TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024122002
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2023029292
出願日
2023-02-28
発明の名称
シェーピングブラダ組立体の製造方法および装置
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/26 20060101AFI20240902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サポートリングにシェーピングブラダをより簡便に組み付けることができるシェーピングブラダ組立体の製造方法および装置を提供する。
【解決手段】中心軸8を中心にして周方向に離間させた支持部3にサポートリング13を載置し、ブラダ14の第1ビード部15aを本体部16の長手方向中途の内周側に位置にするようにブラダ14を折り返した状態で、第2ビード部15bを上端にしてブラダ14をサポートリング13に外挿して第1ビード部15aをサポートリング13の上端に係合し、このサポートリング13を上方移動させて上下反転して、各支持部3の上端部に第2ビード部15bを外接させて保持し、各支持部3を中心軸8から放射状に離反させて第2ビード部15bを拡径した後、サポートリング13を下方移動させて本体部16の下方を折り返した後、第2ビード部15bを各支持部3の上端部から取外す。
【選択図】 図11
特許請求の範囲
【請求項1】
円筒状のサポートリングに円筒状のシェーピングブラダを外嵌して、前記サポートリングと前記シェーピングブラダとを組み付けるシェーピングブラダ組立体の製造方法において、
前記サポートリングをその筒軸方向を上下方向にして、周方向に離間した複数か所を支持部に載置し、前記シェーピングブラダの円筒状の本体部の一端に固定されている第1ビード部を前記本体部の長手方向中途の内周側に位置にするように前記シェーピングブラダを折り返した状態にして、前記本体部の他端に固定されている第2ビード部を上端にして前記シェーピングブラダを前記サポートリングに上側から外挿して前記第1ビード部を前記サポートリングの上端に係合し、
次いで、前記シェーピングブラダが外嵌された前記サポートリングを上方移動させて上下反転して、この状態で下方移動させることにより、それぞれの前記支持部の上端部に前記第2ビード部を外接させて前記サポートリングを立設状態に保持して、拡径機構を用いてそれぞれの前記支持部を前記第2ビード部の半径方向外側に放射状に移動させることにより前記第2ビード部を拡径し、
次いで、前記サポートリングの下端が前記第2ビード部よりも下方の所定位置になるまで前記サポートリングを下方移動させることにより、前記サポートリングの下端と前記第2ビード部の間の前記本体部を折り返した後、前記第2ビード部をそれぞれの前記支持部の上端部から取外して二重に折り重ねられている前記本体部の外周面に外嵌するシェーピングブラダ組立体の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
