TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024149583
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2024124272,2020118486
出願日
2024-07-31,2020-07-09
発明の名称
摩擦攪拌点接合装置及び摩擦攪拌点接合方法
出願人
株式会社UACJ
,
川崎重工業株式会社
代理人
弁理士法人有古特許事務所
主分類
B23K
20/12 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
【課題】厚みの大きな被接合物を接合する場合に、接合時間の増加を抑制し得る、摩擦攪拌点接合装置を提供することを目的とする。
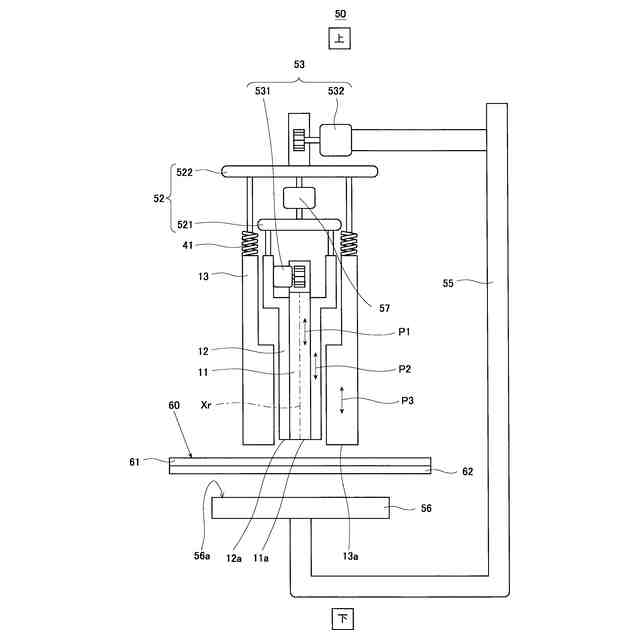
【解決手段】ピン部材11と、ショルダ部材12と、回転駆動器57と、進退駆動器53と、ピン部材11及びショルダ部材12が、第1回転数で回転した状態で、被接合物60を第1押圧力で押圧するように、回転駆動器57及び進退駆動器53を駆動させる(A)と、(A)を実行した後に、ショルダ部材12が、回転した状態で、その先端が第1位置に圧入されるように、回転駆動器57及び進退駆動器53を駆動させる(B)と、を実行する、制御器51と、を備え、第1位置が、被接合物60の表面60cから、当該被接合物60の厚みに対して46%以上の位置であり、ショルダ部材12は、第1位置に到達するまでの圧入速度が、一定速度となるように構成されている、摩擦攪拌点接合装置。
【選択図】図1
特許請求の範囲
【請求項1】
円柱状に形成されているピン部材と、
円筒状に形成され、前記ピン部材が内部に挿通されているショルダ部材と、
前記ピン部材及び前記ショルダ部材を、前記ピン部材の軸心に一致する軸線周りに回転させる回転駆動器と、
前記ピン部材及び前記ショルダ部材を、それぞれ前記軸線に沿って進退移動させる進退駆動器と、
制御器と、を備え、
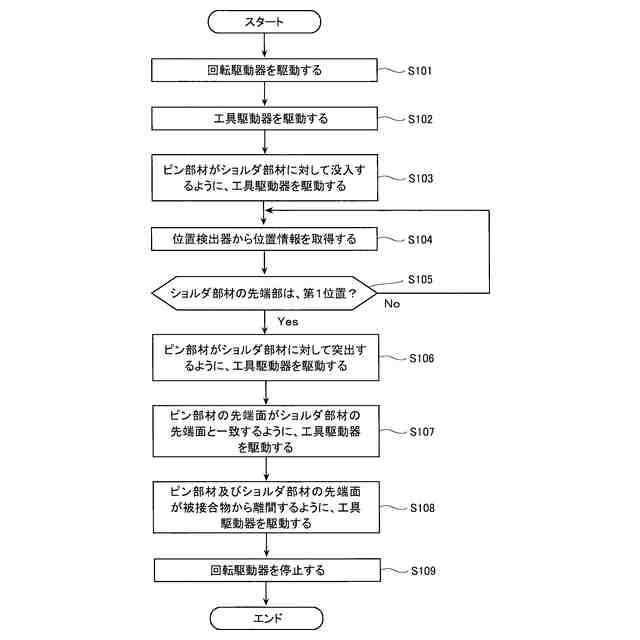
前記制御器は、前記ピン部材及び前記ショルダ部材が、予め設定されている所定の第1回転数で回転した状態で、被接合物を予め設定されている所定の第1押圧力で押圧するように、前記回転駆動器及び前記進退駆動器を駆動させる(A)と、
前記(A)を実行した後に、前記ショルダ部材が、回転した状態で、その先端が予め設定されている所定の第1位置まで圧入されるように、前記回転駆動器及び前記進退駆動器を駆動させる(B)と、を実行するように構成され、
前記第1位置が、前記被接合物の表面から、当該被接合物の厚みに対して46%以上の位置であり、
前記ショルダ部材の先端面が前記第1位置に到達するまでの圧入速度が一定となる大きさであり、
前記ショルダ部材は、前記第1位置に到達するまでの圧入速度が、一定速度となるように構成され、
前記第1位置が、実験により設定され、記憶されている、摩擦攪拌点接合装置。
続きを表示(約 1,300 文字)
【請求項2】
前記第1位置が、前記ショルダ部材の先端面が到達するまでの圧入速度が前記実験で一定である範囲で設定されている、請求項1に記載の摩擦攪拌点接合装置。
【請求項3】
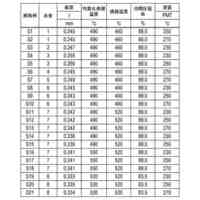
前記ショルダ部材は、前記第1押圧力で前記被接合物を押圧した場合に、先端面の面圧が200.71~254.65MPaとなるように構成されている、請求項1又は2に記載の摩擦攪拌点接合装置。
【請求項4】
前記ショルダ部材の先端面の面積が43.98mm
2
より小さい、請求項1から3のいずれかに記載の摩擦攪拌点接合装置。
【請求項5】
前記ショルダ部材の先端面の面積が35.34mm
2
以上である、請求項4に記載の摩擦攪拌点接合装置。
【請求項6】
