TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027234
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2023131867
出願日
2023-08-14
発明の名称
端面加工フィルムの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B23Q
3/06 20060101AFI20250219BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークに含まれる複数のフィルムの位置ずれを抑制でき、複数のフィルムの端面を精度よく一括して切削加工できる端面加工フィルムの製造方法を提供すること。
【解決手段】本発明の実施形態による端面加工フィルムの製造方法は、複数のフィルムが積層されたワークを下押圧治具上に配置する工程と;該ワークを該下押圧治具と上押圧治具とによって挟み込み固定する工程と;固定されたワークの端面を切削加工する工程と;を含んでいる。上記ワークは、積層方向から見て、ワークの中心を含む中央領域と;切削工程において切削される切削対象領域と;該中央領域と該切削対象領域との間に位置するマージン領域と;を備えている。ワークを固定する工程において、上記押圧具は、上記中央領域を押圧し、かつ、上記マージン領域および上記切削対象領域を実質的に押圧しない。
【選択図】図1
特許請求の範囲
【請求項1】
複数のフィルムが積層されたワークを下押圧治具上に配置する配置工程と、
前記ワークを前記下押圧治具と上押圧治具とによって挟み込み、前記ワークを固定する固定工程と、
固定された前記ワークの端面を切削加工する切削工程と、を含み、
前記配置工程で配置された前記ワークは、積層方向から見て、前記ワークの中心を含む中央領域と;前記切削工程において切削される切削対象領域と;前記中央領域と前記切削対象領域との間に位置するマージン領域と;を備えており、
前記固定工程において、前記上押圧治具は、前記中央領域を押圧し、かつ、前記マージン領域および前記切削対象領域を実質的に押圧しない、端面加工フィルムの製造方法。
続きを表示(約 600 文字)
【請求項2】
前記切削対象領域の幅は、0.1mm以上1.5mm以下であり、
前記切削対象領域の幅および前記マージン領域の幅は、下記式(1)を満たす、請求項1に記載の端面加工フィルムの製造方法:
0.005≦(L1+L2)/a≦0.15・・・(1)
(式(1)中、aはワークにおけるフィルムの積層数を表し、L1は切削対象領域の幅[mm]を表し、L2はマージン領域の幅[mm]を表す。)
【請求項3】
前記上押圧治具は、前記固定工程において前記中央領域と接触する接触面と;前記固定工程において前記マージン領域と向かい合う対向面と;を有している、請求項1または2に記載の端面加工フィルムの製造方法。
【請求項4】
前記ワークが固定された状態で、前記ワークの積層方向における前記マージン領域と前記対向面との間の間隔は、0mm以上1.0mm以下である、請求項3に記載の端面加工フィルムの製造方法。
【請求項5】
前記ワークの積層方向における前記接触面と前記対向面との間の間隔は、下記式(2)を満たす、請求項3に記載の端面加工フィルムの製造方法:
0.005≦L3/a≦0.03・・・(2)
(式(2)中、aはワークにおけるフィルムの積層数を表し、L3はワークの積層方向における接触面と対向面との間の間隔[mm]を表す。)
発明の詳細な説明
【技術分野】
【0001】
本発明は、端面加工フィルムの製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
