TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178639
公報種別
公開特許公報(A)
公開日
2024-12-25
出願番号
2023096928
出願日
2023-06-13
発明の名称
ワイヤボンディング装置およびワイヤボンディング方法
出願人
三菱電機株式会社
代理人
弁理士法人深見特許事務所
主分類
H01L
21/60 20060101AFI20241218BHJP(基本的電気素子)
要約
【課題】被接合部材を局所的に加熱しつつ、ワイヤが接合される被接合部材の部分の周囲にある部品と加熱ユニットとが干渉することを抑制可能なワイヤボンディング装置およびワイヤボンディング方法を提供する。
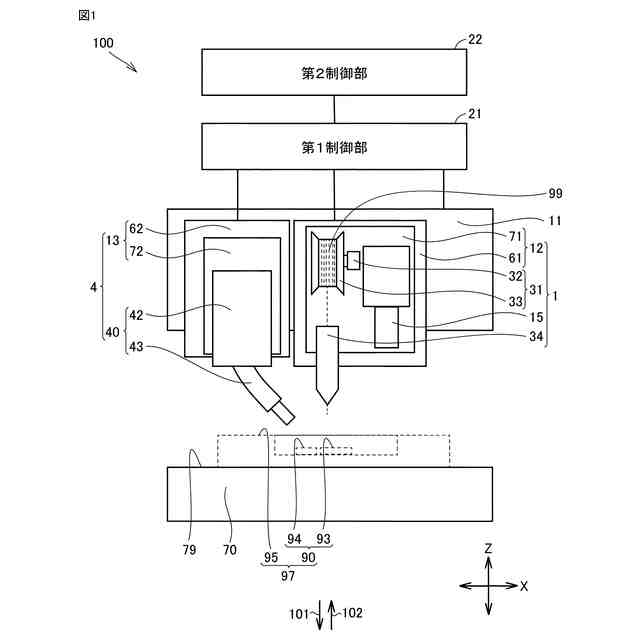
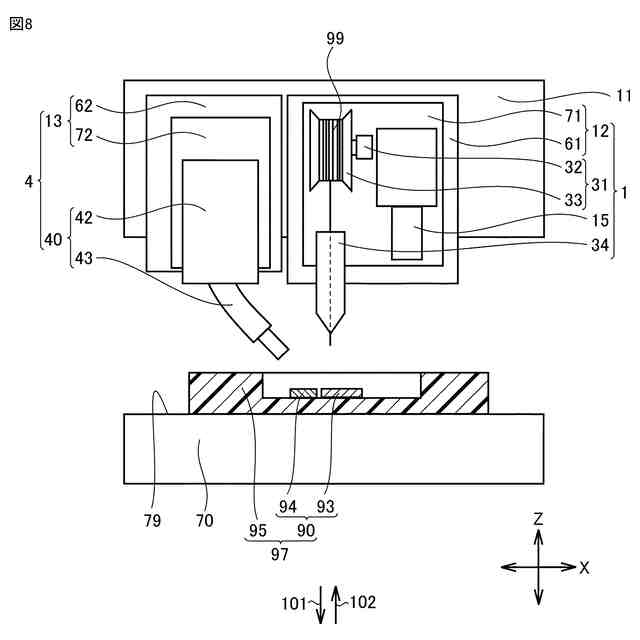
【解決手段】ワイヤボンディング装置100は、被接合部材90にワイヤ99を接合するワイヤボンディング装置100であって、ボンディングツール34と、ツール駆動部12と、加熱ユニット40と、加熱ユニット駆動部13とを備えている。ボンディングツール34は、ワイヤ99を支持する。ツール駆動部12は、ボンディングツール34を移動させる。加熱ユニット40は、ワイヤ99が接合される被接合部材90の部分に熱風を吹き付ける。加熱ユニット駆動部13は、加熱ユニット40をボンディングツール34とは独立して移動させる。
【選択図】図1
特許請求の範囲
【請求項1】
被接合部材にワイヤを接合するワイヤボンディング装置であって、
前記ワイヤを支持するボンディングツールと、
前記ボンディングツールを移動させるツール駆動部と、
前記ワイヤが接合される前記被接合部材の部分に熱風を吹き付ける加熱ユニットと、
前記加熱ユニットを前記ボンディングツールとは独立して移動させる加熱ユニット駆動部とを備える、ワイヤボンディング装置。
続きを表示(約 1,600 文字)
【請求項2】
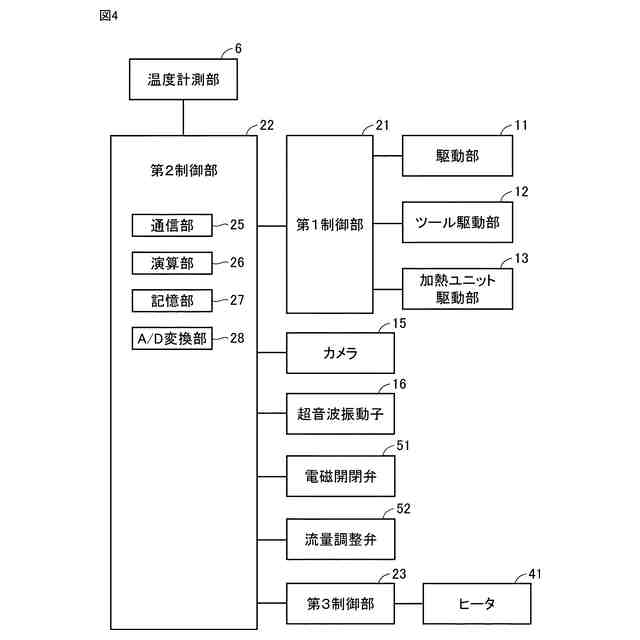
前記加熱ユニットの温度を測定する温度計測部と、
前記ツール駆動部および前記加熱ユニット駆動部の各々を制御する第1制御部とをさらに備え、
