起を備える、
請求項1に記載のステータの製造方法。
【請求項6】
前記上金型及び前記下金型の少なくとも一方の前記樹脂部材に当接する面に環状の突起を備える、
請求項1に記載のステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ステータの製造方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
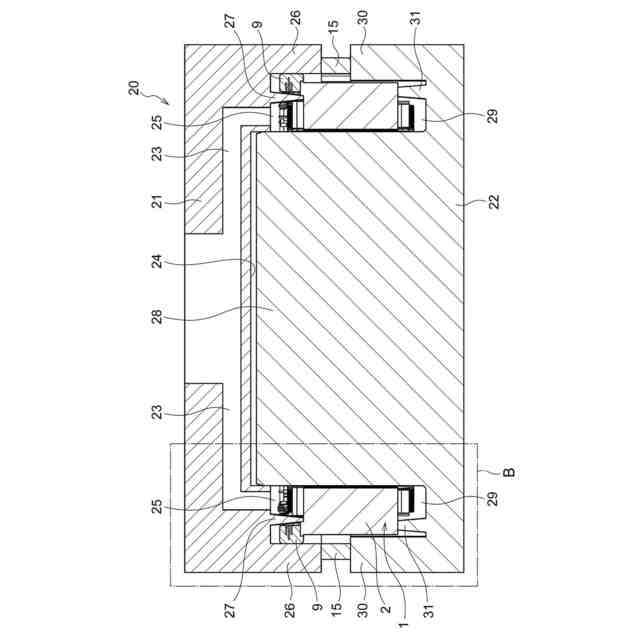
回転電機、例えば誘導モータを構成するステータの内面を、放熱及び絶縁のために樹脂モールド(樹脂封止)することが行われている(例えば、下記特許文献1参照)。当該樹脂モールドを行う場合、コイルが巻き回されたステータコアを含むステータアセンブリを金型内に収容し、ステータアセンブリの軸方向両端部に金型を押し付けた状態で内部に絶縁性樹脂組成物(以下、「モールド樹脂」という)を注入することで樹脂モールドを行うのが一般的である。
【先行技術文献】
【特許文献】
【0003】
特開昭60-002044号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、例えばモータを構成するステータのステータコアは、比較的薄い電磁鋼板で構成された鉄心片(コア片とも呼ばれる)を複数枚重ねて形成される場合がある。複数枚の鉄心片を積層して形成されるステータコアにおいては、各鉄心片に発生する肉厚の僅かなバラツキがある場合、当該バラツキが鉄心片を積層する過程で増大され得、軸方向長さのバラツキが大きく(例えば0.1~1mm単位で)生じ得る。このようにステータアセンブリのステータコアの軸方向長さにバラツキがあると、特定の金型を用いて樹脂モールドを行う際、ステータアセンブリによっては金型間に隙間が生じたり、金型とステータアセンブリとの間に隙間ができて金型内におけるステータアセンブリの固定ができなかったりといった不具合が生じ得る。そのため、当該隙間の発生をなくするために金型の寸法やストローク等をステータアセンブリが変更する度に逐一調整する必要が生じ、作業効率が低下する要因となっている。
【0005】
本開示は、上述した課題に鑑み、簡単な構成で樹脂モールドを行う際の樹脂漏れを効果的に抑制することが可能な、ステータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
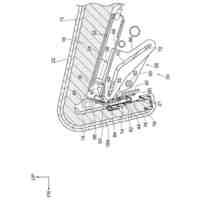
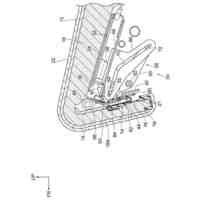
上記目的を達成するために、本開示の第1の態様に係るステータの製造方法は、ヨークから突出した複数のティースにコイルが巻き回されたステータコアを備えたステータアセンブリを提供する工程と、前記ステータアセンブリを金型内に収容する工程であって、前記金型は、前記ステータアセンブリの軸方向の一方の端部側に配置され、前記ステータアセンブリに対向する位置に前記ステータアセンブリに当接可能な上側当接片を備える上金型と、前記ステータアセンブリの軸方向の他方の端部側に配置され、前記ステータアセンブリに対向する位置に前記ステータアセンブリに当接可能な下側当接片を備える下金型と、を備え、前記ステータアセンブリは、その下面が前記下側当接片に当接するように前記下金型上に載置される、工程と、前記ステータアセンブリの外部に、前記金型内を封止するための環状の樹脂部材を配設する工程と、前記上金型及び前記下金型の少なくとも一方を互いに近づく方向へ相対移動させて、前記上金型の端部と前記下金型の端部とを前記樹脂部材に接触させる工程と、前記上金型と前記下金型とで前記樹脂部材の少なくとも一部を押し潰しつつ前記相対移動を継続させる工程と、前記ステータアセンブリに前記上側当接片が当接したことを検知した際に前記相対移動を停止する工程と、前記金型内にモールド樹脂を注入する工程と、を含む。
