TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024158308
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023073417
出願日
2023-04-27
発明の名称
冷媒用ホースおよびその製造方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
F16L
11/08 20060101AFI20241031BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】補強コードの太径化を回避しつつ、5~7MPa程度のホース内圧が繰り返し作用しても実用可能な耐久性を確保できる冷媒用ホース及びその製造方法を提供する。
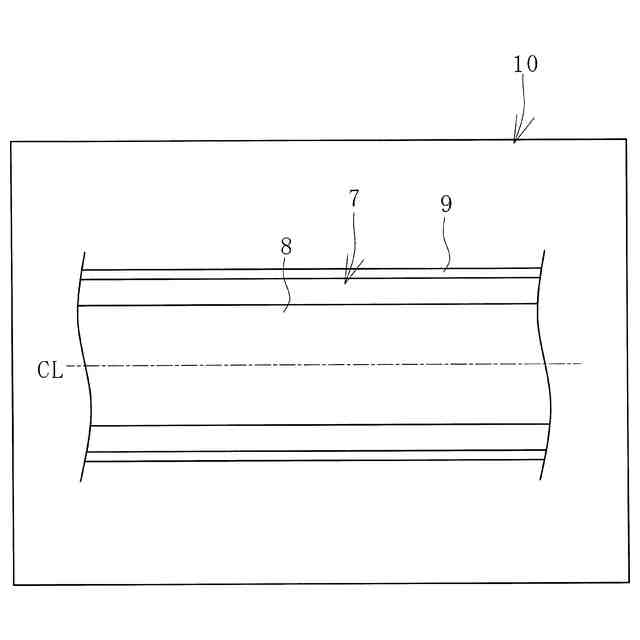
【解決手段】外径0.4mm以上0.6mm以下の繊維コード4を複数の仕様に異ならせて、各仕様の繊維コード4を使用したホース成形体のサンプル7の加硫後に、サンプル7から取り出した各繊維コード4の150℃での引張荷重と伸度との関係及び室温での切断強力を把握し、冷媒用ホース1の補強コード4に要求される150℃での1.3cN/dtex負荷時の伸度の規格値及び室温での切断強力の規格値と、把握している各繊維コード4の引張荷重と伸度との関係、室温での切断強力とに基づいて各規格値を満足する繊維コード4の仕様を決定し、決定した仕様の繊維コード4を補強コード4として使用したホース成形体7を加硫して冷媒用ホース1を製造する。
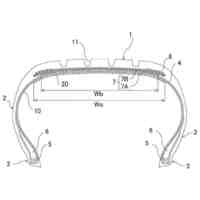
【選択図】図4
特許請求の範囲
【請求項1】
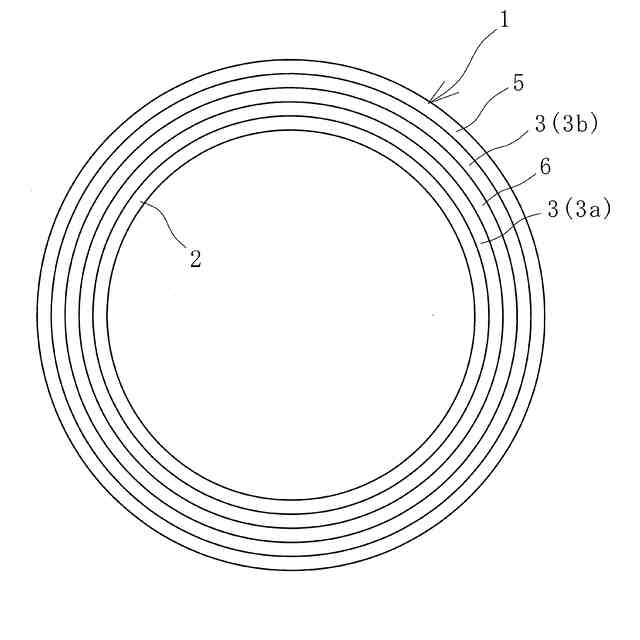
同軸上に積層されている内面層と外面層との間に補強コードからなる補強層が同軸上に積層されていて、車両に搭載されるエアコンデショナーの冷媒が流れる冷媒用ホースにおいて、
前記補強コードとして、外径が0.4mm以上0.6mm以下の繊維コードが使用されていて、前記ホースから取り出した前記補強コードを150℃の条件下で引張り試験を行った際の1.3cN/dtex負荷時の伸度が6.0%以下、かつ、室温の条件下で引張り試験を行った際の切断強力が220N以上である冷媒用ホース。
続きを表示(約 830 文字)
【請求項2】
前記ホースから取り出した前記補強コードを150℃の条件下で引張り試験を行った際の1.3cN/dtex負荷時の伸度が5.0%以下、かつ、室温の条件下で引張り試験を行った際の切断強力が260N以上である請求項1に記載の冷媒用ホース。
【請求項3】
前記補強層が、同軸上に積層されている第一補強層と第二補強層との2層構造であり、第一補強層がホース軸心に対して前記補強コードをスパイラル状に巻付けて形成されていて、第二補強層が前記補強コードを第一補強層の前記補強コードとは反対方向にスパイラル状に巻付けて形成されていて、第一補強層と第二補強層との間に中間ゴム層が介在している請求項1または2に記載に冷媒用ホース。
【請求項4】
内面層、補強コードからなる補強層、外面層を順次同軸上に積層してホース成形体を成形し、このホース成形体を加硫することにより、車両に搭載されるエアコンデショナーの冷媒が流れる冷媒用ホースを製造する冷媒用ホースの製造方法において、
外径が0.4mm以上0.6mm以下の繊維コードの仕様を複数に異ならせて、それぞれの仕様の前記繊維コードを使用して成形した前記ホース成形体のサンプルを加硫した後に、前記サンプルから取り出したそれぞれの前記繊維コードの引張り試験を150℃の条件下で行って、引張荷重と伸度との関係を予め把握しておき、かつ、それぞれの前記繊維コードの引張り試験を室温の条件下で行って、切断強力を把握しておき、
