TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179388
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098201
出願日
2023-06-15
発明の名称
金属積層造形装置および金属積層造形方法
出願人
三菱電機株式会社
代理人
個人
主分類
B23K
26/34 20140101AFI20241219BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶融池およびシールドガスを一定の状態に保ち、肉盛高さおよび造形形状を安定させることができる金属積層造形装置を得ること。
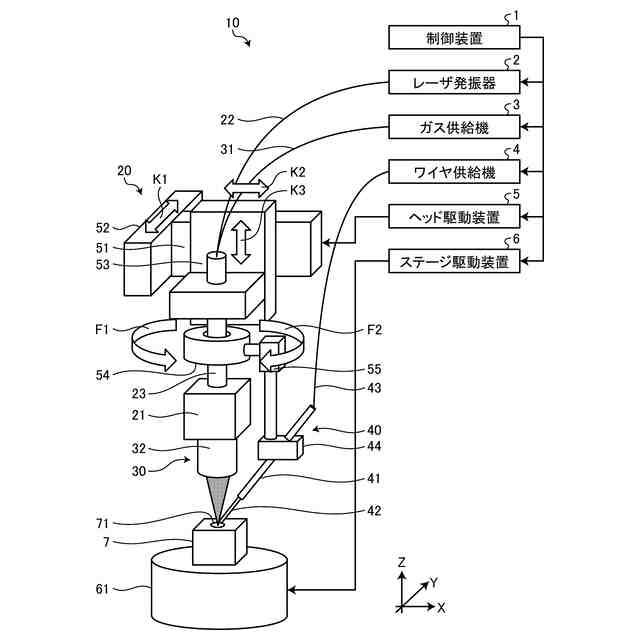
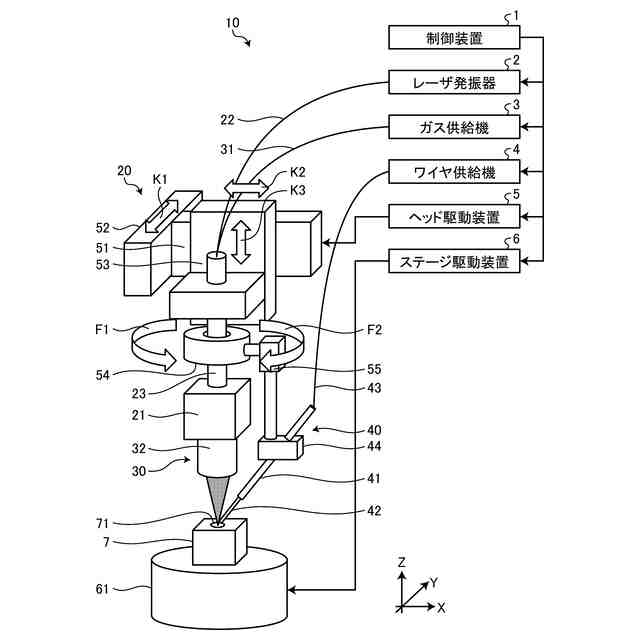
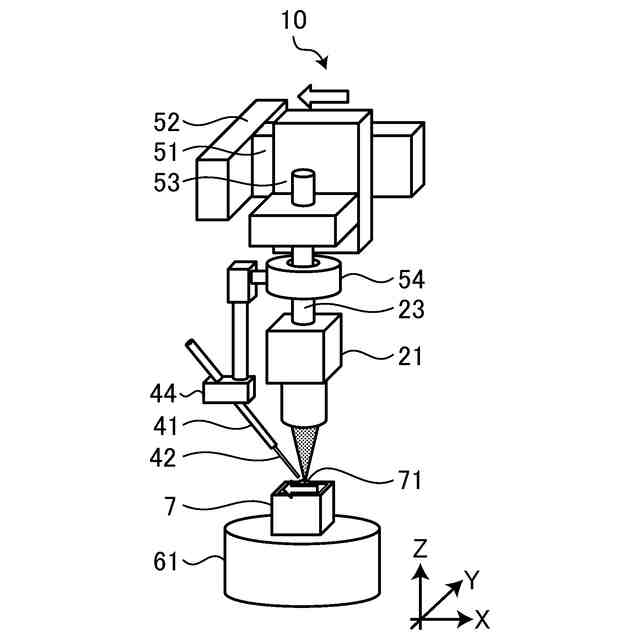
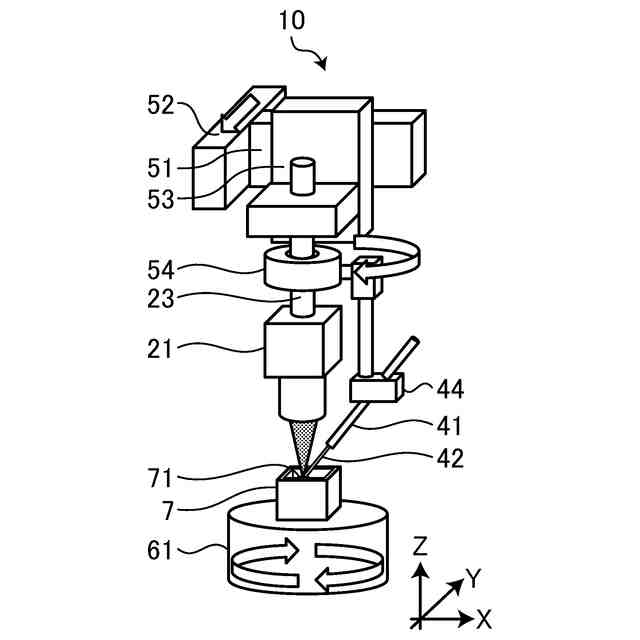
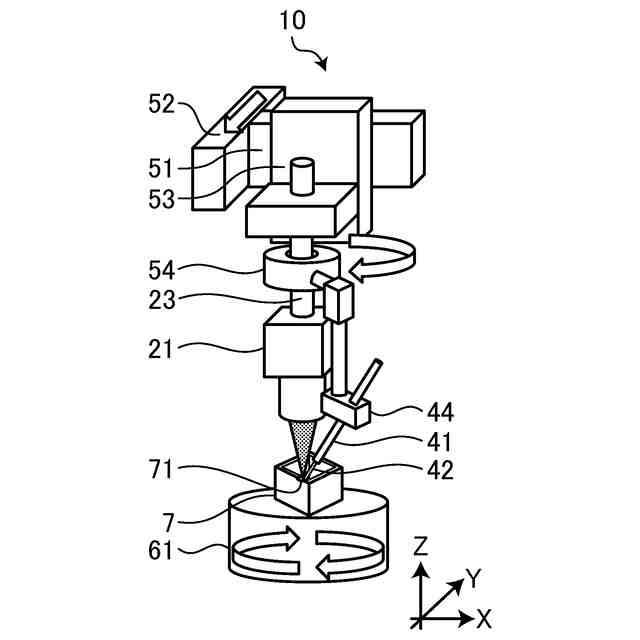
【解決手段】金属積層造形装置10は、照射ヘッド21からレーザビームを造形物7に照射しながら、ワイヤノズル41を介してワイヤ42を繰り出して肉盛溶接することにより三次元の造形物7を形成する。ワイヤノズル回転駆動部54は、ワイヤノズル41を照射ヘッド21の中心軸23回りに回転する。
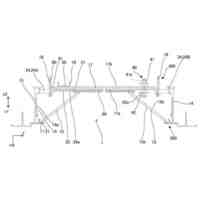
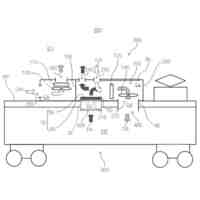
【選択図】図1
特許請求の範囲
【請求項1】
照射ヘッドからレーザビームを造形物に照射しながら、ワイヤノズルを介してワイヤを繰り出して肉盛溶接することにより三次元の前記造形物を形成する金属積層造形装置において、
前記ワイヤノズルを前記照射ヘッドの中心軸回りに回転する第1機構を備えた
ことを特徴とする金属積層造形装置。
続きを表示(約 820 文字)
【請求項2】