前記第1制御部は、前記温度計測部からの出力に基づいて前記ツール駆動部を制御可能である、請求項1に記載のワイヤボンディング装置。
【請求項3】
前記加熱ユニットは、
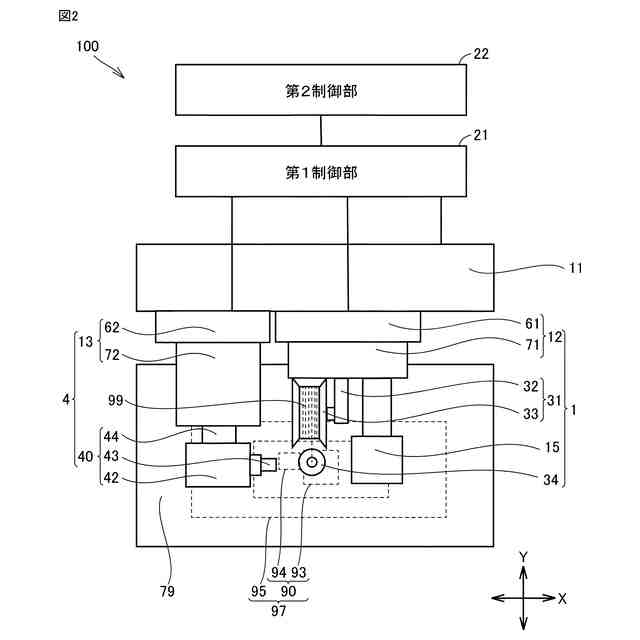
圧縮気体が流入するケースと、
前記ケースに取り囲まれており且つ前記圧縮気体を加熱することによって前記熱風を生成するヒータと、
前記ケースに接続されており且つ前記熱風を吹き出すノズルとを有しており、
前記温度計測部は、前記ノズルの温度を測定する、請求項2に記載のワイヤボンディング装置。
【請求項4】
前記ケースに流入する前記圧縮気体の流量を調節する制御弁部と、
前記制御弁部を制御する第2制御部と、
前記ヒータを制御する第3制御部とをさらに備える、請求項3に記載のワイヤボンディング装置。
【請求項5】
請求項1または請求項2に記載のワイヤボンディング装置を用いたワイヤボンディング方法であって、
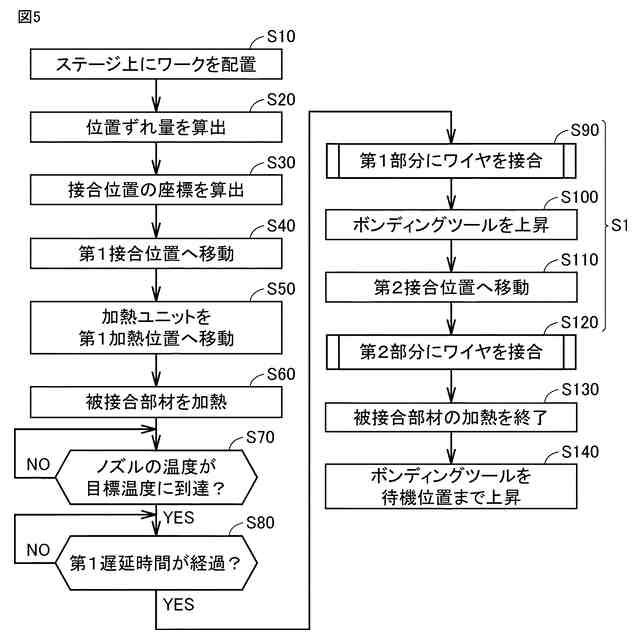
前記加熱ユニットから前記熱風を前記被接合部材に吹き付けることによって前記被接合部材を加熱する工程と、
加熱された前記被接合部材に前記ボンディングツールを用いて前記ワイヤを接合する工程とを備え、
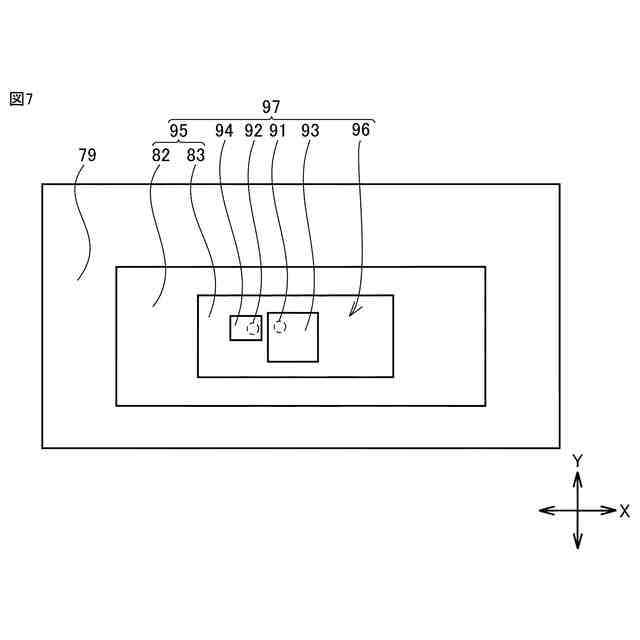
前記被接合部材は、第1部分と、前記ワイヤを介して前記第1部分と電気的に接続される第2部分とを有し、
前記加熱ユニットから前記熱風を前記被接合部材に吹き付けることによって前記被接合部材を加熱する工程において、前記加熱ユニットは、前記第1部分と前記第2部分とを含む領域に前記熱風を吹き付ける、ワイヤボンディング方法。
【請求項6】
前記加熱ユニットは、
圧縮気体が流入するケースと、
前記ケースに取り囲まれており且つ前記圧縮気体を加熱することによって前記熱風を生成するヒータと、
前記ケースに接続されており且つ前記熱風を吹き出すノズルとを有しており、
前記加熱された前記被接合部材に前記ボンディングツールを用いて前記ワイヤを接合する工程は、
前記ワイヤを前記第1部分に接合する工程と、
前記第1部分に接合された前記ワイヤを前記第2部分に接合する工程とを有し、
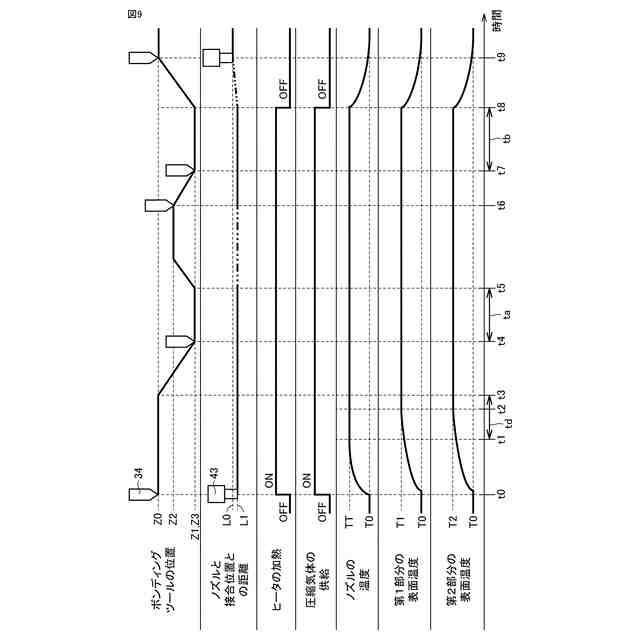
