TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024166061
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2024005606
出願日
2024-01-17
発明の名称
平角線ステータの線自動挿入プロセス
出願人
躍科智能制造(无錫)有限公司
,
UPTEC Intelligent Manufacturing (Wuxi) Co., Ltd.
代理人
TRY国際弁理士法人
主分類
H02K
15/04 20060101AFI20241121BHJP(電力の発電,変換,配電)
要約
【課題】速い線挿入速度を有する平角線(断面が長方形に仕上げられた線の一種)ステータの線自動挿入プロセスを提供する。
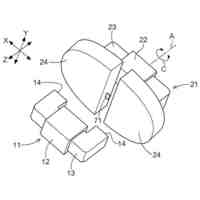
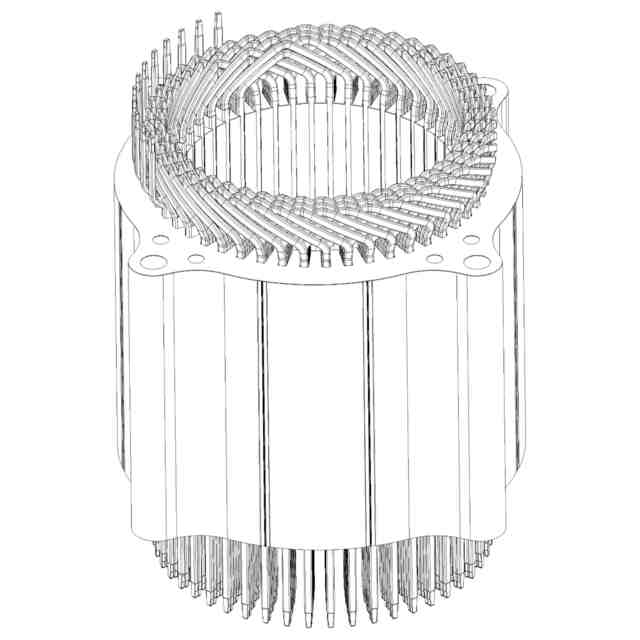
【解決手段】異なるステータ巻線構造の層数と溝数に基づいて、銅線を複数の線並べツールに順に並べるステップと、銅線が並べられた複数の線並べツールを線巻回機構まで順に送るステップと、線巻回機構が線並べツールに並べられた銅線を巻回アセンブリに順に巻回し、次に所定の巻線構造を形成するステップと、所定の巻線構造をステータの内部に移して挿入するステップとを含む。
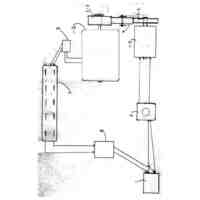
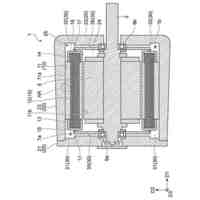
【選択図】図4
特許請求の範囲
【請求項1】
平角線ステータの線自動挿入プロセスであって、
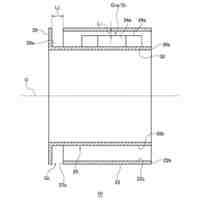
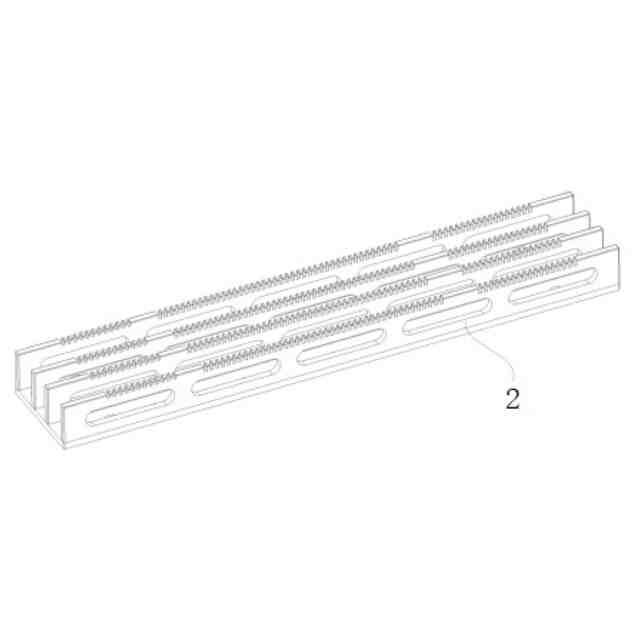
異なるステータ巻線構造の層数と溝数に基づいて、銅線を複数の線並べツール(2)に順に並べるステップS1と、
銅線が並べられた複数の線並べツール(2)を線巻回機構まで順に送るステップS2と、
線巻回機構が線並べツール(2)に並べられた銅線を巻回アセンブリに順に巻回し、次に所定の巻線構造を形成するステップS3と、
所定の巻線構造をステータの内部に移して挿入するステップS4と
を含む、ことを特徴とする平角線ステータの線自動挿入プロセス。
続きを表示(約 2,000 文字)
【請求項2】
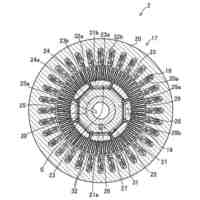
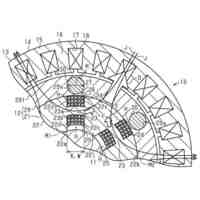
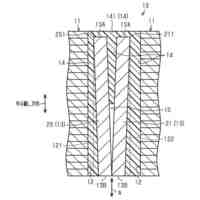