前記第1位置は、前記被接合物の表面から、当該被接合物の厚みに対して100%以下の位置である、請求項1から5のいずれかに記載の摩擦攪拌点接合装置。
【請求項7】
円柱状に形成されているピン部材と、
円筒状に形成され、前記ピン部材が内部に挿通されているショルダ部材と、
前記ピン部材及び前記ショルダ部材を、前記ピン部材の軸心に一致する軸線周りに回転させる回転駆動器と、
前記ピン部材及び前記ショルダ部材を、それぞれ前記軸線に沿って進退移動させる進退駆動器と、
制御器と、を備え、
前記制御器は、前記ピン部材及び前記ショルダ部材が、予め設定されている所定の第1回転数で回転した状態で、被接合物を予め設定されている所定の第1押圧力で押圧するように、前記回転駆動器及び前記進退駆動器を駆動させる(A)と、
前記(A)を実行した後に、前記ショルダ部材が、回転した状態で、その先端が予め設定されている所定の第1位置まで圧入されるように、前記回転駆動器及び前記進退駆動器を駆動させる(B)と、を実行するように構成され、
前記第1位置が、前記被接合物の表面から、当該被接合物の厚みに対して46%以上の位置であり、
前記ショルダ部材の先端面が前記第1位置に到達するまでの圧入速度が一定となる大きさであり、
前記ショルダ部材は、前記第1位置に到達するまでの圧入速度が、一定速度となるように構成され、
前記第1位置が、実験により設定され、記憶されている、摩擦攪拌点接合方法。
【請求項8】
前記第1位置が、前記ショルダ部材の先端面が到達するまでの圧入速度が前記実験で一定である範囲で設定されている、請求項7に記載の摩擦攪拌点接合方法。
【請求項9】
前記ショルダ部材は、前記第1押圧力で前記被接合物を押圧した場合に、先端面の面圧が200.71~254.65MPaとなるように構成されている、請求項7又は8に記載の摩擦攪拌点接合方法。
【請求項10】
前記ショルダ部材の先端面の面積が43.98mm
2
より小さい、請求項7から9のいずれかに記載の摩擦攪拌点接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、摩擦攪拌点接合装置及び摩擦攪拌点接合方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
自動車、鉄道車両、航空機等の輸送機器においては、金属材料を連結するときには、抵抗スポット溶接又はリベット接合が用いられていた。しかしながら、近年では、摩擦熱を利用して金属材料を接合する方法(摩擦攪拌点接合方法)が注目されている(例えば、特許文献1参照)。
【0003】
特許文献1に開示されている摩擦攪拌点接合方法では、略円柱状のピン部材と、該ピン部材を内挿するための中空を有する略円筒状のショルダ部材と、が、被接合物を接合するために用いられていて、以下に示すように、ピン部材とショルダ部材(ツール)を作動(駆動)させる工具駆動部を制御している。
【0004】
すなわち、ピン部材の先端面の断面積をAp、ショルダ部材の先端面の断面積をAs、ピン部材が被接合物の表面から圧入したときの圧入深さをPp、ショルダ部材が被接合物の表面から圧入したときの圧入深さをPsとしたときに、Ap・Pp+As・Ps=Txで定義されるツール平均位置Txの絶対値を小さくするように、工具駆動部を制御している。
【0005】
これにより、接合条件に応じて好適な精度で良好な接合品質を実現し得るとともに、内部空洞欠陥の発生を防止または抑制することができる。
【先行技術文献】
【特許文献】
【0006】
特開2012-196682号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
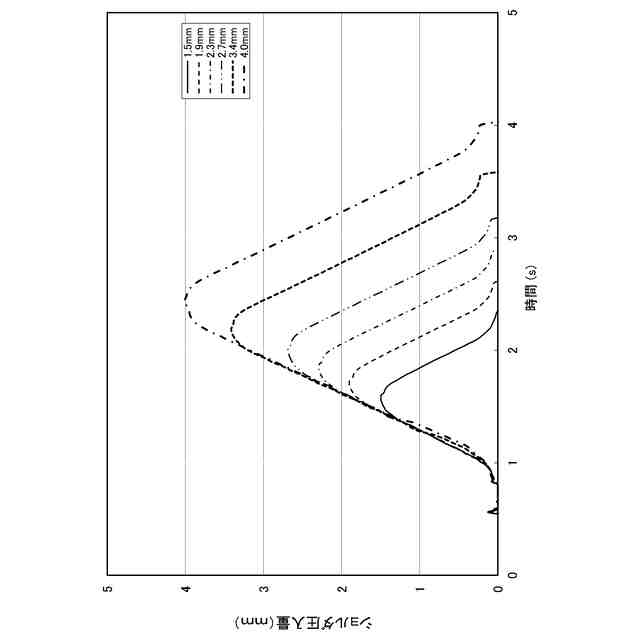
ところで、本発明者等は、上記特許文献1に開示されている摩擦攪拌点接合方法であっても、ショルダ部材の圧入深さを大きくすると、圧入速度が小さくなり、接合時間がかかる場合があることを見出し、本発明を想到した。