樹脂フィルムは、各種産業製品に幅広く利用されている。そのような樹脂フィルムは、用途に応じた形状に切断された後、その切断面を切削により仕上げ加工することが知られている。例えば、複数のフィルムを有する積層体を、第1接触部材および第2接触部材により積層体の積層方向の両側から押圧して積層体を固定して、積層体の端面を加工する、端面加工フィルムの製造方法が提案されている(例えば、特許文献1参照)。しかし、特許文献1に記載の端面加工フィルムの製造方法では、第1接触部材および第2接触部材により、積層体を積層方向の両側から押圧したときに、積層体に含まれるフィルムが、積層体の積層方向と直交する方向にずれる場合がある。この場合、複数のフィルムのそれぞれに対する端面加工の精度が不十分となるおそれがある。
【先行技術文献】
【特許文献】
【0003】
特開2021-11008号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、ワークに含まれる複数のフィルムの位置ずれを抑制でき、複数のフィルムの端面を精度よく一括して切削加工できる端面加工フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
[1]本発明の実施形態による端面加工フィルムの製造方法は、複数のフィルムが積層されたワークを下押圧治具上に配置する配置工程と;該ワークを該下押圧治具と上押圧治具とによって挟み込み、該ワークを固定する固定工程と;固定されたワークの端面を切削加工する切削工程と;を含んでいる。該配置工程で配置されたワークは、積層方向から見て、ワークの中心を含む中央領域と;切削工程で切削される切削対象領域と;該中央領域と該切削対象領域との間に位置するマージン領域と;を備えている。該固定工程において、該上押圧治具は、該中央領域を押圧し、かつ、該マージン領域および該切削対象領域を実質的に押圧しない。
[2]上記[1]に記載の端面加工フィルムの製造方法において、上記切削対象領域の幅は、0.1mm以上1.5mm以下であってもよく、上記切削対象領域の幅および上記マージン領域の幅は、下記式(1)を満たしていてもよい。
0.005≦(L1+L2)/a≦0.15・・・(1)
(式(1)中、aはワークにおけるフィルムの積層数を表し、L1は切削対象領域の幅[mm]を表し、L2はマージン領域の幅[mm]を表す。)
[3]上記[1]または[2]に記載の端面加工フィルムの製造方法において、上記上押圧治具は、上記固定工程において上記中央領域と接触する接触面と;上記固定工程において上記マージン領域と向かい合う対向面と;を有していてもよい。
[4]上記[3]に記載の端面加工フィルムの製造方法において、上記ワークが固定された状態で、上記ワークの積層方向における上記マージン領域と上記対向面との間の間隔は、0mm以上1.0mm以下であってもよい。
[5]上記[3]または[4]に記載の端面加工フィルムの製造方法において、上記ワークの積層方向における上記接触面と上記対向面との間の間隔は、下記式(2)を満たしてもよい。
0.005≦L3/a≦0.03・・・(2)
(式(2)中、aはワークにおけるフィルムの積層数を表し、L3はワークの積層方向における接触面と対向面との間の間隔[mm]を表す。)
【発明の効果】
【0006】
本発明の実施形態によれば、ワークに含まれる複数のフィルムの位置ずれを抑制でき、複数のフィルムの端面を精度よく一括して切削加工できる。
【図面の簡単な説明】
【0007】
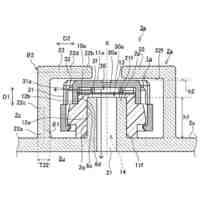
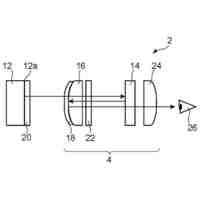
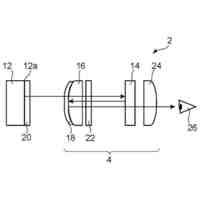
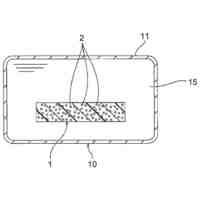
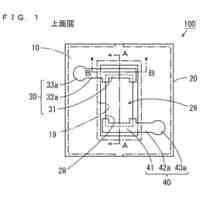
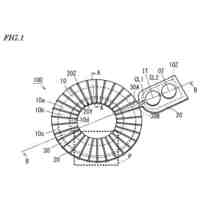