ステータ巻線が6層48溝である場合に、銅線の並べ方式は、以下のとおりであり、
S1:3つのA銅線と3つのB銅線を1回巻回された線並べツール(2)に右から左へ順に交互に並べ、A銅線の2つの直線セクションの間のスペーサが6つのコア溝であり、そのうちB銅線の2つの直線セクションの間のスペーサが4つのコア溝であり、
S2:36個のC銅線を1回巻回された線並べツール(2)に左から右への並べ順序で順に重ねて並べ、1回巻回された線並べツール(2)の線並べを完了させ、
S3:12個のD銅線を2回巻回された線並べツール(2)に右から左への並べ順序で順に重ねて並べ、D銅線の並べを完了させた後に36個のE銅線を2回巻回された線並べツール(2)に左から右への並べ順序で順に重ねて並べ、2回巻回された線並べツール(2)の線並べを完了させ、
S4:D銅線とE銅線の並べ方式に従って、F銅線とG銅線を3回巻回された線並べツール(2)に並べ、前記G銅線の数がC銅線の数と同じであり、
S5:12個のH銅線を3回巻回された線並べツール(2)に1つずつ並べ、3回巻回された線並べツール(2)の線並べを完了させる、
ことを特徴とする請求項1に記載の平角線ステータの線自動挿入プロセス。
【請求項3】
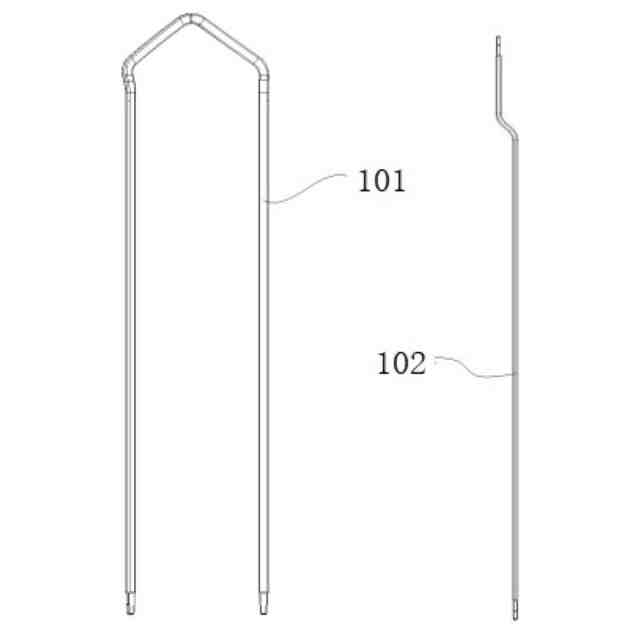
A銅線、B銅線、C銅線、D銅線、E銅線、F銅線とG銅線は、いずれもU字状ヘアピン銅線(101)であり、前記H銅線は、I字状銅線(102)である、ことを特徴とする請求項2に記載の平角線ステータの線自動挿入プロセス。
【請求項4】
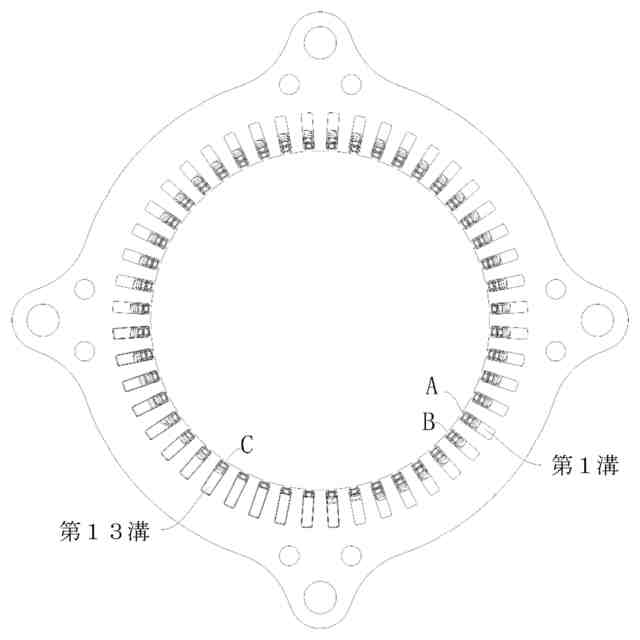
ステータ巻線が6層48溝である場合に、線巻回機構が1回巻回する時、前記A銅線は、ステータの第1層第1溝から巻回され且つ第1層第12溝に停止され、前記B銅線は、第1層第2溝から巻回され且つ第1層第11溝に停止され、且つA銅線とB銅線とは、重ならない、ことを特徴とする請求項3に記載の平角線ステータの線自動挿入プロセス。
【請求項5】
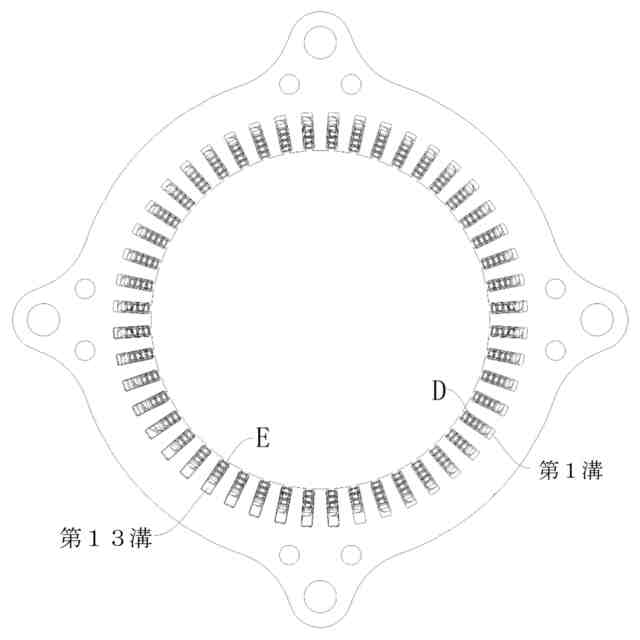
前記C銅線は、ステータの第1層第13溝から巻回され、第19溝-第48溝に位置するC銅線は、重なり、且つ重なったC銅線は、それぞれステータの第1層と第2層に位置し、第1溝-第6溝に位置するC銅線は、ステータの第2層に設置される、ことを特徴とする請求項4に記載の平角線ステータの線自動挿入プロセス。
【請求項6】
巻回機構が2回巻回する時、D銅線は、ステータの第3層第1溝から巻回され、第7溝-第12溝に位置するD銅線は、重なり、且つ重なったD銅線は、ステータの第2層と第3層に位置し、第13溝-第18溝に位置するD銅線は、ステータの第2層に設置される、