【0008】
本発明は、複動式の摩擦攪拌点接合装置において、厚みの大きな被接合物を接合する場合に、接合時間が増加することを抑制し得る、摩擦攪拌点接合装置及び摩擦攪拌点接合方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明に係る摩擦攪拌点接合装置は、円柱状に形成されているピン部材と、円筒状に形成され、前記ピン部材が内部に挿通されているショルダ部材と、前記ピン部材及び前記ショルダ部材を、前記ピン部材の軸心に一致する軸線周りに回転させる回転駆動器と、前記ピン部材及び前記ショルダ部材を、それぞれ前記軸線に沿って進退移動させる進退駆動器と、制御器と、を備え、前記制御器は、前記ピン部材及び前記ショルダ部材が、予め設定されている所定の第1回転数で回転した状態で、被接合物を予め設定されている所定の第1押圧力で押圧するように、前記回転駆動器及び前記進退駆動器を駆動させる(A)と、前記(A)を実行した後に、前記ショルダ部材が、回転した状態で、その先端が予め設定されている所定の第1位置まで圧入されるように、前記回転駆動器及び前記進退駆動器を駆動させる(B)と、を実行するように構成され、前記第1位置が、前記被接合物の表面から、当該被接合物の厚みに対して46%以上の位置であり、前記ショルダ部材は、前記第1位置に到達するまでの圧入速度が、一定速度となるように構成されている。
【0010】
これにより、厚みの大きな被接合物を接合する場合であっても、ショルダ部材の圧入速度を一定にすることができ、接合時間が増加することを抑制し得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社UACJ
タブ用アルミニウム合金板
3日前
株式会社UACJ
タブ用アルミニウム合金板
3日前
株式会社UACJ
缶蓋用アルミニウム合金板
3日前
株式会社UACJ
缶蓋用アルミニウム合金板
3日前
株式会社UACJ
缶蓋用アルミニウム合金板
3日前
株式会社UACJ
缶蓋用アルミニウム合金板
3日前
株式会社UACJ
金属部材及びその製造方法
1か月前
株式会社UACJ
熱交換器コア及びその製造方法
8日前
株式会社UACJ
熱交換器コア及びその製造方法
8日前
株式会社UACJ
缶蓋用アルミニウム合金板の製造方法
3日前
株式会社UACJ
アルミニウム合金板、その製造方法及び熱交換器
16日前
株式会社UACJ
表面処理アルミニウム材、その製造方法及び半導体処理装置用部材
9日前
株式会社UACJ
摩擦攪拌点接合装置及び摩擦攪拌点接合方法
14日前
個人
面取り装置
1か月前
個人
作業用治具
2日前
個人
トーチノズル
1日前
日東精工株式会社
検査装置
7日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
21日前
トヨタ自動車株式会社
治具
1か月前
エンシュウ株式会社
工作機械
1日前
株式会社ダイヘン
スタッド溶接電源
23日前
株式会社MOLDINO
ドリル
2か月前
株式会社FUJI
ワーク置き台
28日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
インチング制御方法
15日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
21日前
株式会社不二越
エンドミル
1か月前
光精工株式会社
クーラントタンク
28日前
旭精工株式会社
シャフトブレーキ
21日前
古川精機株式会社
タッピングガイド
25日前
株式会社ムラタ溶研
剪断装置
1か月前
三和テッキ株式会社
レーザ付着物除去装置
23日前
津田駒工業株式会社
工作機械用の主軸装置
8日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