TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036564
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024228985,2022517141
出願日
2024-12-25,2020-09-14
発明の名称
工作機械用のギャング、工具位置決めデバイス、回転工具駆動デバイス、および工作機械
出願人
トルノス・エスアー
代理人
個人
,
個人
主分類
B23B
29/24 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ピースの機械加工の高い精度を保証しつつ、機械加工速度を上昇させることを可能にする、ギャング、および工作機械が必要である。
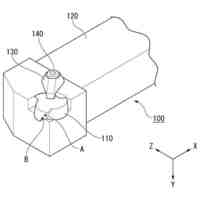
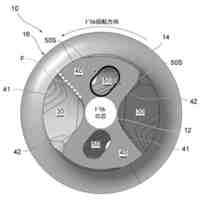
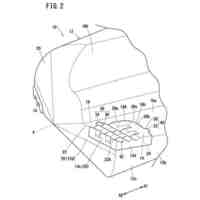
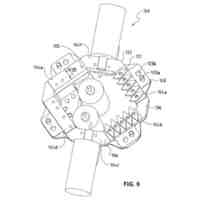
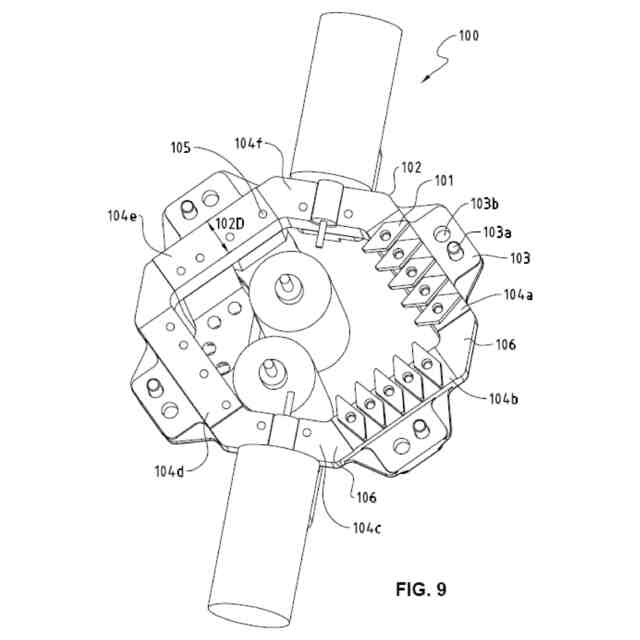
【解決手段】工具支持部(102)を備える工作機械用のギャング(100)であって、前記工具支持部(102)は、工具(101)を装着するための第1の工具装着手段(105)を備える、ギャングにおいて、前記工具支持部(102)は、中で工作物が機械加工され得る機械加工ゾーンを少なくとも部分的に囲む実質的に平坦状の形状を有するギャング。
【選択図】図9
特許請求の範囲
【請求項1】
工具支持部(102)を備える工作機械用のギャング(100)であって、前記工具支持部(102)は、工具(101)を装着するための第1の工具装着手段(105)を備える、ギャングにおいて、
前記工具支持部(102)は、中で工作物が機械加工され得る機械加工ゾーンを少なくとも部分的に囲む実質的に平坦状の形状を有することを特徴とする、ギャング(100)。
続きを表示(約 950 文字)
【請求項2】
前記工具支持部(102)は、少なくとも部分的に楕円形、円形、または多角形の形状を有する、請求項1に記載のギャング(100)。
【請求項3】
前記工具支持部は、閉フレーム形状を有する、請求項1または2に記載のギャング(100)。
【請求項4】
前記第1の工具装着手段(105)は、プレート(101a)の形態の工具(101)を装着するために構成される、請求項1から3のいずれか一項に記載のギャング(100)。
【請求項5】
工作機械の工具位置決めデバイスに対して、好ましくは請求項1から4のいずれか一項に記載の位置決めデバイス(200)に対して前記工具支持部(102)を装着することを可能にするために設けられた支持部装着手段(103)を備える、請求項1から4のいずれか一項に記載のギャング(100)。
【請求項6】
第1の回転工具(101b)を装着するための第2の工具装着手段および/または第2の回転工具(101c)を装着するための第3の工具装着手段を備える、請求項1から5のいずれか一項に記載のギャング(100)。
【請求項7】
前記第2の工具装着手段は、前記第1の回転工具(101b)が前記工具支持部(102)を含む面に対して平行な回転軸を有するように構成される、請求項6に記載のギャング(100)。
