TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011881
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114278
出願日
2023-07-12
発明の名称
モータ装置の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/02 20250101AFI20250117BHJP(電力の発電,変換,配電)
要約
【課題】低コストで実行可能であり、鉄損を抑制した状態でコアを固定することができるモータ装置の製造方法を提供する。
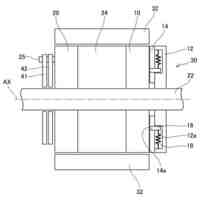
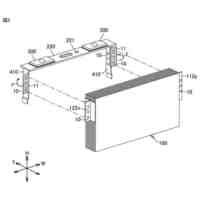
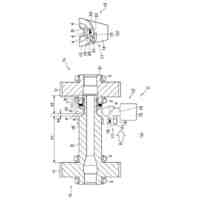
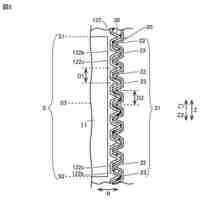
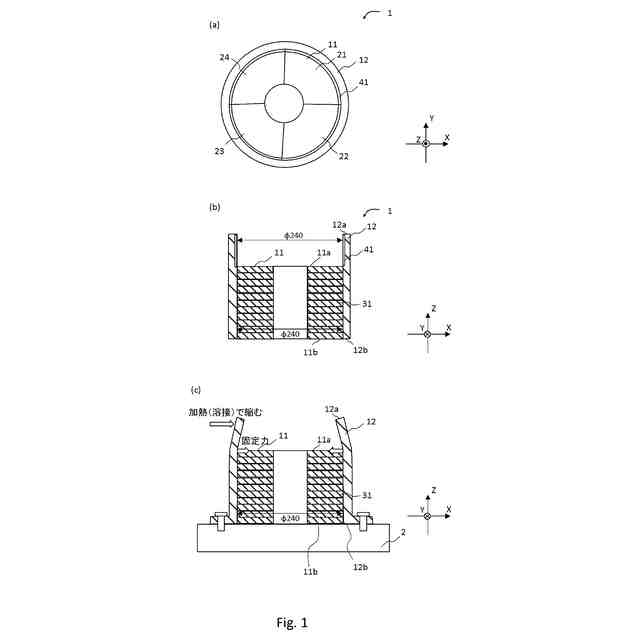
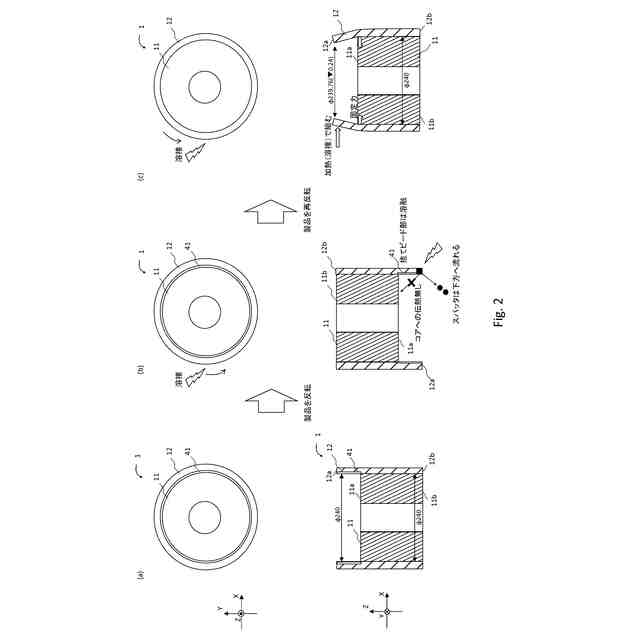
【解決手段】夫々が複数の電磁鋼板31(図1参照)の積層により形成された複数の分割コア21~24(図1参照)と、複数の分割コア21~24を内周側で固定する筒状の外筒リング12と、を有するモータ装置の製造方法であって、外筒リング12は、複数の分割コア21~24を組み合わせて1つのコア11を形成する場合に、電磁鋼板31の積層方向である軸方向において、コア11より長く形成されており、外筒リング12の内周に複数の分割コア21~24を配して1つのコア11を形成する工程と、軸方向において、コア11の端部に配された電磁鋼板31より突出した外筒リング12の端部を加熱する工程と、を含む。
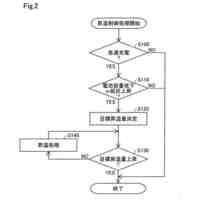
【選択図】図2
特許請求の範囲
【請求項1】
夫々が複数の電磁鋼板の積層により形成された複数の分割コアと、前記複数の分割コアを内周側で固定する筒状の外筒リングと、を有するモータ装置の製造方法であって、
前記外筒リングは、前記複数の分割コアを組み合わせて1つのコアを形成する場合に、前記電磁鋼板の積層方向である軸方向において、前記コアより長く形成されており、
前記外筒リングの内周に前記複数の分割コアを配して1つの前記コアを形成する工程と、
前記軸方向において、前記コアの端部に配された電磁鋼板より突出した前記外筒リングの端部を加熱する工程と、を含む、
モータ装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、モータ装置の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、モータ装置に利用されるコアの1つ1つが別体で形成されており、互いに組み合わせることによって本来の円形状に形成される分割コアが利用されている。また、このコアは積層させた電磁鋼板により形成されているが、このコアでは、積層させた電磁鋼板の圧延に沿って磁束を流すことにより磁束の低損失を実現できる。ここで、積層された電磁鋼板の圧延に沿って磁束を流すためには、磁束の向きと電磁鋼板の圧延方向を揃える必要があり、この状態を実現するためにコアを分割する必要がある。