それぞれの前記支持部の上端部に切欠き状の係合部を設け、それぞれの前記支持部の上端部に前記第2ビード部を外接させる際には、それぞれの前記係合部に前記第2ビード部を係合する請求項1に記載のシェーピングブラダ組立体の製造方法。
【請求項3】
前記サポートリングが内周面の長手方向中途にフランジ部を有し、前記サポートリングの周方向に離間した複数か所を前記支持部に載置する際には、前記フランジ部をそれぞれの前記支持部の上端に載置する請求項1または2に記載のシェーピングブラダ組立体の製造方法。
【請求項4】
それぞれの前記支持部の長手方向中途の位置に、筒軸方向を上下方向にした前記サポートリングの半径方向外側に突出する受け部を設け、前記サポートリングの周方向に離間した複数か所を前記支持部に載置する際には、前記サポートリングの下端面をそれぞれの前記受け部に載置する請求項1または2に記載のシェーピングブラダ組立体の製造方法。
【請求項5】
円筒状のサポートリングに円筒状のシェーピングブラダが外嵌されて、前記サポートリングと前記シェーピングブラダとが組み付けられているシェーピングブラダ組立体の製造装置において、
立設されている中心軸と、前記中心軸を中心にして周方向に間隔をあけた複数か所に立設されている支持部と、前記中心軸に沿って上下移動する上下移動部と、前記上下移動部とそれぞれの前記支持部とを連結するリンクアームとを有し、
前記上下移動部の上下移動に伴って、それぞれの前記支持部が、連結された前記リンクアームを介して前記中心軸に対して近接および離反移動する構成にして、
前記中心軸を内挿するように前記サポートリングを下方移動させることで、前記サポートリングがそれぞれの前記支持部に載置されて、前記シェーピングブラダの外嵌作業が行われる前記サポートリングが保持され、かつ、前記シェーピングブラダが外嵌された前記サポートリングが上方移動されて上下反転した後に下方移動されることにより、前記サポートリングの下端から下方に突出している前記シェーピングブラダのビード部が、それぞれの前記支持部の上端部に外接されて前記サポートリングが立設状態に保持されて、それぞれの前記支持部を前記中心軸に対して放射状に離反移動させることにより、前記ビード部が拡径されて、この状態で、前記サポートリングの下端と拡径されている前記ビード部との間にある前記シェーピングブラダを介して、それぞれの前記支持部により前記サポートリングが下方移動可能に保持される構成にしたシェーピングブラダ組立体の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シェーピングブラダ組立体の製造方法および装置に関し、さらに詳しくは、サポートリングとシェーピングブラダとが一体化されたシェーピングブラダ組立体を製造する際に、サポートリングにシェーピングブラダをより簡便に組み付けることができるシェーピングブラダ組立体の製造方法および装置に関するものである。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
タイヤを製造する際に使用される成形ドラムには、ドラム外周面に配置された部材をタイヤビード周りでターンアップするためにシェーピングブラダが設置されている。このシェーピングブラダは円筒状のサポートリングに組み付けられている。シェーピングブラダを組み付ける際には、円筒状のシェーピングブラダを2回折り返して、一部分が三重に折り重なった状態でサポートリング(ブラダー取付治具)に外嵌めする必要がある(例えば、特許文献1の図7を参照)。そのため、シェーピングブラダをサポートリングに組み付けるには煩雑な作業が必要になる。