【0007】
上記のようなステータの製造方法においては、上金型と下金型とを相対移動させる際、先ず樹脂部材と上金型及び下金型とを接触させた後、樹脂部材を押し潰しつつステータアセンブリを上側当接片及び下側当接片で挟持する構造としたため、ステータコアの軸方向長さが僅かに異なる複数のステータアセンブリの樹脂モールドを、金型の調整等を行うことなく金型内を封止して実行することができる。したがって、簡単に樹脂漏れを抑制することが可能となる。
【0008】
本開示の第2の態様に係るステータの製造方法は、上記本開示の第1の態様に係るステータの製造方法において、前記樹脂部材は熱可塑性樹脂で構成され、前記上金型及び前記下金型の前記樹脂部材に当接する部分を含む少なくとも一部を予熱する工程をさらに含む。
【0009】
上記のようなステータの製造方法においては、予熱した金型を樹脂部材に当接させるという簡単な方法で、押し潰し部を軟化させ安定して押し潰すことが可能となる。
【0010】
本開示の第3の態様に係るステータの製造方法は、上記本開示の第1又は第2の態様に係るステータの製造方法において、前記樹脂部材の内周面には、内側に延在し、先端部が前記ステータアセンブリの外周面に当接する複数の突起を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
冷却構造体
22日前
日本発條株式会社
車両用シート
15日前
日本発條株式会社
車両用シート
13日前
日本発條株式会社
測定装置および測定治具
8日前
日本発條株式会社
ヘッドレストグロメット及び車両用シート
7日前
日本発條株式会社
シートクッション長可変装置及び車両用シート
25日前
日本発條株式会社
シートクッション長可変装置及び車両用シート
25日前
日本発條株式会社
リヤシートのシートバックカバー及びリヤシート
1日前
日本発條株式会社
カップホルダー、アームレスト及び車両用シート
11日前
日本発條株式会社
駐車装置
4日前
個人
発電システム
19日前
マグネデザイン株式会社
ロータ
12日前
株式会社豊田自動織機
モータ冷却装置
12日前
トヨタ自動車株式会社
予測方法
6日前
日産自動車株式会社
発電機
18日前
株式会社ダイヘン
充電装置
14日前
住友電装株式会社
電気接続箱
7日前
マツダ株式会社
電力変換装置
19日前
住友電装株式会社
電気接続箱
19日前
トヨタ自動車株式会社
電池制御装置
1日前
ダイハツ工業株式会社
曲げ加工装置
8日前
住友電装株式会社
電気接続箱
19日前
住友電装株式会社
電気接続箱
7日前
株式会社ダイヘン
電圧調整装置
14日前
トヨタ自動車株式会社
ステータ
19日前
株式会社ミツバ
回転電機
19日前
ナブテスコ株式会社
駆動装置
1日前
株式会社力電
配線スペース低減型の切替盤
11日前
株式会社デンソー
携帯機
12日前
トヨタ自動車株式会社
電磁鋼板の成形方法
13日前
株式会社ゲットクリーンエナジー
モーター
19日前
トヨタ自動車株式会社
駆動ユニット
4日前
日本精工株式会社
モータ
20日前
株式会社デンソー
電力変換装置
13日前
サンデン株式会社
電力変換装置
今日
トヨタ自動車株式会社
車両の制御装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