【先行技術文献】
【特許文献】
【0003】
特開2013-055723号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
分割コアは、コアとして利用する際に分割コア同士を締結する必要である。本来であれば、分割されたコア同士を溶接することが望ましいが、電磁鋼板が通電してしまい、仮に絶縁被膜が無くなると渦磁束が無くなり渦損が大きくなってしまう。
【0005】
そのため、外筒リングという別部品により、分割されたコアを内部に格納した状態で焼嵌めすることで分割コアが円形状に並んだ状態で固定する方法が知られている。しかしながら、焼嵌め時の高温で電磁鋼板の絶縁被膜が熱影響を受けることや、締め代の管理が難しいという問題があった。ここで締め代は、ヤング率と焼嵌め前後の温度差の乗算により決定されるが、製品や設備を丸ごと温度管理する必要がある。また例えば、夏は室温が高いことから締め代が足りなくなるおそれがあり、逆に、冬は締めすぎてコアの鉄損が大きくなるおそれがある。
【0006】
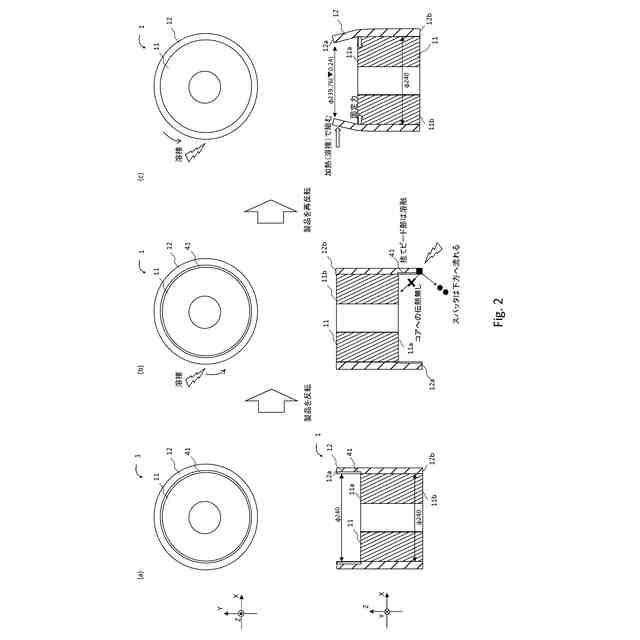
一方で、外筒リングを用いてコアを固定する際には、積層させた電磁鋼板のうち端部に配された電磁鋼板のみを固定するだけであっても、コアが外筒リングから抜けることはない。そのため、外筒リングを全て加熱するような焼嵌めには加熱の無駄が存在している。さらに、電磁鋼板に過大な応力を付与すると鉄損が大きくなるという問題もある。
【0007】
本開示は、低コストで実行可能であり、鉄損を抑制した状態でコアを固定することができるモータ装置の製造方法を提供するものである。
【課題を解決するための手段】
【0008】
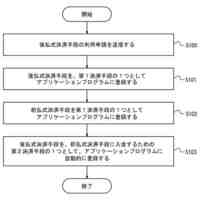
本開示にかかるモータ装置の製造方法は、夫々が複数の電磁鋼板の積層により形成された複数の分割コアと、前記複数の分割コアを内周側で固定する筒状の外筒リングと、を有するモータ装置の製造方法であって、前記外筒リングは、前記複数の分割コアを組み合わせて1つのコアを形成する場合に、前記電磁鋼板の積層方向である軸方向において、前記コアより長く形成されており、前記外筒リングの内周に前記複数の分割コアを配して1つの前記コアを形成する工程と、前記軸方向において、前記コアの端部に配された電磁鋼板より突出した前記外筒リングの端部を加熱する工程と、を含む。
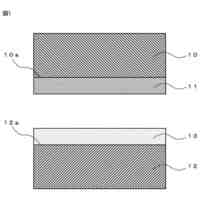
これにより、外筒リングの端部への加熱に応じてこの端部側が内径方向に倒れ込むことにより、外筒リングの内周に配されたコアを固定することができる。
