TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025004690
公報種別
公開特許公報(A)
公開日
2025-01-15
出願番号
2023104548
出願日
2023-06-26
発明の名称
振動波形検出装置の設定値設定方法および同設定方法を実施するコンピュータ並びに同コンピュータを機能させる設定値設定プログラム
出願人
日東精工株式会社
代理人
個人
主分類
G01H
11/00 20060101AFI20250107BHJP(測定;試験)
要約
【課題】検査対象物に生じる変形や破壊から生じる振動波形信号を検出する振動波形検査装置の設定値設定方法を提供する。
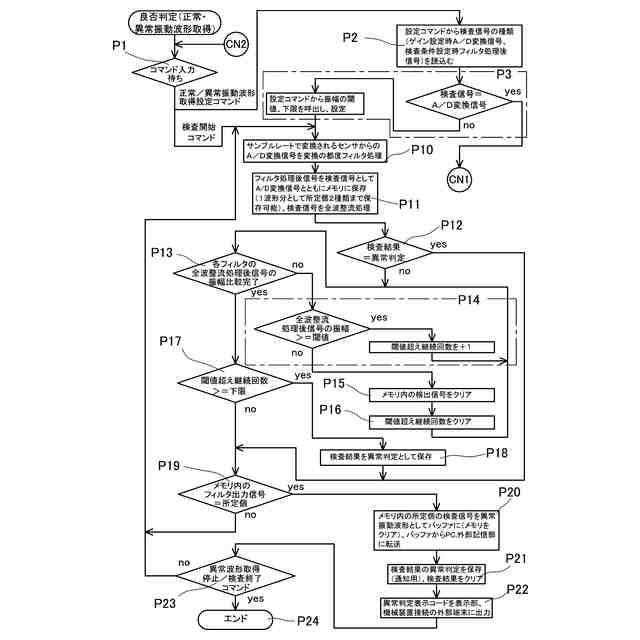
【解決手段】本発明は、検査対象物に発生する振動を検出し、検査対象物の正常な加工または組立の際に検出される振動波形信号から異常振動波形の検出に支障となる外乱信号を取除いて異常振動波形信号を検出する振動波形検査装置の設定値設定方法であって、設定の必要な設定値の設定作業順に従って設定画面を表示し、当該振動波形検査装置から振動波形信号を取得する工程を繰り返して前記設定値の調整を行ったり、当該振動波形信号から別の設定項目の設定値を設定したりすることを特徴とする。上記構成により、検査対象物の良否判定に際して必要な設定値を順次表示される設定画面に従って設定したり、取得ボタンを操作したりするだけでよく、不慣れな作業者でも簡単に設定作業を行うことができる。
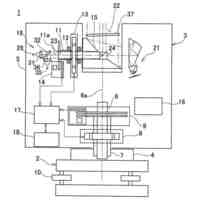
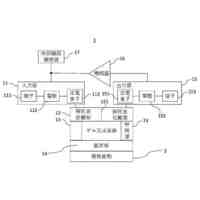
【選択図】図1
特許請求の範囲
【請求項1】
検査対象物の周囲または検査対象物に発生する振動を検出する検出センサと検出センサにより検出される振動波形信号を増幅する増幅部とを有し、検査対象物の加工または組立が正常に行われる時に検出される振動波形信号から当該信号の一部を差引くディジタルフィルタを作成して当該ディジタルフィルタにより異常振動波形の検出に支障となる外乱信号を取除いて異常振動波形信号を検出するように構成した振動波形検査装置の設定値設定方法であって、設定の必要な設定値の設定作業順に従って設定画面を表示して当該設定画面の設定項目に所定の設定値を設定するとともに、当該設定画面が振動波形信号を取得する取得ボタンを有する時には前記設定値と検査信号の種類とを備える設定コマンドを振動波形検査装置に送信し、当該振動波形検査装置から振動波形信号を取得する工程を繰り返して前記設定値の調整を行ったり、当該振動波形信号から別の設定項目の設定値を設定したりすることを特徴とする振動波形検査装置の設定値設定方法。
続きを表示(約 2,100 文字)
【請求項2】
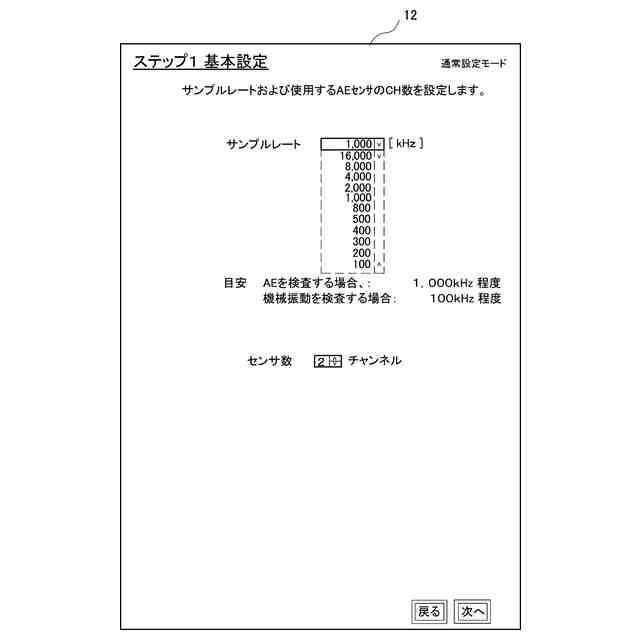
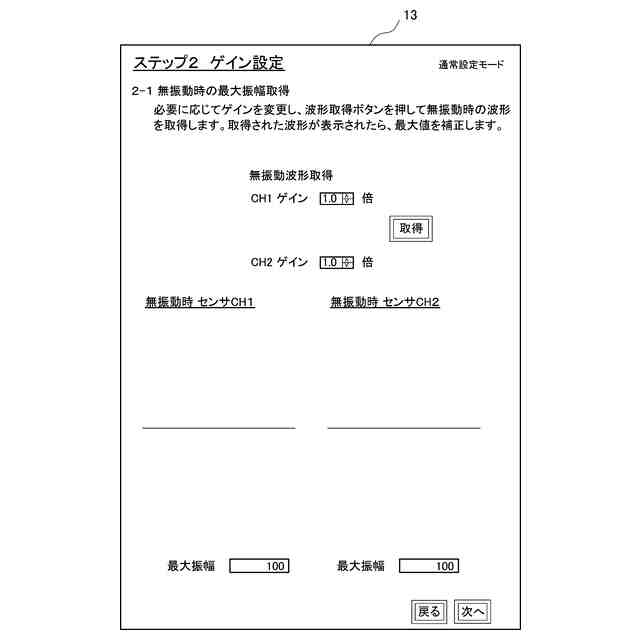
