TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036884
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023143510
出願日
2023-09-05
発明の名称
物理量計測方法および物理量計測システム
出願人
JFEスチール株式会社
代理人
個人
主分類
G01J
5/00 20220101AFI20250310BHJP(測定;試験)
要約
【課題】測定対象である帯状物体の位置や傾きが変動しても帯状物体の物理量を精度良く計測可能な技術を提供する。
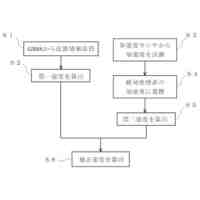
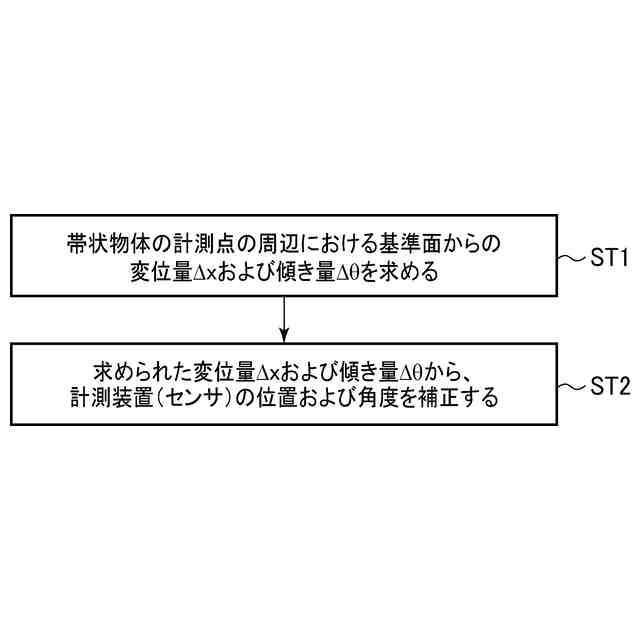
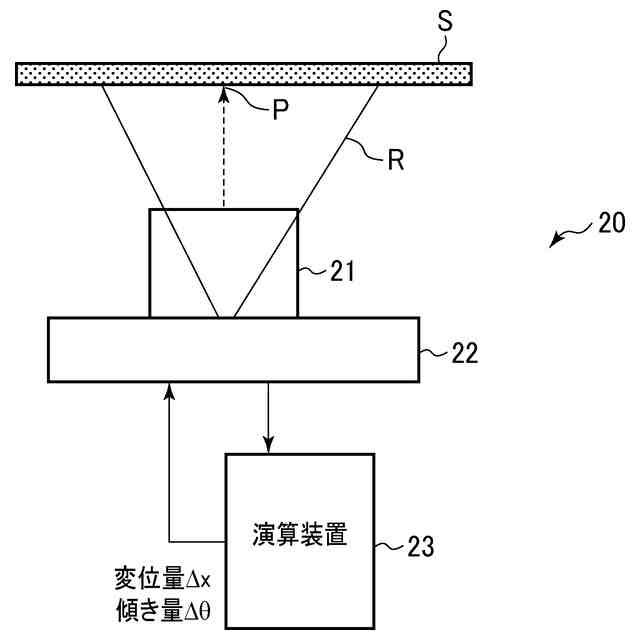
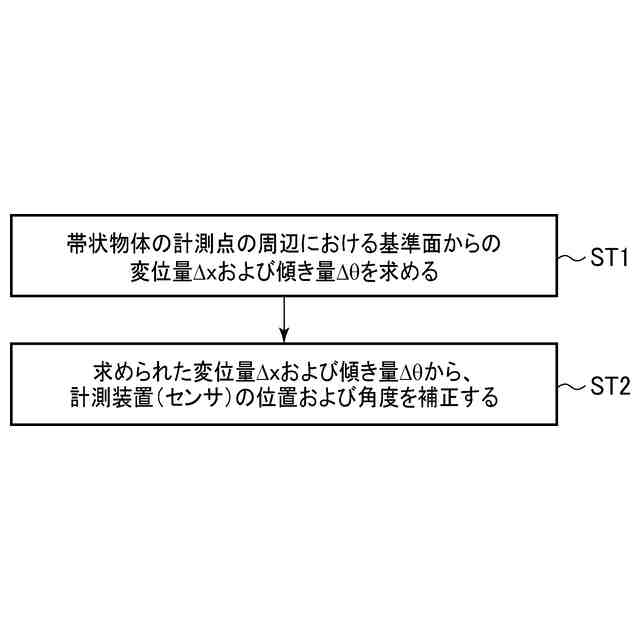
【解決手段】帯状物体を連続的に搬送しながら、計測装置により帯状物体の物理量を計測する物理量計測方法は、帯状物体の計測点の周辺における基準面からの変位量および傾き量を求める第1ステップと、求められた変位量および傾き量から、計測装置の位置および角度を補正する第2ステップとを有する。
【選択図】図2
特許請求の範囲
【請求項1】
帯状物体を連続的に搬送しながら、計測装置により前記帯状物体の物理量を計測する物理量計測方法であって、
前記帯状物体の計測点の周辺における基準面からの変位量および傾き量を求める第1ステップと、
求められた前記変位量および前記傾き量から、前記計測装置の位置および角度を補正する第2ステップと、
を有する、物理量計測方法。
続きを表示(約 1,800 文字)
【請求項2】
前記第1ステップは、二次元レーザー距離計を用いて前記帯状物体の表面の形状プロファイルを測定することで前記基準面からの前記変位量および前記傾き量を取得する、請求項1に記載の物理量計測方法。
【請求項3】
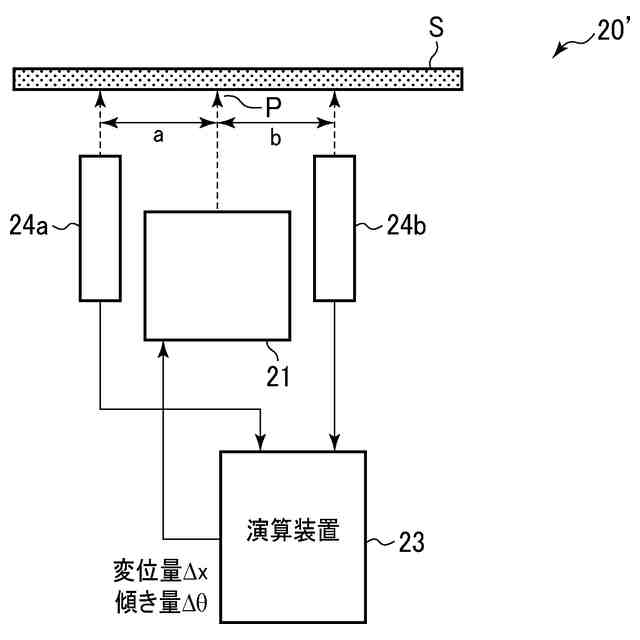
前記第1ステップは、2つ以上のスポットレーザー距離計を用いて前記帯状物体の前記計測点を間に取るように前記帯状物体の幅方向2点以上の変位を測定し、前記基準面からの前記変位量および前記傾き量を取得する、請求項1に記載の物理量計測方法。