前記ワイヤを前記第1部分に接合する工程における前記ノズルと前記第1部分との間の距離を第1距離とし、前記第1部分に接合された前記ワイヤを前記第2部分に接合する工程における前記ノズルと前記第2部分との間の距離を第2距離とした場合、
前記第1距離と前記第2距離とが異なるように前記加熱ユニットを移動させることによって、前記ワイヤを前記第1部分に接合する工程における前記第1部分の表面温度と、前記第1部分に接合された前記ワイヤを前記第2部分に接合する工程における前記第2部分の表面温度とを調節する、請求項5に記載のワイヤボンディング方法。
【請求項7】
前記加熱ユニットから前記熱風を前記被接合部材に吹き付けることによって前記被接合部材を加熱する工程において、前記ノズルの温度が予め決められた目標温度に到達した後、前記加熱された前記被接合部材に前記ボンディングツールを用いて前記ワイヤを接合する工程が実施される、請求項6に記載のワイヤボンディング方法。
【請求項8】
前記加熱ユニットから前記熱風を前記被接合部材に吹き付けることによって前記被接合部材を加熱する工程において、前記ノズルの温度が前記目標温度に到達した後予め決められた遅延時間が経過してから、前記加熱された前記被接合部材に前記ボンディングツールを用いて前記ワイヤを接合する工程が実施される、請求項7に記載のワイヤボンディング方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワイヤボンディング装置およびワイヤボンディング方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
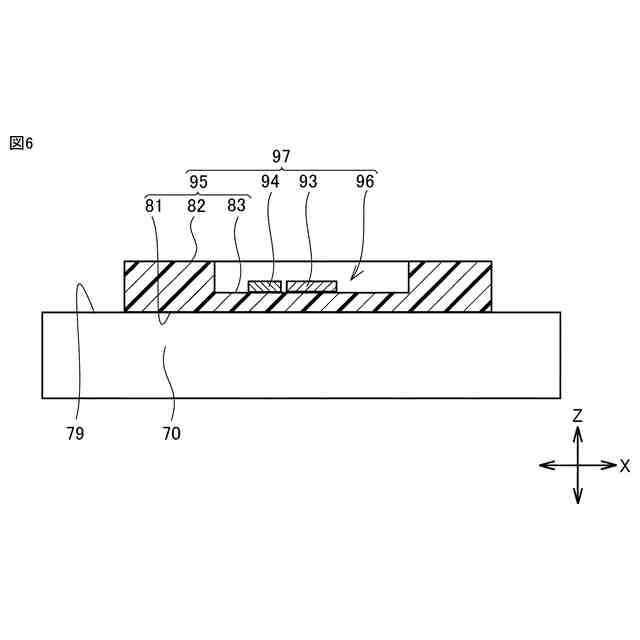
2つの部材を互いに電気的に接続する方法として、ワイヤを用いて接続する方法がある。当該方法は、ワイヤボンディングと称される。ワイヤが接続される部材(被接合部材)は、たとえば半導体チップ上に設けられている電極および半導体装置の外部端子であるリードなどである。ワイヤは、たとえば金、銀または銅によって構成されている。ワイヤボンディングにおいて、被接合部材を含むワークがステージ上に配置される。被接合部材が加熱される。加熱された被接合部材にワイヤを接触させつつ、ワイヤと被接合部材とに荷重および超音波振動が印加される。これによって、被接合部材にワイヤが接合される。
【0003】