設定の必要な設定値の設定作業順に従って表示される設定画面は、検出センサの数および検出センサにより検出するサンプルレートを設定する基本設定画面、検査対象物の加工または組立に係る機械装置の停止中検査対象物の周囲に発生する振動から取得される無振動波形信号を増幅する増幅部のゲインと無振動波形信号から取得される最大振幅とを設定する無振動時最大振幅取得用ゲイン設定画面、検査対象物が正常に加工または組立てられる時に取得される正常振動波形信号または異常に加工または組立てられる時に取得される異常振動波形信号の最大振幅を設定する正常・異常振動波形信号の最大振幅取得用ゲイン設定画面、当該振動波形信号の最大振幅を調整するためのゲインを設定するゲイン調整用ゲイン設定画面、正常振動波形信号から当該信号の一部を差引く正常振動除去フィルタを作成するフィルタ作成用フィルタ係数作成画面および異常振動波形信号から異常判定条件の振幅の閾値と当該閾値を連続して超える閾値超え連続回数の下限とを設定する検出条件設定画面でなることを特徴とする請求項1に記載の振動波形検査装置の設定値設定方法。
【請求項3】
前記設定画面それぞれには、設定値の目安、または設定値の設定の手順が表示されていることを特徴とする請求項2に記載の振動波形検査装置の設定値設定方法。
【請求項4】
前記無振動時最大振幅取得用ゲイン設定画面の設定項目は、増幅部のゲインであって、同ゲイン設定画面は無振動波形取得設定コマンドを出力する取得ボタンを有し、前記ゲインと基本設定画面で設定されるサンプルレートとセンサ数とを備えかつ検査信号の種類をA/D変換信号とする無振動波形取得設定を振動波形検査装置に送信し、当該振動波形検査装置から無振動波形信号を取得する工程を繰り返して、前記ゲインを調整する構成であることを特徴とする請求項2に記載の振動波形検査装置の設定値設定方法。
【請求項5】
前記無振動時最大振幅取得用ゲイン設定画面は、無振動波形信号を表示できる表示面を有し、無振動波形取得設定コマンドにより所定個の無振動波形信号を取得するとともに、これら無振動波形信号のファイル名をそれぞれの最大振幅とともに表示するファイル選択画面を別に表示する構成をなし、このファイル選択画面から選択される無振動波形信号を前記表示面に表示し、当該無振動波形信号からその最大振幅を設定することを特徴とする請求項4に記載の振動波形検査装置の設定値設定方法。
【請求項6】
前記正常・異常振動波形信号の最大振幅取得用ゲイン設定画面は、正常振動波形取得設定コマンドを出力する正常振動取得開始ボタンと正常振動波形信号の表示面もしくは同信号および異常振動波形信号の両表示面とを有し、検査信号の種類をA/D変換信号とする振動波形取得設定コマンドを振動波形検査装置に送信し、当該振動波形検査装置から正常振動波形信号または同信号および異常振動波形信号を取得すると、正常振動波形信号または同信号および異常振動波形信号を表示面に表示させることを特徴とする請求項2に記載の振動波形検査装置の設定値設定方法。
【請求項7】
前記フィルタ作成用フィルタ係数作成画面は、正常振動波形信号、フィルタ特性、フィルタ出力波形信号をそれぞれ表示する表示面を有することを特徴とする請求項2に記載の振動波形検査装置の設定値設定方法。
【請求項8】