【請求項4】
前記計測点は、前記物理量の前記帯状物体の幅方向の分布を得るように前記幅方向に複数有し、前記計測装置を前記帯状物体の幅方向に走査させながら、複数の前記計測点のそれぞれに対し、前記第1ステップおよび前記第2ステップを実施する、請求項1から請求項3のいずれか一項に記載の物理量計測方法。
【請求項5】
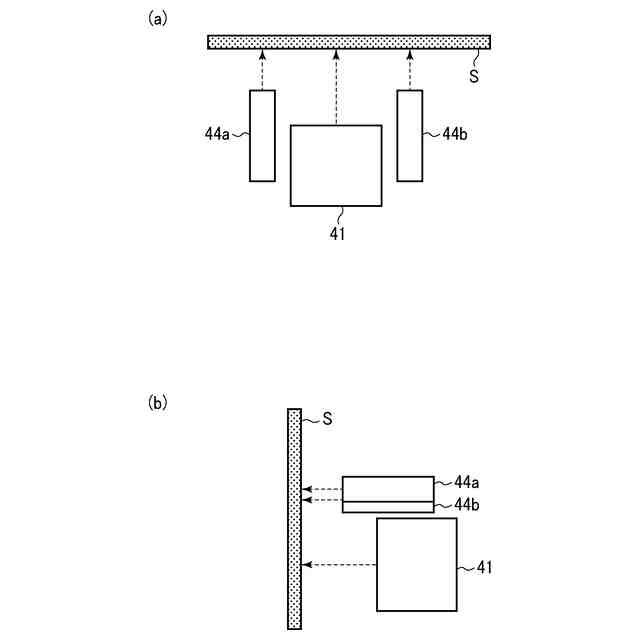
前記計測装置は、前記帯状物体の前記計測点の放射光量を取得する手段と、前記帯状物体の表面に正反射条件で光を照射する正反射用光源と、前記帯状物体の表面に拡散反射条件で光を照射する拡散反射用光源と、を有し、前記放射光量を取得する手段を用いて、前記正反射用光源より前記帯状物体の表面に正反射条件で光を照射した際の正反射光量と、前記拡散反射用光源より前記帯状物体の表面に拡散反射条件で光を照射した際の拡散反射光量を取得して、前記帯状対象物の表面の放射率と正反射率および拡散反射率との関係をモデル化し、そのモデルと前記正反射光量と前記拡散光量を用いて、前記帯状物体の前記計測点の放射率を算出するものである、請求項1から請求項3のいずれか一項に記載の物理量計測方法。
【請求項6】
帯状物体を連続的に搬送しながら、前記帯状物体の物理量を計測する物理量計測システムであって、
前記帯状物体の物理量を計測する計測装置と、
前記帯状物体の計測点の周辺における距離を測定する距離測定装置と、
前記距離測定装置による測定値から、前記帯状物体の計測点の周辺における基準面からの変位量および傾き量を算出し、算出された前記変位量および前記傾き量により、前記計測装置の位置および角度を補正する補正信号を出力する演算装置と、
を有する、物理量計測システム。
【請求項7】
前記距離測定装置は、二次元レーザー距離計を有し、前記二次元レーザー距離計により前記帯状物体の表面の形状プロファイルを測定し、前記基準面からの前記変位量および前記傾き量を取得する、請求項6に記載の物理量計測システム。
【請求項8】
前記距離測定装置は、2つ以上のスポットレーザー距離計を有し、2つ以上のスポットレーザー距離計により前記帯状物体の前記計測点を間に取るように前記帯状物体の幅方向2点以上の変位を測定し、前記基準面からの前記変位量および前記傾き量を取得する、請求項6に記載の物理量計測システム。