前記冷媒用ホースの前記補強コードに要求される150℃での1.3cN/dtex負荷時の伸度および室温での切断強力のそれぞれの規格値と、予め把握している前記関係および前記切断強力とに基づいて、それぞれの前記規格値を満足する加硫前の繊維コードの仕様を決定し、この決定した仕様の繊維コードを前記補強コードとして使用して前記ホース成形体を成形する冷媒用ホースの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷媒用ホースおよびその製造方法に関し、さらに詳しくは、車両に搭載されるエアコンデショナーの冷媒用ホースおよびその製造方法に関するものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
冷媒が流れる冷媒用ホースが種々提案されている(例えば、特許文献1参照)。冷媒用ホースには一般的に、内面層、補強コードからなる補強層、外面層が順次同軸上に積層された構造が採用されている。内面層、外面層、補強層のそれぞれの仕様は、冷媒用ホースに要求される性能に基づいて適切に設定される。
【0003】
特許文献1では、冷蔵冷凍室に使用される冷媒用ホースが提案されている。特許文献1では、ホースの耐久性を向上させるために、補強層を形成する補強糸の20℃における1.6cN/dtex負荷時の中間伸度が特定されている。この補強糸は、ホースが製造される際に加硫工程を経ることになる。特許文献1のように加硫前の補強糸の特性を特定しても、加硫前と加硫後とでは補強糸の特性が変化するので、加硫後のホースでの補強糸の実際の特性は不明である。それ故、補強糸を意図するように機能させて要求される性能を満足するホースを得るには不確実性が高くなる。また、冷凍冷蔵室に使用される冷媒用ホースと、車両に搭載されるエアコンデショナーに使用される冷媒用ホースとでは要求される性能が異なる(特許文献1の段落0005)。
【0004】
車両に搭載されるエアコンデショナーの冷媒用ホースでは、5MPa~7MPa程度のホース内圧が繰り返し作用することがある。ホースの耐圧性を向上させるために、補強コードを太径化するとホースの柔軟性が低下する。車両に搭載されるエアコンデショナーの冷媒用ホースは狭いスペースに配置されるので良好な柔軟性を有する必要がある。それ故、車両に搭載されるエアコンデショナーの冷媒用ホースについては、補強コードの太径化を回避しつつ、5MPa~7MPa程度のホース内圧が繰り返し作用しても十分な耐久性を確保するには改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
特開2022-99711号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、車両に搭載されるエアコンデショナーの冷媒用ホースに使用される補強コードの太径化を回避しつつ、5MPa~7MPa程度のホース内圧が繰り返し作用しても実用上十分な耐久性を確保できる冷媒用ホースおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため本発明の冷媒用ホースは、同軸上に積層されている内面層と外面層との間に補強コードからなる補強層が同軸上に積層されていて、車両に搭載されるエアコンデショナーの冷媒が流れる冷媒用ホースにおいて、前記補強コードとして、外径が0.4mm以上0.6mm以下の繊維コードが使用されていて、前記ホースから取り出した前記補強コードを150℃の条件下で引張り試験を行った際の1.3cN/dtex負荷時の伸度が6.0%以下、かつ、室温の条件下で引張り試験を行った際の切断強力が220N以上であることを特徴とする。
【0008】
本発明の冷媒用ホースの製造方法は、内面層、補強コードからなる補強層、外面層を順次同軸上に積層してホース成形体を成形し、このホース成形体を加硫することにより、車両に搭載されるエアコンデショナーの冷媒が流れる冷媒用ホースを製造する冷媒用ホースの製造方法において、外径が0.4mm以上0.6mm以下の繊維コードの仕様を複数に異ならせて、それぞれの仕様の前記繊維コードを使用して成形した前記ホース成形体のサンプルを加硫した後に、前記サンプルから取り出したそれぞれの前記繊維コードの引張り試験を150℃の条件下で行って、引張荷重と伸度との関係を予め把握しておき、かつ、それぞれの前記繊維コードの引張り試験を室温の条件下で行って、切断強力を把握しておき、前記冷媒用ホースの前記補強コードに要求される150℃での1.3cN/dtex負荷時の伸度および室温での切断強力のそれぞれの規格値と、予め把握している前記関係および前記切断強力とに基づいて、それぞれの前記規格値を満足する加硫前の繊維コードの仕様を決定し、この決定した仕様の繊維コードを前記補強コードとして使用して前記ホース成形体を成形することを特徴とする。