ことを特徴とする請求項5に記載の平角線ステータの線自動挿入プロセス。
【請求項7】
前記E銅線は、第3層第13溝から巻回され、第19溝-第48溝に位置するE銅線は、重なり、且つ重なったE銅線は、それぞれステータの第3層と第4層に位置し、第1溝-第6溝に位置するE銅線は、ステータの第4層に設置される、
ことを特徴とする請求項5に記載の平角線ステータの線自動挿入プロセス。
【請求項8】
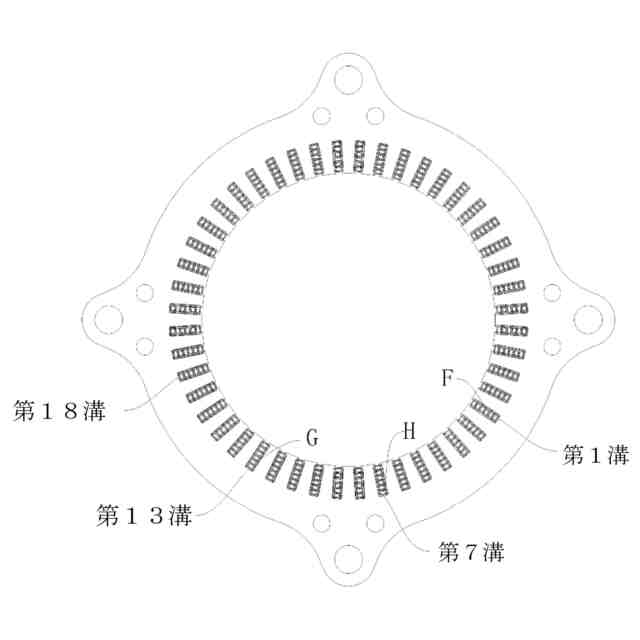
巻回機構が3回巻回する時、F銅線は、ステータの第5層第1溝から巻回され、第7溝-第12溝に位置するF銅線は、重なり、且つ重なったF銅線は、ステータの第4層と第5層に位置し、第13溝-第18溝に位置するF銅線は、ステータの第4層に設置される、こ
とを特徴とする請求項1に記載の平角線ステータの線自動挿入プロセス。
【請求項9】
前記G銅線は、第5層第13溝から巻回され、且つ第6層第6溝に停止され、第19溝-第48溝に位置するG銅線は、重なり、且つ重なったG銅線は、それぞれステータの第5層と第6層に位置し、第1溝-第6溝に位置するG銅線は、ステータの第6層に設置され、前記H銅線は、第6層第7溝から巻回され、且つ第6層第18溝に停止される、
ことを特徴とする請求項7に記載の平角線ステータの線自動挿入プロセス。
【請求項10】
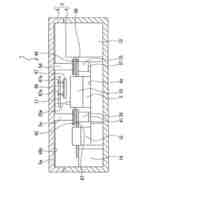
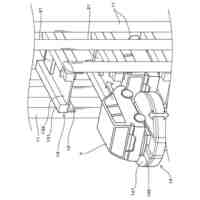
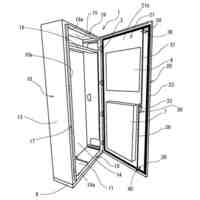
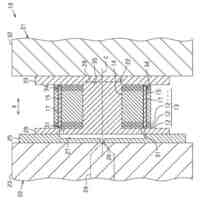
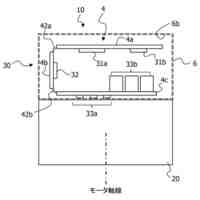
前記線巻回機構は、ステータ巻線装置に設置される、平角銅線を並べるための線並べツール(2)と、並べられた平角銅線を巻回するための巻回機構と、平角銅線搬送機構と、ツール搬送機構とを含み、
前記ツール搬送機構は、線並べツール(2)を巻回機構まで搬送するために用いられ、
前記平角銅線搬送機構は、巻回機構まで搬送された線並べツール(2)に並べられた平角銅線を巻回機構まで搬送して巻回するために用いられる、
ことを特徴とする請求項1に記載の平角線ステータの線自動挿入プロセス。
発明の詳細な説明
【技術分野】
【0001】
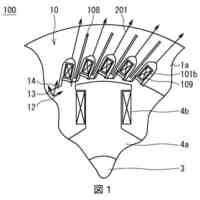
本発明は、ステータの線自動挿入の技術分野に属し、具体的に平角線ステータの線自動挿入プロセスに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