【請求項9】
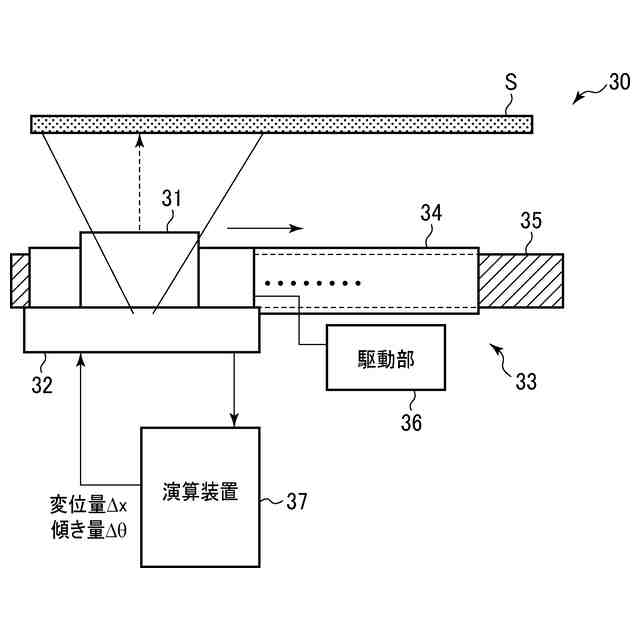
前記計測装置を前記帯状物体の幅方向に走査させる駆動装置をさらに有し、
前記帯状物体の幅方向に複数有する前記計測点で前記計測装置により前記物理量が計測されるように、前記駆動装置により前記計測装置を前記帯状物体の幅方向に走査させながら、前記演算装置により、複数の計測点において、前記変位量および前記傾き量を算出し、前記計測装置の位置および角度を補正する補正信号を出力する、請求項6から請求項8のいずれか一項に記載の物理量計測システム。
【請求項10】
前記計測装置は、前記帯状物体の前記計測点の放射光量を取得する手段と、前記帯状物体の表面に正反射条件で光を照射する正反射用光源と、前記帯状物体の表面に拡散反射条件で光を照射する拡散反射用光源と、を有し、前記放射光量を取得する手段を用いて、前記正反射用光源より前記帯状物体の表面に正反射条件で光を照射した際の正反射光量と、前記拡散反射用光源より前記帯状物体の表面に拡散反射条件で光を照射した際の拡散反射光量を取得して、前記帯状対象物の表面の放射率と正反射率および拡散反射率との関係をモデル化し、そのモデルと前記正反射光量と前記拡散光量を用いて、前記帯状物体の前記計測点の放射率を算出するものである、請求項6から請求項8のいずれか一項に記載の物理量計測システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、搬送される帯状物体の表面の物理量を計測する物理量計測方法および物理量計測システムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
素材産業において、製品管理のための計測技術は安定した品質を維持するために非常に重要である。特に帯状の長尺体の素材を巻き取ることでコイル状の製品を生産している鉄鋼、非鉄金属、製紙、樹脂、などの分野では、幅方向及び長手方向問わず均一な品質を担保する必要がある。帯状の素材の製造ラインでは、加工途中の材を複数のロールに巻き付けて搬送させながら製品をさらに加工し、最終的に加工した製品を巻き取ることでコイル状とすることが多い。