前記ワイヤが造形の進行方向の前側から供給されるよう、前記第1機構を回転駆動する制御装置を備える
ことを特徴とする請求項1に記載の金属積層造形装置。
【請求項3】
前記ワイヤを前記ワイヤノズルに供給するワイヤ供給機を備え、
前記第1機構は、前記ワイヤ供給機および前記ワイヤノズルを前記照射ヘッドの中心軸回りに回転する
ことを特徴とする請求項1に記載の金属積層造形装置。
【請求項4】
前記第1機構は、
前記ワイヤノズルを支持するワイヤノズル支持部と、
前記ワイヤノズル支持部を前記照射ヘッドの中心軸回りに回転駆動するワイヤノズル回転駆動部と、
を備え、
ワイヤ供給機に接続されるワイヤチューブは前記中心軸の上方から前記ワイヤノズル回転駆動部に入り、
前記ワイヤノズル支持部の内部構造を介して前記ワイヤノズルに接続されている
ことを特徴とする請求項1に記載の金属積層造形装置。
【請求項5】
前記ワイヤノズルの角度は、調整可能である
ことを特徴とする請求項1から4の何れか一つに記載の金属積層造形装置。
【請求項6】
造形方向を時計回りと反時計回りとに交互に変えながら一層ずつ積層するよう制御する制御装置を備える
ことを特徴とする請求項1または2に記載の金属積層造形装置。
【請求項7】
照射ヘッドからレーザビームを造形物に照射しながら、ワイヤノズルを介してワイヤを繰り出して肉盛溶接することにより三次元の前記造形物を形成する金属積層造形方法において、
前記ワイヤが造形の進行方向の前側から供給されるよう、前記照射ヘッドの移動方向に応じて前記ワイヤノズルを前記照射ヘッドの中心軸回りに回転する
ことを特徴とする金属積層造形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザビームを用いた金属積層造形装置および金属積層造形方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
三次元造形物の造形方法として、付加製造(Additive Manufacturing:AM)による金属積層造形という方法がある。特許文献1には、レーザビームを造形物に照射しながら金属材料(粉末またはワイヤ)を熔融溜りに供給して肉盛溶接することにより、所望の三次元造形物を得る金属積層造形の方法が示されている。