Hairpin永久磁気同期モータは、中国内の駆動モータ市場で徐々に大規模に応用されており、従来の巻線式モータに比べて、Hairpin銅線がフラットである特徴のため、同じ電力の下で、モータの体積がより小さく、電力効率がより高く、次世代の新エネルギー駆動モータの発展方向である。しかし、製造プロセスが複雑で、製品設計が難しいため、現在、中国市場ではまだ成熟した量産ラインがない。
【0003】
モータの生産過程で、異なる銅線をステータに挿入して、ステータ巻線を形成する必要があるが、銅線を挿入する時、多くの場合、線挿入装置でステータの線溝内に1つずつ挿入し、必要に応じてまず線並べツールにより銅線を並べることができず、巻回機構により巻回した後、一括して挿入し、それによって、銅線の線挿入速度が遅くなり、モータの生産効率に影響を与える。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の目的は、従来技術の欠陥を克服するために、速い線挿入速度を有する平角線(断面が長方形に仕上げられた線の一種)ステータの線自動挿入プロセスを提供することである。
【課題を解決するための手段】
【0005】
本発明の技術案は、以下のとおりである。
【0006】
平角線ステータの線自動挿入プロセスであって、
異なるステータ巻線構造の層数と溝数に基づいて、銅線を複数の線並べツールに順に並べるステップS1と、
銅線が並べられた複数の線並べツールを線巻回機構まで順に送るステップS2と、
線巻回機構が線並べツールに並べられた銅線を巻回アセンブリに順に巻回し、次に所定の巻線構造を形成するステップS3と、
所定の巻線構造をステータの内部に移して挿入するステップS4とを含む。
【0007】
さらに、ステータ巻線が6層48溝である場合に、銅線の並べ方式は、以下のとおりであり、
S1:3つのA銅線と3つのB銅線を1回巻回された線並べツールに右から左へ順に交互に並べ、A銅線の2つの直線セクションの間のスペーサが6つのコア溝であり、そのうちB銅線の2つの直線セクションの間のスペーサが4つのコア溝であり、
S2:36個のC銅線を1回巻回された線並べツールに左から右への並べ順序で順に重ねて並べ、1回巻回された線並べツールの線並べを完了させ、
S3:12個のD銅線を2回巻回された線並べツールに右から左への並べ順序で順に重ねて並べ、D銅線の並べを完了させた後に36個のE銅線を2回巻回された線並べツールに左から右への並べ順序で順に重ねて並べ、2回巻回された線並べツールの線並べを完了させ、
S4:D銅線とE銅線の並べ方式に従って、F銅線とG銅線を3回巻回された線並べツールに並べ、前記G銅線の数がC銅線の数と同じであり、
S5:12個のH銅線を3回巻回された線並べツールに1つずつ並べ、3回巻回された線並べツールの線並べを完了させる。