被接合部材を加熱するために、ステージの内部に設けられているヒータが用いられることがある。しかしながら、当該ヒータを用いて被接合部材を加熱する場合、ワイヤが接合される被接合部材の部分だけでなく、ワークを構成する全ての部品が加熱される。従って、ワーク全体の熱容量が大きくなるにつれて、ボンディング前におけるワークの加熱およびボンディング後におけるワークの冷却に必要な時間が長くなる。結果として、ワイヤを接合するために必要な時間が長くなる。また、ワークのサイズが大きくなるにつれて、ボンディング前におけるワークの加熱およびボンディング後におけるワークの冷却に必要な時間が長くなる。結果として、ワイヤを接合するために必要な時間が長くなる。
【0004】
ワイヤボンディング装置の一例として、特開2013-135111号公報(特許文献1)には、加熱ユニットとして熱風ヒータを有するワイヤボンディング装置が記載されている。当該ワイヤボンディング装置によれば、熱風ヒータは、IC(Integrated Circuit)チップ、基板(リードフレーム)またはワイヤなどに、加熱された空気またはガスを供給する。これによって、ICチップ、基板またはワイヤなどが加熱される。
【先行技術文献】
【特許文献】
【0005】
特開2013-135111号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1に記載されているワイヤボンディング装置によれば、熱風ヒータは、ボンディングヘッドまたはボンディングアームと一体となって移動する。従って、熱風ヒータは、ボンディングツールから独立して移動することができない。結果として、たとえばワイヤが接合される被接合部材の部分の周囲に部品がある場合、ワイヤを被接合部材に接合する際に、当該部品と熱風ヒータとが干渉することがある。
【0007】
本開示は、上記に鑑みてなされたものであり、その目的は、被接合部材を局所的に加熱しつつ、ワイヤが接合される被接合部材の部分の周囲にある部品と加熱ユニットとが干渉することを抑制可能なワイヤボンディング装置およびワイヤボンディング方法を提供することである。
【課題を解決するための手段】
【0008】
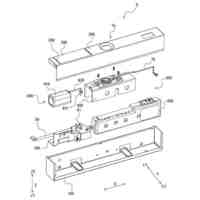