【先行技術文献】
【特許文献】
【0003】
特表2020-530525号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
レーザを用いた金属積層造形装置において、所望の三次元造形物を得るためには、照射ヘッドは水平平面を自由に移動する必要がある。しかしながら、ワイヤの供給方向が造形する方向に関わらず固定であると、溶融池(熔融溜り)およびシールドガスを一定の状態に保つことが難しく、肉盛高さがばらつき、造形形状が安定しない問題があった。
【0005】
本開示は、上記に鑑みてなされたものであって、溶融池およびシールドガスを一定の状態に保ち、肉盛高さおよび造形形状を安定させることができる金属積層造形装置を得ることを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本開示の金属積層造形装置は、照射ヘッドからレーザビームを造形物に照射しながら、ワイヤノズルを介してワイヤを繰り出して肉盛溶接することにより三次元の造形物を形成する金属積層造形装置において、ワイヤノズルを照射ヘッドの中心軸回りに回転する第1機構を備えたことを特徴とする。
【発明の効果】
【0007】
本開示の金属積層造形装置によれば、溶融池およびシールドガスを一定の状態に保ち、肉盛高さおよび造形形状を安定させることができる、という効果を奏する。
【図面の簡単な説明】
【0008】
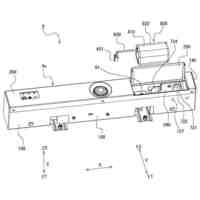
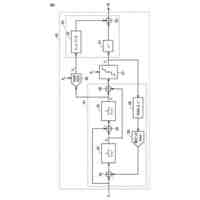
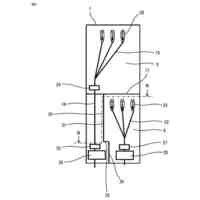
実施の形態1にかかる金属積層造形装置の構成を示す図
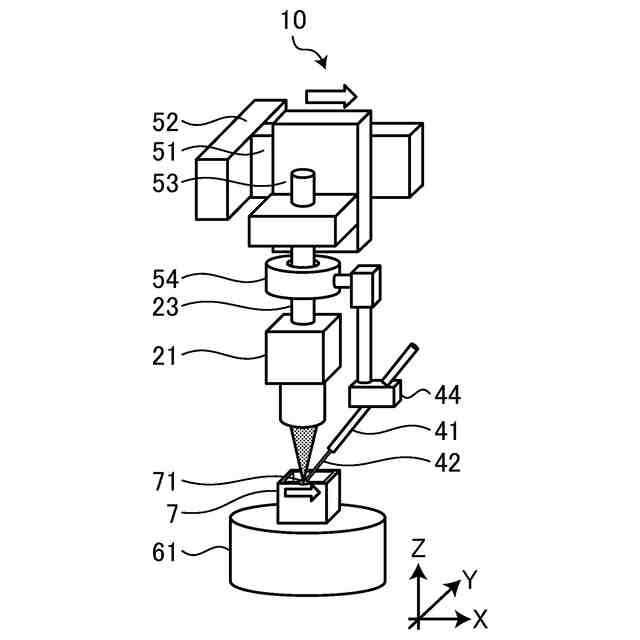
実施の形態1にかかる金属積層造形装置による三次元造形物の造形方法(その1)を説明するための図
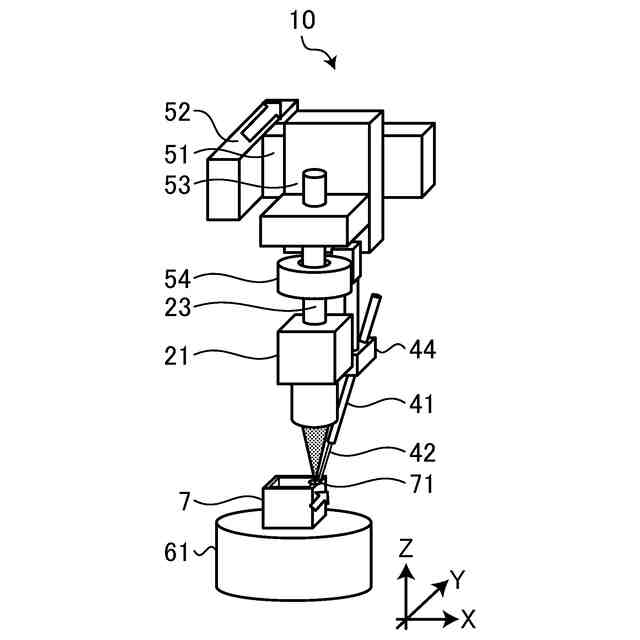