【発明の効果】
【0009】
本発明の冷媒用ホースによれば、外径が0.4mm以上0.6mm以下の繊維コードを補強コードとして使用することで、補強コードの太径化を回避できる。これに伴い、良好な柔軟性を有する冷媒用ホースが得られる。そして、加硫して製造されたホースから取り出した前記補強コードを150℃の条件下で引張り試験を行った際の1.3cN/dtex負荷時の伸度が6.0%以下、かつ、室温の条件下で引張り試験を行った際の切断強力が220N以上であるので、5MPa~7MPa程度のホース内圧が繰り返し作用しても実用上十分な耐久性を確保できる冷媒用ホースが得られる。
【0010】
本発明の冷媒用ホースの製造方法によれば、外径が0.4mm以上0.6mm以下の繊維コードを補強コードとして使用することで、補強コードの太径化を回避できる。そして、前記冷媒用ホースの前記補強コードに要求される150℃時の1.3cN/dtex負荷時の伸度および室温での切断強力のそれぞれの規格値と、予め把握している前記関係および前記切断強力とに基づいて、それぞれの前記規格値を満足する加硫前の繊維コードの仕様を決定する。それ故、それぞれの前記規格値を伸度6.0%以下、切断強力220N以上にすれば、加硫して製造されたホースから取り出した前記補強コードを150℃の条件下で引張り試験を行った際の1.3cN/dtex負荷時の伸度が6.0%以下、かつ、室温の条件下で引張り試験を行った際の切断強力が220N以上の特性を有する繊維コードの仕様を把握することができる。したがって、この把握した仕様の繊維コードを前記補強コードとして使用して成形した前記ホース成形体を加硫することで、5MPa~7MPa程度のホース内圧が繰り返し作用しても実用上十分な耐久性を確保できる冷媒用ホースを得ることが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
11日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
6日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
6日前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
10日前
横浜ゴム株式会社
タイヤ加硫用金型
1か月前
横浜ゴム株式会社
収容体付きタイヤ
1か月前
横浜ゴム株式会社
樹脂管の製造方法
1か月前
横浜ゴム株式会社
シール材付き樹脂管
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
横浜ゴム株式会社
ゴム組成物の製造方法
1か月前
横浜ゴム株式会社
グリーンタイヤ運搬台車
10日前
横浜ゴム株式会社
ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
チューブおよびその製造方法
26日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
10日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
10日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
27日前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
3日前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
3日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