【発明の効果】
【0009】
本開示よれば、低コストで実行可能であり、鉄損を抑制した状態でコアを固定することができるモータ装置の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
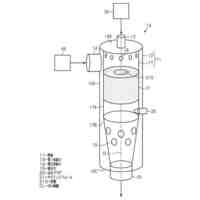
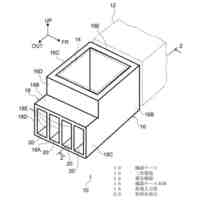
本開示にかかるモータ装置の図である。
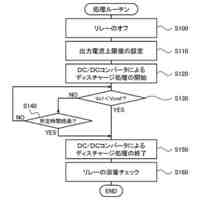
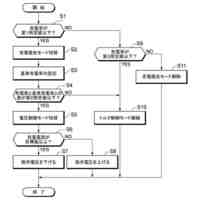
本開示にかかるモータ装置の製造方法の流れを示す図である。
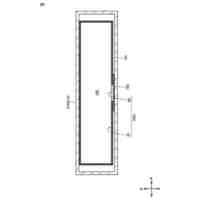
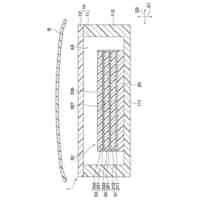
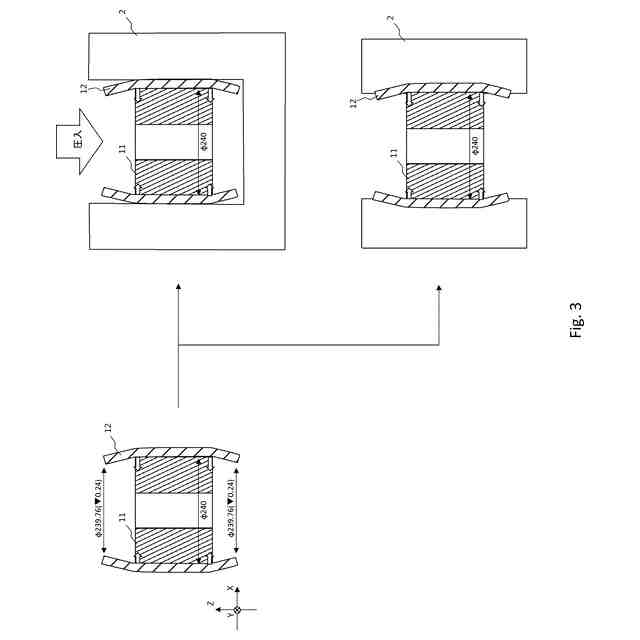
本開示にかかる外筒リングの上下両方を縮径させたモータ装置の図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
方法
19日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
方法
19日前
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
電動車
6日前
トヨタ自動車株式会社
サーバ
5日前
トヨタ自動車株式会社
燃焼器
今日
トヨタ自動車株式会社
電動車
5日前
トヨタ自動車株式会社
自動車
12日前
トヨタ自動車株式会社
ロータ
今日
トヨタ自動車株式会社
ロータ
今日
トヨタ自動車株式会社
射出装置
5日前
トヨタ自動車株式会社
蓄電セル
今日
トヨタ自動車株式会社
接着方法
12日前
トヨタ自動車株式会社
電動車両
今日
トヨタ自動車株式会社
内燃機関
5日前
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
駆動装置
5日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
成膜装置
5日前
トヨタ自動車株式会社
蓄電セル
今日
トヨタ自動車株式会社
充電方法
19日前
トヨタ自動車株式会社
接合装置
20日前
トヨタ自動車株式会社
触媒装置
12日前
トヨタ自動車株式会社
蓄電装置
19日前
トヨタ自動車株式会社
制御装置
19日前
トヨタ自動車株式会社
制御装置
19日前
トヨタ自動車株式会社
分離装置
20日前
トヨタ自動車株式会社
蓄電セル
19日前
トヨタ自動車株式会社
システム
5日前
トヨタ自動車株式会社
制御装置
19日前
トヨタ自動車株式会社
レーダ装置
19日前
トヨタ自動車株式会社
機器ケース
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