【請求項8】
前記第3の工具装着手段は、前記第2の回転工具(101c)が、前記第1の工具支持部(102)を含む面との間に、0°超の、有利には30°超の、さらに有利には60°超の、好ましくは90度の鋭角を形成する回転軸を有するように構成される、請求項6に記載のギャング(100)。
【請求項9】
基準マーキングを、有利には光学マーキングを備える、請求項1から8のいずれか一項に記載のギャング(100)。
【請求項10】
固有の方法で前記ギャングを特定することを可能にする識別手段を、有利には前記工具支持部(102)上に刻印されたコードを備える、請求項1から9のいずれか一項に記載のギャング(100)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の分野に関し、さらに詳細には例えば自動旋盤などの旋盤の分野に関する。さらに詳細には、第1の態様では、本発明は、例えば自動旋盤用のギャングなどの、工具支持部とも呼ばれる工作機械用のギャングに関する。さらに詳細には、本発明は、ギャングが再使用される場合にこのギャングに対して装着された工具の位置を再較正する必要性を解消するギャングに関する。第2の態様では、本発明は、工作機械用の工具位置決めデバイスに関する。さらに詳細には、本発明は、位置決めの最中に工具位置決めデバイスの駆動手段を移動させる必要を伴わずに、機械加工対象のバーに対して工具を正確にかつ迅速に位置決めすることが可能となる工具位置決めデバイスに関する。第3の態様では、本発明は、工作機械用の回転工具駆動デバイスに関する。さらに詳細には、本発明は、磁気歯車装置を有する回転工具駆動デバイスに関する。最後に、第4の態様では、本発明は、本発明による工具位置決めデバイス、本発明によるギャング、および/または本発明による回転工具駆動デバイスを備える、例えば自動旋盤などの工作機械に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
工作機械、とりわけ例えば自動旋盤などの精密工作機械による機械パーツの機械加工時には、所望のパーツを機械加工するために必要な工具を、機械加工対象のバーに対して非常に正確に位置決めすることが可能であることが必須となる。さらに、昨今においては、機械加工の総時間を短縮することにより最終的に機械加工コストを削減しパーツの製造速度を高めることを可能にするために、この位置決めを可能な限り迅速に行い得ることが必要とされる。
【0003】
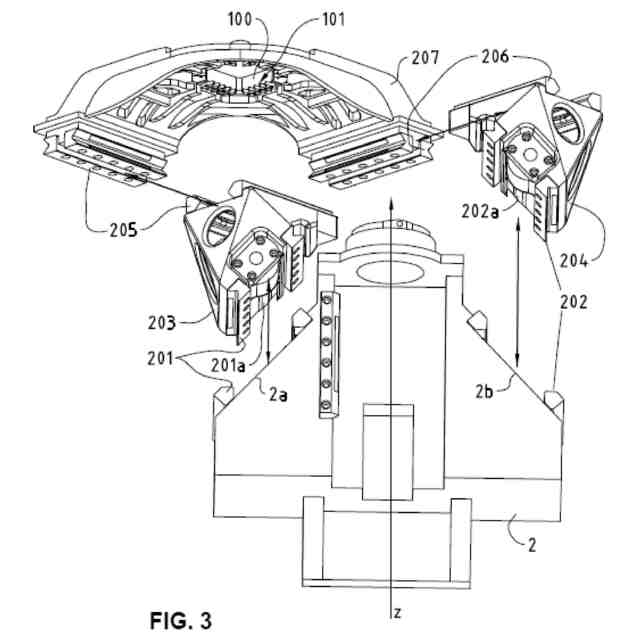
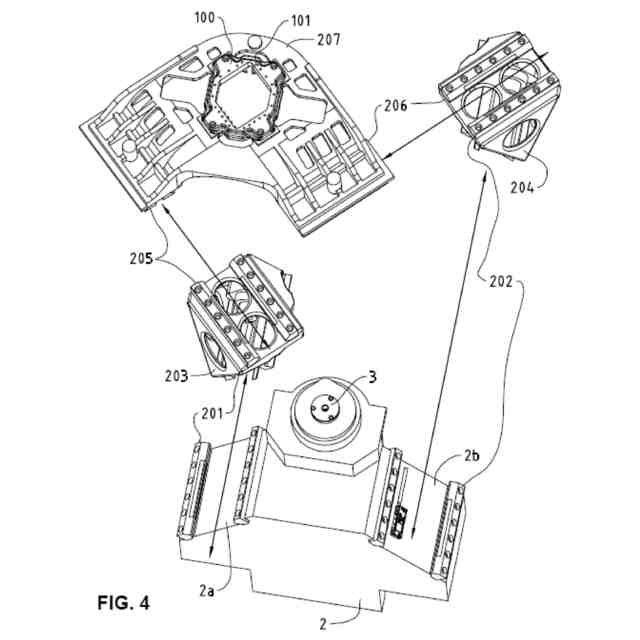
従来技術により知られる工作機械用の工具位置決めデバイスは、1つまたは複数の工具の移動あるいはこれらの工具が装着されるキャリッジの移動に関する、2つの独立した線形方向ガイドを通常備える。一般的に、既知の機械のこれらの線形方向ガイドは、好ましくは相互に対して直角に配向され、機械加工対象のバーに対する工具の移動を可能にする各モータに対して結合される。これら2つの線形方向ガイドの並進移動を組み合わせることにより、工具は、バーに対して垂直な面内において任意の方向に移動されることが可能となる。
【0004】