【0003】
特許文献1では、シェーピングブラダをブラダー取付治具に容易に組み付けるための装着装置が提案されている。この装着装置では、ドラム部に装着されたブラダの折り返し部の周方向に間隔をあけた4箇所を、ストリングに取付けられたクリップで把持する。次いで、支柱を伸長させてドラム部を上方移動させることで、ブラダをドラム部からブラダー取付治具に移動させて外嵌めする。次いで、支柱を収縮させてからクリップを折り返し部からブラダの外周部に付け替えて、支柱を再度伸長させることでブラダの外周部を外側に折り返して三重に折り重なった状態にする(段落0033~0037)。
【0004】
このようにクリップを頻繁に付け外しする作業が必要になるとともに、ブラダのクリップに把持された部分には傷が生じるリスクがある。また、内周径サイズが異なるシェーピングブラダをブラダー取付治具に装着するには、ドラムセグメントを構成するアタッチメントの付け外し作業が必要になる(図8参照)。それ故、サポートリングにシェーピングブラダをより簡便に組み付けるには改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
特開2022-139358号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、サポートリングにシェーピングブラダをより簡便に組み付けることができるシェーピングブラダ組立体の製造方法および装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため本発明のシェーピングブラダ組立体の製造方法は、円筒状のサポートリングに円筒状のシェーピングブラダを外嵌して、前記サポートリングと前記シェーピングブラダとを組み付けるシェーピングブラダ組立体の製造方法において、前記サポートリングをその筒軸方向を上下方向にして、周方向に離間した複数か所を支持部に載置し、前記シェーピングブラダの円筒状の本体部の一端にある第1ビード部を前記本体部の長手方向中途の内周側に位置にするように前記シェーピングブラダを折り返した状態にして、前記本体部の他端にある第2ビード部を上端にして前記シェーピングブラダを前記サポートリングに上側から外挿して前記第1ビード部を前記サポートリングの上端に係合し、次いで、前記シェーピングブラダが外嵌された前記サポートリングを上方移動させて上下反転して、この状態で下方移動させることにより、それぞれの前記支持部の上端部に前記第2ビード部を外接させて前記サポートリングを立設状態に保持して、拡径機構を用いてそれぞれの前記支持部を前記第2ビード部の半径方向外側に放射状に移動させることにより前記第2ビード部を拡径し、次いで、前記サポートリングの下端が前記第2ビード部よりも下方の所定位置になるまで前記サポートリングを下方移動させることにより、前記サポートリングの下端と前記第2ビード部の間の前記本体部を折り返した後、前記第2ビード部をそれぞれの前記支持部の上端部から取外して二重に折り重ねられている前記本体部の外周面に外嵌することを特徴とする。