【0003】
このような製造ラインでは、センサ(計測装置)幅方向の固定位置を設置し材の搬送に合わせて計測することで、製品の長手方向(搬送方向)の分布に関しては比較的安定した条件での計測が可能となる。一方、幅方向においては計測点を多点化し分布を計測しようとすると、複数のセンサを並列させるか、あるいは能動的に走査させる必要がある。
【0004】
例えば、鉄鋼プロセスの一つである薄鋼板の焼鈍ラインでは、製品の品質管理を目的とした製造プロセスにおける温度管理が重要であり、放射温度計を用いて幅方向中央一点を常に計測することで製品長手方向の温度分布の情報を得る一方で、幅方向の温度分布に関しては、走査型放射温度計などを用いて能動的に計測点を走査させることで計測し管理することが必要となる。
【0005】
このような幅方向の分布の計測では、長手方向と比較して外乱が大きく、均一な条件で計測するための工夫が必要となることが多い。例えば、鋼板表面の欠陥に対し渦電流を用いて検出する渦流探傷装置は、センサヘッドと対象の距離(リフトオフ)が非常に重要であるため、搬送中において製品の幅方向の反りやバタつきにより形状や位置が変動してしまうと外乱要因となり性能が低下する。そこで、搬送中の鋼板に適用するときは常にロールに巻き付いている部分に設置することで、反りやバタつきの変動を抑えリフトオフを均一に保つ工夫をしている。
【0006】
しかしながら、設置制約上ロール巻き付き位置に設置できない計測機器も存在する。その一例として溶融亜鉛メッキ鋼板の製造ラインにおいて、亜鉛ポッドで母材となる地鉄の表面に亜鉛を付着させ、そのあと縦に搬送する過程でIHヒータなどを用いて加熱し合金化させる工程における温度計測技術が挙げられる。合金化工程では製品表面に付着した亜鉛と地鉄との合金化が進むまでロールに巻き付けることができないまま50m以上も鉛直方向に搬送されるので、鋼板にはやはり上述のような反りやバタつきのような外乱が発生し、外乱は特に幅方向のエッジ部で顕著である。合金化はこのように外乱の多い工程にもかかわらず、材質特性均一化(強度、靭性)や合金化むら抑制という観点から幅方向の温度分布計測が求められている。このような温度分布の計測に通常の放射率を固定した放射測温を用いると、合金化進捗の程度により放射率が大きく変動し測温誤差が大きくなる。