しかし、従来技術の位置決めデバイスは、大きな欠点を有する。実際には、線形方向ガイドは、「直列状態」に配置され、これにより、2つの線形方向ガイドの一方およびそのそれぞれのモータは、他方の線形方向ガイドにより移動されなければならないことになる。すなわち、特にモータ質量などの大きな質量が、工具の位置決め時には常に移動されなければならなくなる。これは、機械加工対象のバーに対する工具の位置決めのための移動時間が増大することを意味するために、欠点となる。最終的に、これにより、機械加工速度が限定される。さらに、工具が高速で移動される場合には、かかるシステムの慣性が高いことに起因して、工具を正確に位置決めすることが困難になる。最後に、軸スタック、すなわち直列状態に配置された軸は、並列構造よりも低い剛性を有する。
【0005】
従来技術により知られているいわゆる工具支持部であるギャングは、例えば工具ホルダが上に取り付けられる金属プレートの形態などの、工具支持部から通常なる。工具ホルダは、プレートすなわち切削工具自体が最終的に装着されるプレートホルダを受けるように通常設計される。
【0006】
既知のギャングは、高い機械加工精度を実現することが可能であるが、高バルクであり高重量である。既知のギャングの質量は高いため、機械加工対象のバーに対して工具を位置決めするための位置決め時間は長くなる。さらに、これらの既知のギャングのジオメトリおよび寸法により、パーツの機械加工に必要な種々の工具を機械加工対象のバー付近に位置決めするためには、大きな移動を実施しなければならない結果となる。当然ながら、これらの変位により、機械加工速度は限定される。さらに、従来技術において知られるギャングは、相互に対して基本的に平行に配向された工具ホルダのみに向けられたものである。したがって、既知のギャングは、相互に隣接して配置された工具向けのものである。多数の工具を有する大型ギャングの場合には、ギャングの端部に位置決めされた工具同士が相互に遠く離れて位置する。機械加工の最中に、これらの工具の中の第1の工具が使用され、次いで他の工具が使用される場合に、ギャングは、比較的大きな距離にわたり移動されなければならず、すなわち位置決め時間が増大し当然ながら機械加工速度が限定されることになる。最後に、従来技術において知られるギャングは、ギャング上における工具の装着箇所と作用点との間の距離が大きいことを特徴とする。これにより、機械加工の最中に工具が変形する恐れが出てくるため、機械加工品質が低下する可能性がある。
【0007】
従来技術において知られる工作機械用の回転工具ドライブは、工具を回転駆動するための機械歯車装置を一般的に使用する。機械歯車装置は、振動、ノイズ、および熱を多く発生させる欠点を有する。高精度機械歯車装置は、非常に高価である。さらに、機械歯車装置により、回転駆動される工具の限定的な加速および減速のみが可能となる。さらに、従来技術のデバイスは、大型サイズおよび高重量であり、これは、機械加工の最中にこれらのデバイスが移動されなければならない場合の移動時間が長いことを意味する。さらに、既知のデバイスの質量が高いことにより、高精度の位置決めを保証しつつ、これらのデバイスを最小限の時間で移動させることが不可能となる。
【0008】
工具位置決めデバイス、ギャング、および/または回転工具駆動デバイスを備える、従来技術において知られる工作機械は、高精密パーツを非常に高い速度で機械加工することができない。実際に、これらの要素の質量および/または寸法により、実現可能な機械加工速度および機械加工精度が限定されてしまう。