本開示に係るワイヤボンディング装置は、被接合部材にワイヤを接合するワイヤボンディング装置であって、ボンディングツールと、ツール駆動部と、加熱ユニットと、加熱ユニット駆動部とを備えている。ボンディングツールは、ワイヤを支持する。ツール駆動部は、ボンディングツールを移動させる。加熱ユニットは、ワイヤが接合される被接合部材の部分に熱風を吹き付ける。加熱ユニット駆動部は、加熱ユニットをボンディングツールとは独立して移動させる。
【発明の効果】
【0009】
本開示に係るワイヤボンディング装置によれば、加熱ユニット駆動部は、加熱ユニットをボンディングツールとは独立して移動させる。このため、ワイヤが接合される被接合部材の部分の周囲に部品が設けられている場合においても、加熱ユニットが当該部品に干渉しないように加熱ユニットを移動させることができる。これによって、ワイヤが接続される被接合部材の部分の周囲に設けられている部品と加熱ユニットとが干渉することを抑制可能なワイヤボンディング装置およびワイヤボンディング方法を提供することができる。
【図面の簡単な説明】
【0010】
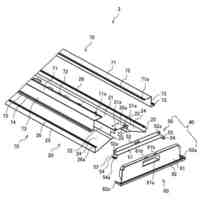
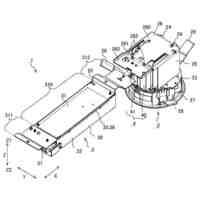
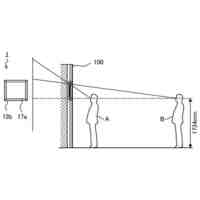
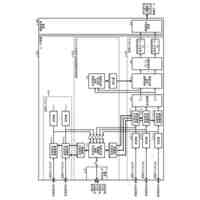
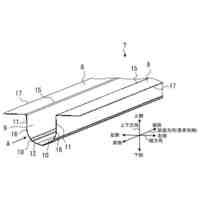
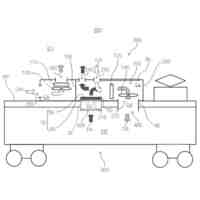
実施の形態1に係るワイヤボンディング装置の構成を示す正面模式図である。
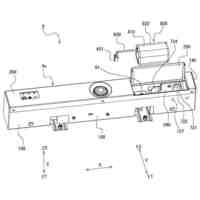
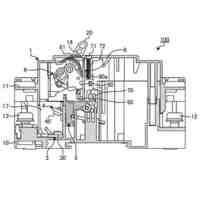
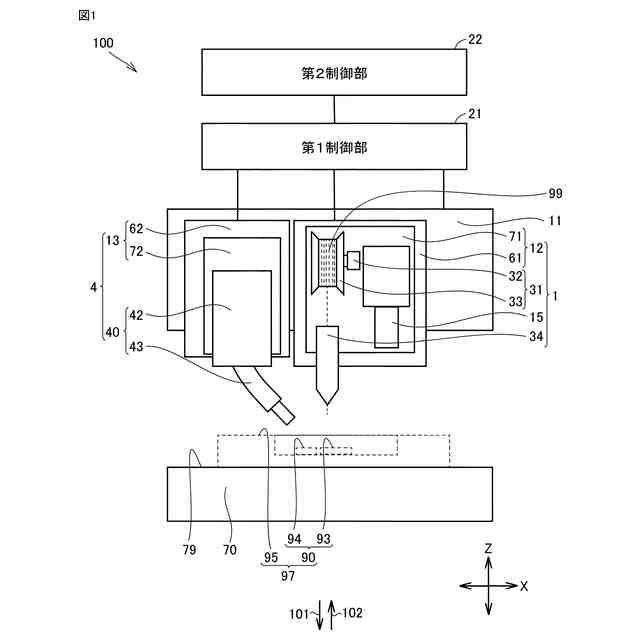
実施の形態1に係るワイヤボンディング装置の構成を示す平面模式図である。
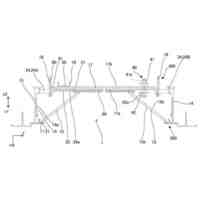
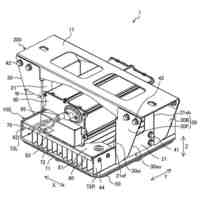
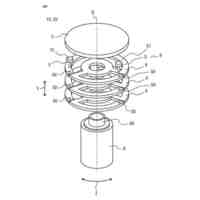
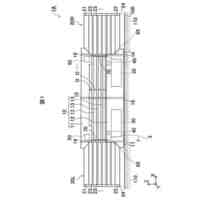