【0007】
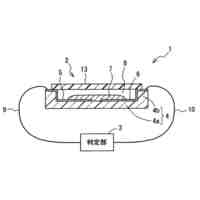
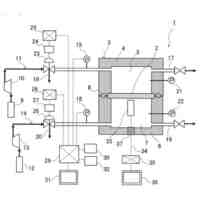
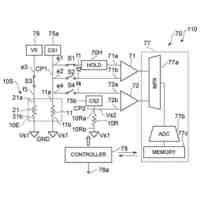
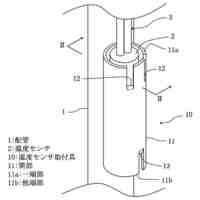
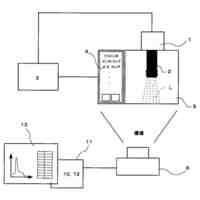
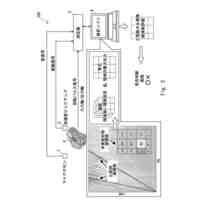
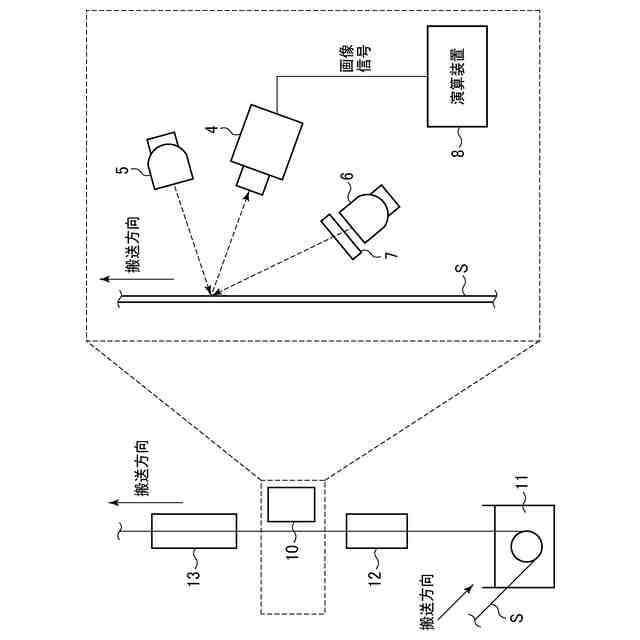
このため、特許文献1には2種類の反射を用いて放射率を補正する技術が提案されている。図7は、特許文献1の技術が適用された溶融亜鉛メッキラインを示す図である(特許文献1の図4に対応)。図7に示すように、溶融亜鉛メッキラインでは、溶融亜鉛ポット11にて鋼板Sに溶融亜鉛を付着させた後、加熱炉12にて合金化目標温度まで加熱し、保熱帯13にて保熱するが、温度計測装置10を保熱帯13の入側に設置する。温度計測装置10は、放射温度計4、正反射用光源5、および拡散反射用光源6を備えている。7はシャッターである。演算装置8は、放射温度計4により鋼板Sの表面の放射光量を取得し、正反射用光源5から鋼板Sに光を照射し、正反射光を取得し、拡散反射用光源6から鋼板Sに光を照射し、拡散反射光を取得し、これらの2種類の反射光を用いて放射率を補正する。
【0008】
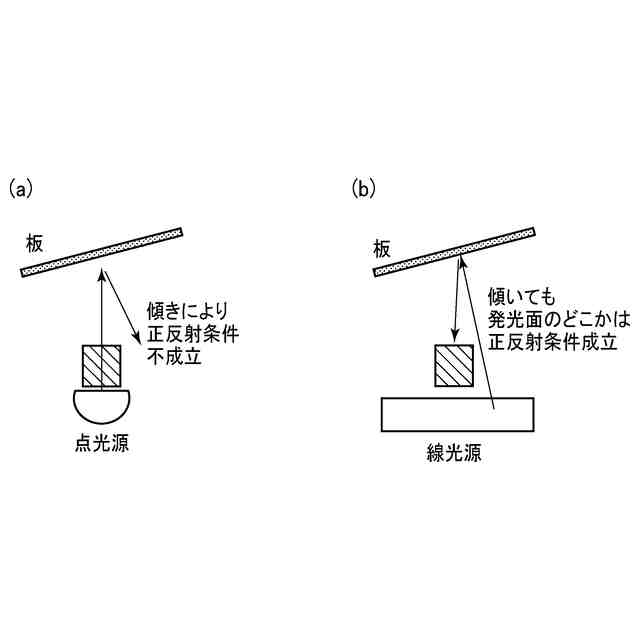
しかし、特許文献1に記載された技術では、温度計本体と対象との位置や傾きが変わってしまうと正しく反射輝度を計測できない。反射輝度の測定誤差は放射率推定誤差につながり、最終的に測温誤差も大きくなる。そのため対象の搬送位置(パスライン)を安定化させて反射輝度を同一条件で計測する必要があるが、亜鉛付着などの懸念からロールの設置が難しく巻き付けによるパスラインの安定化は困難である。
【0009】