実施の形態1にかかる金属積層造形装置による三次元造形物の造形方法(その2)を説明するための図
実施の形態1にかかる金属積層造形装置による三次元造形物の造形方法(その3)を説明するための図
実施の形態1にかかる金属積層造形装置による三次元造形物の造形方法(その4)を説明するための図
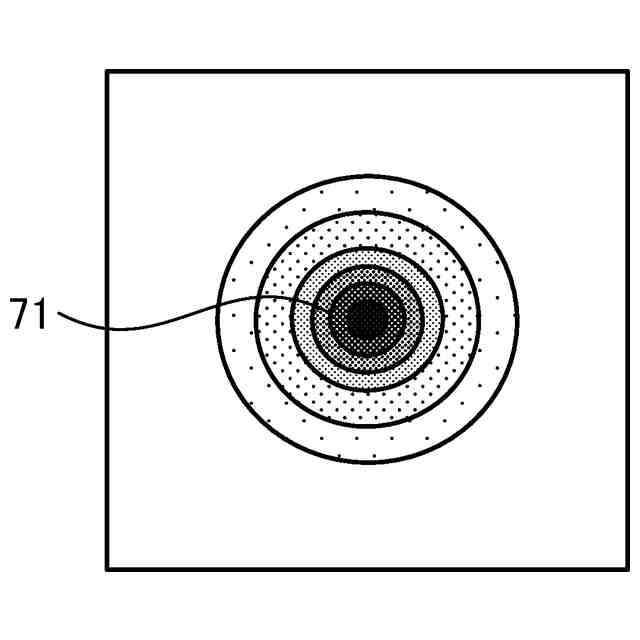
実施の形態1にかかる金属積層造形装置において、照射ヘッドが造形物に対して移動しない場合の造形物の温度分布を示す平面図
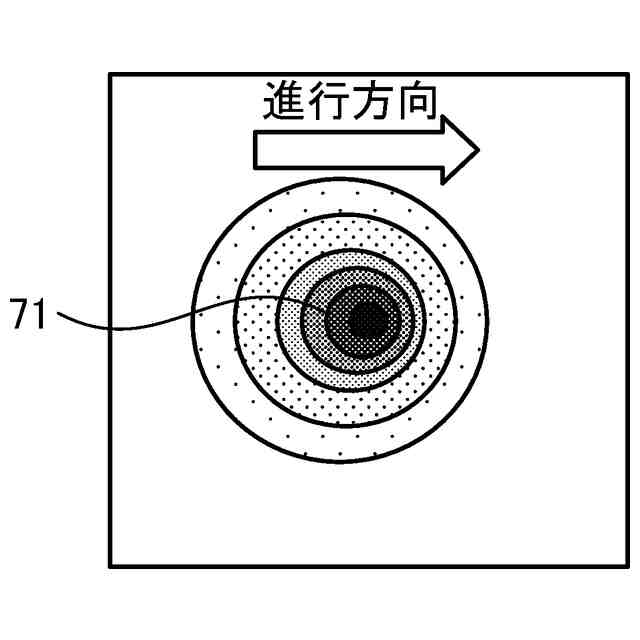
実施の形態1にかかる金属積層造形装置において、照射ヘッドが造形物に対して移動する場合の造形物の温度分布を示す平面図
実施の形態1にかかる金属積層造形装置による三次元造形物の他の造形方法(その1)を説明するための図
実施の形態1にかかる金属積層造形装置による三次元造形物の他の造形方法(その2)を説明するための図
実施の形態1にかかる金属積層造形装置による三次元造形物の他の造形方法(その3)を説明するための図
実施の形態1にかかる金属積層造形装置による三次元造形物の他の造形方法(その4)を説明するための図
実施の形態3にかかる金属積層造形装置の構成を示す図
実施の形態4にかかる金属積層造形装置の構成を示す図
実施の形態5にかかる金属積層造形装置の構成を示す図
【発明を実施するための形態】
【0009】
以下に、実施の形態にかかる金属積層造形装置および金属積層造形方法を図面に基づいて詳細に説明する。
【0010】
実施の形態1.
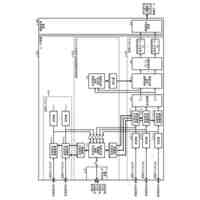
図1は、実施の形態1にかかる金属積層造形装置10の構成を示す図である。金属積層造形装置10は、レーザ発振器2と、レーザビーム照射装置20と、ワイヤ供給装置40と、ガス供給装置30と、ステージ61と、ヘッド駆動装置5と、ステージ駆動装置6と、制御装置1と、を備える。金属積層造形装置10は、ステージ61上の不図示の基材上に金属の材料を溶融させ、溶融した金属の層である造形層を積層させて造形物7を形成する。