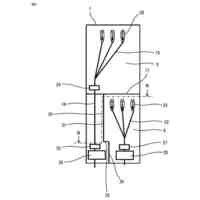
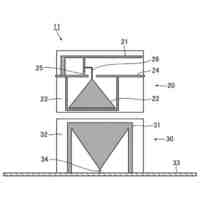
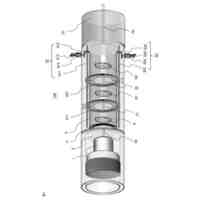
実施の形態1に係る加熱ユニットの構成を示す一部断面模式図である。
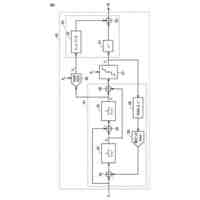
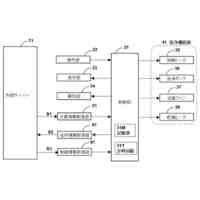
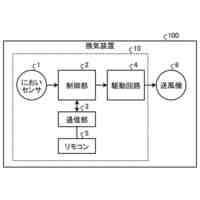
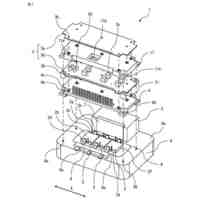
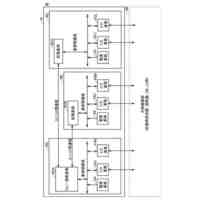
実施の形態1に係るワイヤボンディング装置の構成を示すブロック図である。
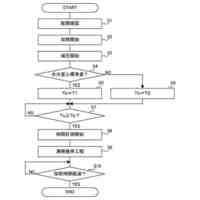
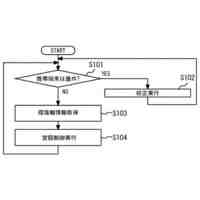
実施の形態1に係るワイヤボンディング方法を概略的に示すフロー図である。
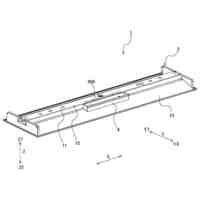
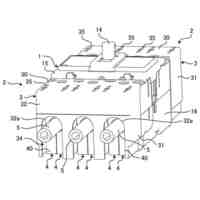
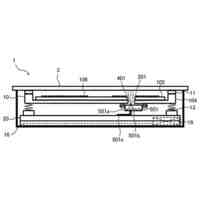
ステージ上にワークを配置する工程を示す断面模式図である。
ステージ上にワークを配置する工程を示す平面模式図である。
駆動部が第1接合位置へ移動する工程を示す一部断面模式図である。
実施の形態1に係るワイヤボンディング方法におけるワイヤボンディング装置の動作を示すタイミングチャートである。
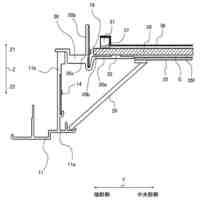
第1加熱位置において加熱ユニットが被接合部材を加熱する様子を示す模式図である。
第1部分にワイヤを接合する工程を概略的に示すフロー図である。
ワイヤおよび第1部分に荷重および超音波振動を印加する工程を示す一部断面模式図である。
第2部分にワイヤを接合する工程を概略的に示すフロー図である。
ワイヤおよび第2部分に荷重および超音波振動を印加する工程を示す一部断面模式図である。