前記フィルタ作成用フィルタ係数作成画面の設定項目は正常波形取得のゲインとフィルタの種類とであって、同作成画面は正常振動波形取得設定コマンドを出力する正常波形取得開始ボタンを有し、同画面のゲインを備えかつ検査信号の種類をA/D変換信号とする正常振動波形取得設定コマンドを振動波形検査装置に送信し、当該振動波形検査装置から正常振動波形信号を取得する工程を繰り返して前記ゲインを調整し、当該正常振動波形信号を表示面に表示することを特徴とする請求項7に記載の振動波形検査装置の設定値設定方法。
【請求項9】
前記フィルタ作成用フィルタ係数作成画面は、表示面に表示される正常振動波形信号上にフィルタの作成範囲に係る2本のカーソル線を表示し、当該カーソル線の位置は任意に設定可能となっていることを特徴とする請求項8に記載の振動波形検査装置の設定値設定方法。
【請求項10】
前記フィルタ作成用フィルタ係数作成画面の設定項目はフィルタ作成のデータ位置およびデータサイズまたは遮断周波数であって、同作成画面はフィルタを作成するフィルタ作成ボタンを有し、当該作成ボタンにより正常振動波形信号から前記データ位置およびデータサイズで決まる部分を差引くフィルタ係数を持つ逆フィルタ、または当該逆フィルタとともに所定遮断周波数を持つ低域通過フィルタ、高域通過フィルタの何れかを設定する構成をなすことを特徴とする請求項2に記載の振動波形検査装置の設定値設定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、セラミックスのような脆弱な材料で部品を製造したり、同材料の部品の加工や組立てを行ったりする際に、同材料に発生する変形や破壊から生じる振動波形信号を検出してこれらの異常を検出する振動波形検出装置の設定値設定方法および同設定方法を実施するコンピュータ並びに同コンピュータを機能させるプログラムに関するものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、検査対象物から発生する音や振動の振動波形信号を検出して同対象物の異常を検出する装置として、特許文献1に記載の異常検出装置や、加工、組立ての際に検査対象物に変形や破壊が生じることにより発生する高周波振動をアコースティクエミッション(以下、AEセンサという)により検出するAE検査装置が開発されている。特に、非特許文献1に開示のAE検査装置にあっては、検査対象物に微小な変形や破壊があってもこれらにより発生する振動を確実に検出することができることから、セラミックスのような脆弱性の高い材料でなる部材が検査対象物となる場合には、数多く利用されている。
【0003】
当該AE検査装置にあっては、検査対象物の異常により生じる振動の振動波形信号を検出するAEセンサ、AEセンサにより検出された振動波形信号の振幅が小さいことからこれを観測できるレベルの波形信号(以下、観測波形信号という)に増幅する増幅部、観測波形信号から外乱によるAEセンサの検出範囲の周波数を超える高周波成分を取除くローパスフィルタが設けられている。また、フィルタリング処理後の観測波形信号には10KHz以下の機械振動とAEセンサの検出範囲の数MHz以下の異常振動とが含まれることから、当該AE検査装置にあってはA/D変換後の判定処理を考慮して最適なレベルに増幅する増幅部およびフィルタリング処理後に増幅された観測波形信号をディジタル波形信号に変換するA/D変換器が設けられている。