具体的には、金属積層造形装置10は、金属の材料であるワイヤ42を下地である被加工物の一部とともに溶融させて溶融池71を形成し、溶融池71を固化させたビードと呼ばれる造形層を被加工物に形成する。このように、金属の材料による造形層を被加工物上に堆積させて、造形層を被加工物の表面に形成し、造形物7を形成する。図1において、Z方向は鉛直方向であり、X方向およびY方向はZ方向に直交する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
照明器具
22日前
三菱電機株式会社
照明器具
22日前
三菱電機株式会社
照明装置
22日前
三菱電機株式会社
照明器具
23日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明器具
22日前
三菱電機株式会社
ΔΣ変調器
22日前
三菱電機株式会社
端子カバー
8日前
三菱電機株式会社
真空バルブ
22日前
三菱電機株式会社
回路遮断器
22日前
三菱電機株式会社
レーダ装置
1か月前
三菱電機株式会社
半導体装置
29日前
三菱電機株式会社
疑似窓照明
22日前
三菱電機株式会社
ホームドア
23日前
三菱電機株式会社
加熱調理器
8日前
三菱電機株式会社
食器洗浄機
23日前
三菱電機株式会社
車両制御装置
29日前
三菱電機株式会社
自動制御装置
17日前
三菱電機株式会社
電力変換装置
15日前
三菱電機株式会社
換気システム
16日前
三菱電機株式会社
車両制御装置
23日前
三菱電機株式会社
スイッチギヤ
17日前
三菱電機株式会社
アンテナ装置
9日前
三菱電機株式会社
床暖房パネル
22日前
三菱電機株式会社
誘導加熱調理器
9日前
三菱電機株式会社
保護リレー装置
8日前
三菱電機株式会社
車両用空調装置
29日前
三菱電機株式会社
誘導加熱調理器
8日前
三菱電機株式会社
電磁波発生装置
8日前
三菱電機株式会社
ガス絶縁開閉装置
29日前
三菱電機株式会社
換気送風システム
15日前
三菱電機株式会社
空調制御システム
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