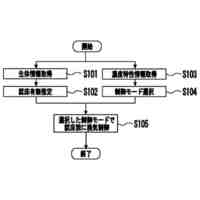
実施の形態2に係るワイヤボンディング方法を概略的に示すフロー図である。
第2加熱位置において加熱ユニットが被接合部材を加熱する様子を示す模式図である。
実施の形態2に係るワイヤボンディング方法におけるワイヤボンディング装置の動作を示すタイミングチャートである。
ノズルと第1部分との間の距離と第1部分の表面温度との関係を示す模式図である。
ノズルと第2部分との間の距離と第2部分の表面温度との関係を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明器具
22日前
三菱電機株式会社
照明器具
22日前
三菱電機株式会社
照明器具
23日前
三菱電機株式会社
照明装置
22日前
三菱電機株式会社
照明器具
22日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
照明装置
8日前
三菱電機株式会社
疑似窓照明
22日前
三菱電機株式会社
ΔΣ変調器
22日前
三菱電機株式会社
真空バルブ
22日前
三菱電機株式会社
回路遮断器
22日前
三菱電機株式会社
レーダ装置
1か月前
三菱電機株式会社
食器洗浄機
23日前
三菱電機株式会社
ホームドア
23日前
三菱電機株式会社
端子カバー
8日前
三菱電機株式会社
加熱調理器
8日前
三菱電機株式会社
半導体装置
29日前
三菱電機株式会社
車両制御装置
23日前
三菱電機株式会社
自動制御装置
17日前
三菱電機株式会社
スイッチギヤ
17日前
三菱電機株式会社
車両制御装置
29日前
三菱電機株式会社
換気システム
16日前
三菱電機株式会社
床暖房パネル
22日前
三菱電機株式会社
アンテナ装置
9日前
三菱電機株式会社
電力変換装置
15日前
三菱電機株式会社
誘導加熱調理器
9日前
三菱電機株式会社
電磁波発生装置
8日前
三菱電機株式会社
保護リレー装置
8日前
三菱電機株式会社
誘導加熱調理器
8日前
三菱電機株式会社
車両用空調装置
29日前
三菱電機株式会社
空調制御システム
22日前
三菱電機株式会社
ガス絶縁開閉装置
29日前
三菱電機株式会社
換気送風システム
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