【0009】
したがって、ピースの機械加工の高い精度を保証しつつ、機械加工速度を上昇させることを可能にする、工具位置決めデバイス、工作機械用の回転工具駆動デバイス、ギャング、および工作機械が必要である。
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明の目的は、前述の制約を解消することを可能にする、工作機械用のギャング、工具位置決めデバイス、回転工具駆動デバイス、および工作機械を提案することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
4日前
豊田鉄工株式会社
レーザー溶接装置
今日
スター精密株式会社
工作機械
4日前
本田技研工業株式会社
切削工具
3日前
ライズワークス株式会社
異物除去用タップ
4日前
本田技研工業株式会社
切削工具
3日前
マックス株式会社
切断装置
4日前
トヨタ自動車東日本株式会社
部品供給装置
4日前
川崎重工業株式会社
配管加工方法
4日前
有限会社芹沢製作所
スカイビング加工工具、装置及び方法
3日前
日鉄溶接工業株式会社
低温用鋼のサブマージアーク溶接方法
3日前
株式会社タンガロイ
穴あけ工具とそのボディ
4日前
ブラザー工業株式会社
数値制御装置、制御方法、及びプログラム
4日前
株式会社牧野フライス製作所
把持装置及び把持方法
5日前
YKK AP株式会社
切削工具および形材切断方法
4日前
ブラザー工業株式会社
数値制御装置、システム、制御方法、及びプログラム
4日前
本田技研工業株式会社
切削工具、切削工具の製造方法及びチップの製造方法
3日前
オオクマ電子株式会社
レーザー加工装置、およびレーザー加工方法
3日前
DMG森精機株式会社
工作機械、情報処理装置および制御プログラム
4日前
トヨタ自動車東日本株式会社
部品供給装置、部品供給方法、及び、自動車の製造方法
4日前
パナソニックIPマネジメント株式会社
アーク溶接方法及びアーク溶接装置
4日前
パナソニック株式会社
電動工具、電動工具システム、制御方法及びプログラム
4日前
旭光通商株式会社
レーザ加工システム、これを用いて加工される被加工物、及びレーザ加工方法
今日
株式会社MSTコーポレーション
円筒穴の仕上げ加工用工具、および円筒穴の仕上げ加工方法
3日前
日鉄エンジニアリング株式会社
溶接システム
今日
国立大学法人群馬大学
部材のリサイクル方法及びリサイクル接合部材の製造方法
4日前
株式会社鷺宮製作所
機器配管接続構造及び冷凍サイクルシステム
3日前
オオクマ電子株式会社
レーザー加工装置、およびレーザー加工方法
3日前
ウーテーアー・エス・アー・マニファクチュール・オロロジェール・スイス
マルチスピンドルタレットとツール把持デバイスを備える数値制御工作機械
3日前
トルノス・エスアー
工作機械用のギャング、工具位置決めデバイス、回転工具駆動デバイス、および工作機械
3日前
日東工器株式会社
電動ドライバ及び自動機システム、並びに自動機システムのダイレクトティーチングを行う方法及び自動機システムで螺合部材の締め付けを行なう方法
4日前
國立高雄科技大學
放電加工機械及びその刃具
3日前
他の特許を見る






 特許ウォッチ
特許ウォッチ