さらに、このAE検査装置にあっては、A/D変換されたディジタル波形信号から、これら信号を差引くためのフィルタ係数を持つディジタルフィルタが正常振動除去フィルタとして作成されている。そのため、AEセンサにより検出された観測波形信号が正常振動除去フィルタを通過する際に、観測波形信号に検査対象物の変形や破壊による異常振動波形信号が含まれていると、この異常振動波形信号を同程度の高周波成分を持つ外乱信号とともに検出することができる。その上に、このAE検査装置にあっては、より正確な異常振動波形信号の検出のために、異常判断条件の振幅の閾値を連続して超えるサンプリング回数の下限を設けて、検査対象物の変形や破壊による一定サンプリング回数連続する異常振動波形信号のみを検出する構成となっている。
【先行技術文献】
【特許文献】
【0004】
特開2006-47225号公報
【非特許文献】
【0005】
四方 達也 著、「Nitto Technical Report No.73」日東精工株式会社出版、2013年7月1日、 p.23-26
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記AE検査装置では、検査を開始する前に、加工機等の機械装置により検査対象物が正常に加工、または組立てられる間に生じる低周波、高周波を含む正常振動波形信号を事前に検出しておき、この正常振動波形信号から当該振動波形信号を差引くディジタルフィルタでなる正常振動除去フィルタを作成する必要がある。その際、AEセンサにより正常振動波形信号は検出されるが、その振幅が小さいことから、この正常振動波形信号が目視できる観測波形信号となるように増幅部のゲインを調整したり、A/D変換後のディジタル波形信号を増幅するアンプのゲインを調整したり、ディジタル波形信号が異常判定条件の振幅の閾値や当該閾値を連続して超えるサンプリング回数の下限を調整したりしてこれら設定値を設定しなければならない。
【0007】
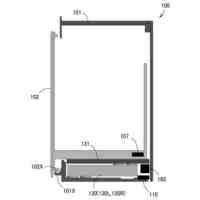
これらの設定に際しては、図33に示す各種設定値を入力できるメイン設定画面111と、同画面から任意に選択表示できる端末画面112・検出条件設定画面113・フィルタ係数画面114・ファイル操作画面115(それぞれ図34、図35,図36、図37参照)とが用意されている。そのため、メイン設定画面中の各種設定値を設定する際には、作業者は検出センサCH1,CH2の数に対応するチャネル数、サンプルレートなどの基本事項を設定するとともに、A/D変換後の振動波形信号を取得できるように各種設定をしなければならない。しかも、その際には作業者は観測波形信号を作成する増幅部のゲインや、A/D変換後のディジタル波形信号を増幅するアンプのゲインを調整するために、AE検査装置から正常振動波形信号や、異常振動波形信号を逐次取込んでは端末画面112でこれらを表示しなければならない。その後、作業者は端末画面112から必要な振動波形信号を選択してこれを表示後に目視しながら、前述の増幅部等のゲインを適切な設定値となるように調整する作業を繰り返さなければならない。
【0008】