一方、特許文献2には対象にレーザーを走査させて照射し、その反射光の最大輝度の位置から対象の傾きを算出し、算出した傾きに応じてあらかじめ定められた検量線で最大反射輝度を補正する手法が提案されている。しかしながら、特許文献2に記載された手法は、レーザーの反射の最大輝度を利用した計測手法にしか使用できず、適用可能な場面が非常に限定的であり、レーザーを走査するためラグが生じるというデメリットも有る。
【先行技術文献】
【特許文献】
【0010】
特許第7276515号公報
特許第2733416号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大真空
センサ
17日前
東レ株式会社
液体展開用シート
1か月前
日本精機株式会社
基板及び表示装置
5日前
アズビル株式会社
湿度センサ
25日前
日本FC企画株式会社
特性試験装置
3日前
日本碍子株式会社
ガスセンサ
10日前
株式会社ミツトヨ
エンコーダ
11日前
日本FC企画株式会社
特性試験装置
13日前
学校法人同志社
測位システム
5日前
アズビル株式会社
圧力センサ
10日前
株式会社トプコン
植物センサ
28日前
株式会社ミツトヨ
自動測定装置
4日前
株式会社ミツトヨ
自動測定装置
4日前
株式会社東芝
センサ
24日前
株式会社クボタ
作業車両
1か月前
本多電子株式会社
水中探知装置
4日前
アズビル株式会社
濃度計測装置
4日前
株式会社小野測器
回転計測装置
24日前
株式会社ミツトヨ
変位測定装置
24日前
キヤノン電子株式会社
サーボ加速度計
1か月前
キヤノン電子株式会社
サーボ加速度計
1か月前
キヤノン電子株式会社
サーボ加速度計
1か月前
株式会社東芝
センサ
10日前
アズビル株式会社
検査用プローブ
18日前
エスペック株式会社
環境試験装置
10日前
株式会社ノーリツ
温度センサ取付具
11日前
トヨタ自動車株式会社
異音解析方法
24日前
株式会社ノーリツ
温度センサ取付具
11日前
積水ハウス株式会社
測定治具
10日前
個人
レーザージャイロ応用重力場計測装置
12日前
産電工業株式会社
水道検針システム
3日前
古河電気工業株式会社
漏水検知構造
11日前
アズビル株式会社
回転角度計測装置
4日前
靜甲株式会社
液切れ性評価システム
今日
トヨタ自動車株式会社
NVH解析装置
24日前
株式会社桧鉄工所
流速計
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