【0008】
さらに、A銅線、B銅線、C銅線、D銅線、E銅線、F銅線とG銅線は、いずれもU字状ヘアピン銅線であり、前記H銅線は、I字状銅線である。
【0009】
さらに、ステータ巻線が6層48溝である場合に、線巻回機構が1回巻回する時、前記A銅線は、ステータの第1層第1溝から巻回され且つ第1層第12溝に停止され、前記B銅線は、第1層第2溝から巻回され且つ第1層第11溝に停止され、且つA銅線とB銅線とは、重ならない。
【0010】
さらに、前記C銅線は、ステータの第1層第13溝から巻回され、第19溝-第48溝に位置するC銅線は、重なり、且つ重なったC銅線は、それぞれステータの第1層と第2層に位置し、第1溝-第6溝に位置するC銅線は、ステータの第2層に設置される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
赤道周回変圧器
6日前
株式会社ダイヘン
電源装置
13日前
株式会社ダイヘン
電源装置
13日前
カヤバ株式会社
モータ
13日前
個人
ゼロカーボン発電循環装置
13日前
西芝電機株式会社
回転電機
7日前
株式会社村田製作所
電力変換装置
5日前
株式会社ダイヘン
電源装置
14日前
個人
架台及び架台システム
6日前
株式会社辰巳菱機
電力供給システム
12日前
マツダ株式会社
モータ
7日前
マツダ株式会社
モータ
7日前
株式会社豊田自動織機
ロータ
6日前
富士電機株式会社
電力変換装置
13日前
株式会社ダイヘン
給電システム
14日前
日野自動車株式会社
電動機
20日前
株式会社豊田自動織機
誘導電動機
13日前
株式会社サタケ
制御盤の扉
13日前
富士電機株式会社
監視制御システム
今日
株式会社豊田自動織機
電力変換装置
12日前
ヤマハ発動機株式会社
電力変換装置
7日前
株式会社 神崎高級工機製作所
モータ
26日前
株式会社アイシン
給電システム
26日前
トヨタ紡織株式会社
回転電機のロータ
13日前
株式会社デンソー
電力変換装置
6日前
トヨタ紡織株式会社
ロータの製造方法
26日前
トヨタ自動車株式会社
モータの支持構造
14日前
国立大学法人東海国立大学機構
アクチュエータ
12日前
日立Astemo株式会社
電動駆動装置
12日前
マツダ株式会社
車両用駆動システム
7日前
株式会社豊田自動織機
ステータの製造方法
6日前
マツダ株式会社
車両用駆動システム
7日前
マツダ株式会社
車両用駆動システム
7日前
株式会社豊田自動織機
ステータ用のコイル
26日前
マツダ株式会社
車両用駆動システム
7日前
理想科学工業株式会社
駆動制御装置
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