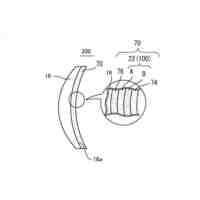
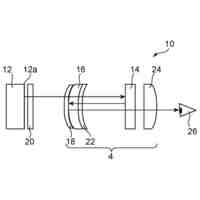
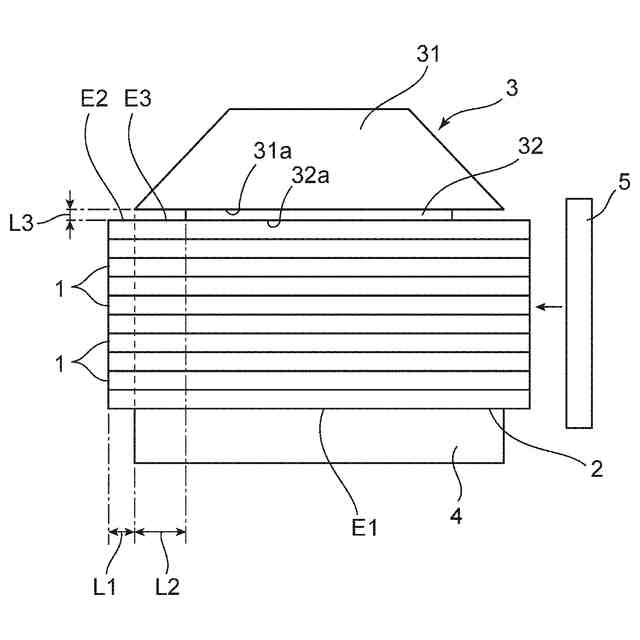
図1は、本発明の1つの実施形態による端面加工フィルムの製造方法を説明するための概略図である。
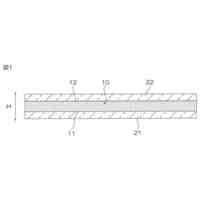
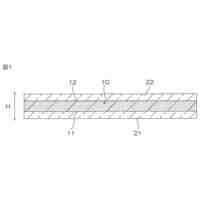
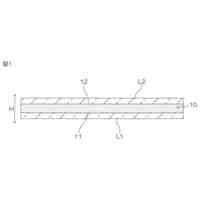
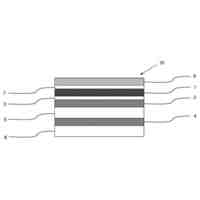
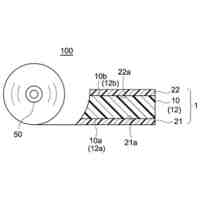
図2は、図1のワークの平面図である。
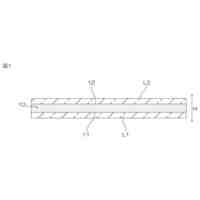
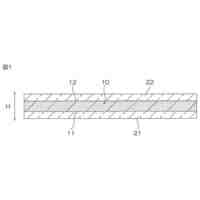
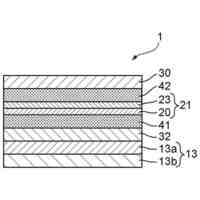
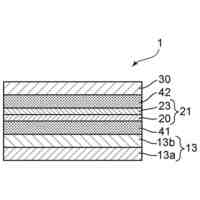
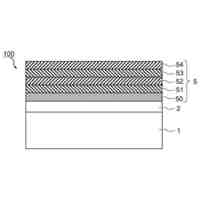
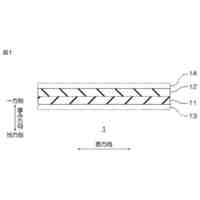
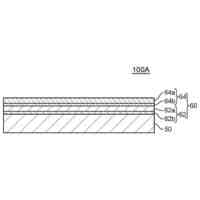
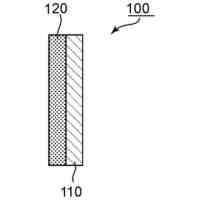
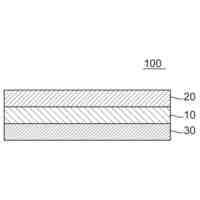
図3は、図2のワークが備えるフィルムの概略断面図である。
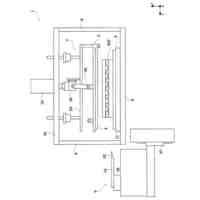
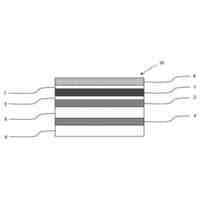
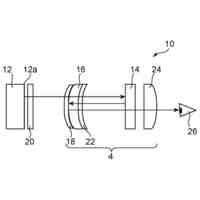
図4は、本発明の別の実施形態による端面加工フィルムの製造方法を説明するための概略図である。
図5は、本発明のさらに別の実施形態による端面加工フィルムの製造方法を説明するための概略図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
A.端面加工フィルムの製造方法の概略
図1は本発明の1つの実施形態による端面加工フィルムの製造方法を説明するための概略図であり;図2は図1のワークの平面図であり;図3は図2のワークが備えるフィルムの概略断面図である。
【0010】
本発明の実施形態による端面加工フィルムの製造方法は、配置工程と、固定工程と、切削工程と、を含んでいる。配置工程では、複数のフィルム1が積層されたワーク2を下押圧治具4上に配置する。配置されたワーク2は、積層方向から見て、ワーク2の中心を含む中央領域E1と;切削工程において切削される切削対象領域E2と;中央領域E1と切削対象領域E2との間に位置するマージン領域E3と;を備えている。固定工程では、ワーク2を下押圧治具4と上押圧治具3とによって挟み込み、ワーク2を固定する。固定工程において、上押圧治具3は、中央領域E1を押圧し、かつ、マージン領域E3および切削対象領域E2を実質的に押圧しない。切削工程では、固定されたワーク2の端面を切削加工する。
本発明者らは、複数のフィルムを積層してワークを形成すると、各フィルムの調製時の切断に起因して、ワークの厚みが不均一となることを見出し、本発明を完成するに至った。より詳しくは、フィルムは、代表的には、原反フィルムから、任意の適切な切断方法で所望の形状およびサイズに切り出されて調製される。切断方法として、例えばレーザーが挙げられる。このようなフィルムを積層してワークを形成すると、ワークの端部が、ワークの中央よりも厚くなる場合がある。この場合、固定工程において、上押圧治具が、ワークの端部を含む領域を押圧すると、ワークに含まれるフィルムが積層方向と直交する方向に位置ずれして、複数のフィルムの端面を十分に切削加工できないおそれがある。