また、正常振動除去フィルタを作成する時も同様に、正常振動波形信号を取得・選択して、この正常振動波形信号をフィルタ係数画面113に表示し、目視により大きな振幅を持つ範囲を選択し、当該範囲に対するフィルタ係数を算出した後にメイン設定画面111で当該フィルタ係数を持つフィルタを作成しなければならない。その後に、フィルタリング後の異常振動波形信号を取得し、当該異常振動波形信号から異常判定条件の振幅の適切な閾値や当該閾値を連続して超えるサンプリング回数の適切な下限を設定する作業を繰り返さねばならない。
【0009】
さらに、既存の設定値や、既存の振動波形信号を利用する場合には、ファイル操作画面115からこれら情報を呼出してパーソナルコンピュータ上に既存の設定値、正常振動・異常振動波形信号、フィルタ係数等必要な情報を表示し、これらをメイン設定画面111の所定の位置に入力する作業を行わねばならない。
【0010】
これらの作業は、設定画面の切替えを頻繁に行わねばならないばかりか、設定手順や各設定画面の設定内容を把握しておらねばならない。そのため、作業者がこれら設定作業に不慣れな場合には、設定作業時に多大な時間を要することとなり、特別に熟練していない作業者であっても、この種の設定作業を簡単に行える設定値設定方法が要望されている。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
供給装置
1か月前
株式会社大真空
センサ
26日前
甲神電機株式会社
電流センサ
1か月前
甲神電機株式会社
漏電検出器
1か月前
株式会社大真空
センサ
3日前
甲神電機株式会社
電流検出器
1か月前
株式会社高橋型精
採尿具
1か月前
東レ株式会社
液体展開用シート
18日前
ユニパルス株式会社
ロードセル
25日前
株式会社トプコン
測量装置
1か月前
アズビル株式会社
湿度センサ
11日前
株式会社トプコン
植物センサ
14日前
キヤノン電子株式会社
サーボ加速度計
18日前
株式会社東芝
センサ
10日前
キヤノン電子株式会社
サーボ加速度計
18日前
株式会社クボタ
作業車両
17日前
キヤノン電子株式会社
サーボ加速度計
18日前
株式会社ミツトヨ
変位測定装置
10日前
株式会社小野測器
回転計測装置
10日前
日本特殊陶業株式会社
ガスセンサ
1か月前
豊田合成株式会社
表示装置
1か月前
アズビル株式会社
検査用プローブ
4日前
シャープ株式会社
収納装置
1か月前
トヨタ自動車株式会社
異音解析方法
10日前
トヨタ自動車株式会社
画像検査装置
26日前
株式会社東京久栄
水中移動体用採水器
1か月前
トヨタ自動車株式会社
NVH解析装置
10日前
横河電機株式会社
光源装置
1か月前
TDK株式会社
温度センサ
1か月前
キヤノン株式会社
撮像装置
10日前
日鉄テクノロジー株式会社
衝突試験装置
今日
ローム株式会社
MEMSデバイス
1か月前
株式会社大真空
センサ及びその製造方法
25日前
株式会社テクノメデイカ
採血分注システム
1か月前
三菱電機株式会社
振動センサ
14日前
ヒロセ電機株式会社
磁気センサ装置
3日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