これに対して、本発明の実施形態では、固定工程において、上押圧治具が、ワークの中央領域を押圧し、かつ、ワークのマージン領域および切削対象領域を実質的に押圧しない。そのため、たとえ、ワークのマージン領域の厚み(積層方向寸法)が、ワークの中央領域の厚み(積層方向寸法)よりも大きくても、ワークが含む複数のフィルムの位置ずれを抑制でき、複数のフィルムの端面を精度よく一括して切削加工できる。そのため、サイズ精度に優れた複数の端面加工フィルムを一括して製造できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
通気構造
11日前
日東電工株式会社
粘着シート
16日前
日東電工株式会社
光学粘着シート
9日前
日東電工株式会社
光学粘着シート
2日前
日東電工株式会社
光学粘着シート
2日前
日東電工株式会社
分析システム、分析方法
9日前
日東電工株式会社
光学積層体および表示システム
4日前
日東電工株式会社
光学積層体および表示システム
10日前
日東電工株式会社
光学積層体および表示システム
10日前
日東電工株式会社
光学積層体および表示システム
4日前
日東電工株式会社
アルコール剥離性光学粘着シート
2日前
日東電工株式会社
ワーク離脱装置およびワーク離脱方法
24日前
日東電工株式会社
多孔質液晶ポリマーシートの製造方法
16日前
日東電工株式会社
積層光学フィルムおよび画像表示装置
18日前
日東電工株式会社
積層光学フィルムおよび画像表示装置
18日前
日東電工株式会社
反射防止フィルムおよび画像表示装置
5日前
日東電工株式会社
封止用樹脂シートおよび電子素子パッケージ
5日前
日東電工株式会社
配線回路基板および配線回路基板集合体シート
16日前
日東電工株式会社
光学積層体の管理方法および表示システムの製造方法
19日前
日東電工株式会社
センサ及び電気インピーダンストモグラフィシステム
18日前
日東電工株式会社
プリントコイル基板およびプリントコイル基板の製造方法
16日前
日東電工株式会社
表面保護フィルム付光学フィルムおよび光学フィルムの検査方法
4日前
日東電工株式会社
剥離フィルム付き粘着シート
23日前
日東電工株式会社
剥離フィルム付き粘着シート
23日前
日東電工株式会社
粘着部材、粘着部材付光学フィルム、表示システム、表示体または表示体の製造方法
4日前
日東電工株式会社
位相差フィルム、位相差フィルムのセット、またはレンズ部もしくは表示システムの製造方法
4日前
日東電工株式会社
位相差フィルム、位相差フィルムのセット、またはレンズ部もしくは表示システムの製造方法
4日前
日東電工株式会社
偏光板、位相差層付偏光板および画像表示装置
19日前
日東電工株式会社
光学積層体、画像表示パネル、及び画像表示装置
19日前
日東電工株式会社
透明接着シートおよび剥離材付き透明接着シート
23日前
日東電工株式会社
位相差層付偏光板、および、それを用いた画像表示装置
19日前
日東電工株式会社
位相差フィルム、位相差フィルム片、位相差フィルムのセット、またはレンズ部もしくは表示システムの製造方法
4日前
日東電工株式会社
粘着シートの製造方法、粘着シート付き光学フィルムの製造方法及び画像表示装置の製造方法
16日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
24日前
株式会社FUJI
工作機械
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