【0008】
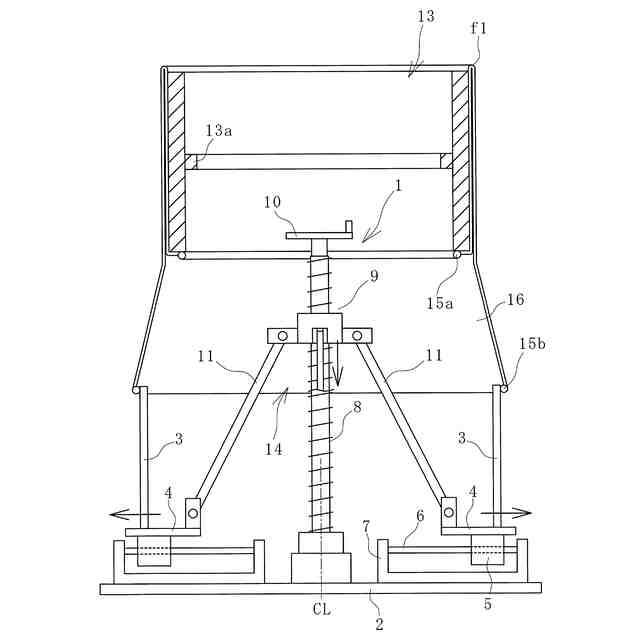
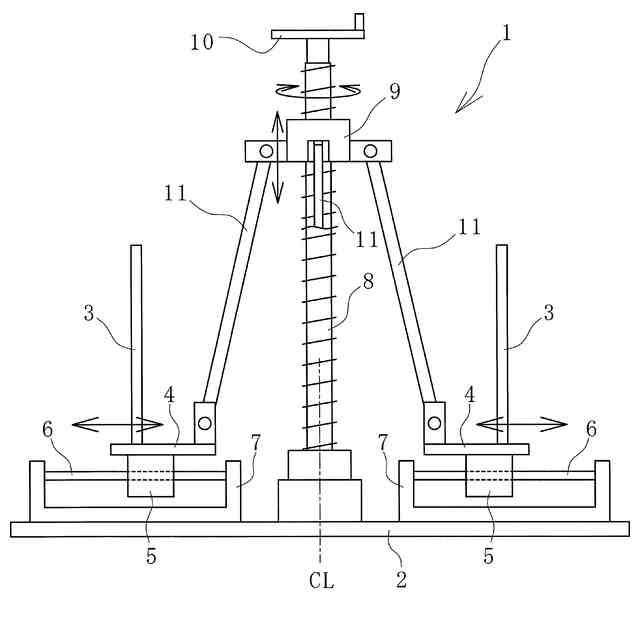
本発明のシェーピングブラダ組立体の製造装置は、円筒状のサポートリングに円筒状のシェーピングブラダが外嵌されて、前記サポートリングと前記シェーピングブラダとが組み付けられているシェーピングブラダ組立体の製造装置において、立設されている中心軸と、前記中心軸を中心にして周方向に間隔をあけた複数か所に立設されている支持部と、前記中心軸に沿って上下移動する上下移動部と、前記上下移動部とそれぞれの前記支持部とを連結するリンクアームとを有し、前記上下移動部の上下移動に伴って、それぞれの前記支持部が、連結された前記リンクアームを介して前記中心軸に対して近接および離反移動する構成にして、前記中心軸を内挿するように前記サポートリングを下方移動させることで、前記サポートリングがそれぞれの前記支持部に載置されて、前記シェーピングブラダの外嵌作業が行われる前記サポートリングが保持され、かつ、前記シェーピングブラダが外嵌された前記サポートリングが上方移動されて上下反転した後に下方移動されることにより、前記サポートリングの下端から下方に突出している前記シェーピングブラダのビード部が、それぞれの前記支持部の上端部に外接されて前記サポートリングが立設状態に保持されて、それぞれの前記支持部を前記中心軸に対して放射状に離反移動させることにより、前記ビード部が拡径されて、この状態で、前記サポートリングの下端と拡径されている前記ビード部との間にある前記シェーピングブラダを介して、それぞれの前記支持部により前記サポートリングが下方移動可能に保持される構成にしたことを特徴とする。
【発明の効果】
【0009】
本発明によれば、放射状に移動するそれぞれの前記支持部を、前記サポートリングの周方向に離間した複数か所を載置して支持する部材として機能させ、かつ、上下反転させた前記サポートリングの下端から下方に突出している前記シェーピングブラダの前記ビード部(第2ビード部)を保持するとともにこのビード部を拡径させる部材として機能させることで、必要な部材が簡素な構成になっている。そして、大きな力とスキルが必要になる前記ビード部材を均等に拡径させる工程では、それぞれの前記支持部を放射状に移動させる拡径機構を用いつつ、その他の組付け作業は単純な手作業で行うことができるので、サポートリングにシェーピングブラダをより簡便に組み付けることが可能になっている。また、内周径サイズが異なるシェーピングブラダを対応するサポートリングに組み付ける際には、そのシェーピングブラダやサポートリングに対するそれぞれの前記支持部の半径方向位置を調整するだけでよいので簡便に組み付けができる。
【図面の簡単な説明】
【0010】
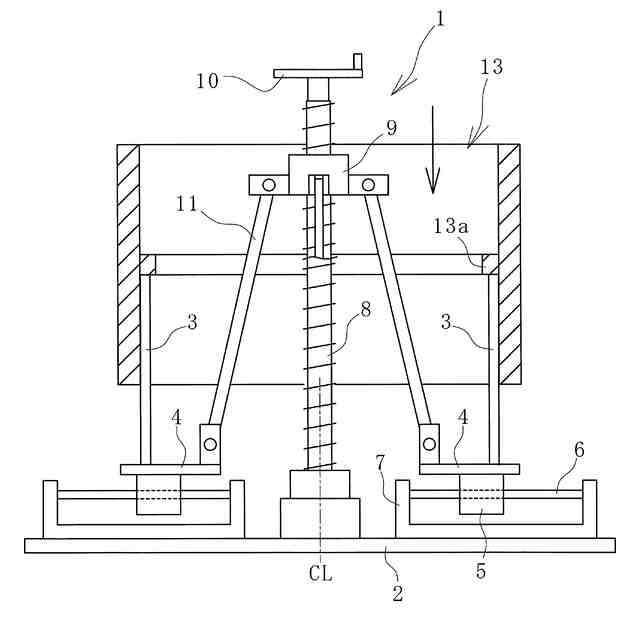
本発明のシェーピングブラダ組立体の製造装置の実施形態を平面視で例示する説明図である。
図1のA-A断面視で製造装置を例示する説明図である。
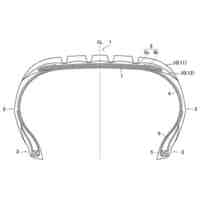
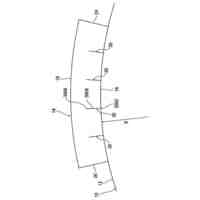
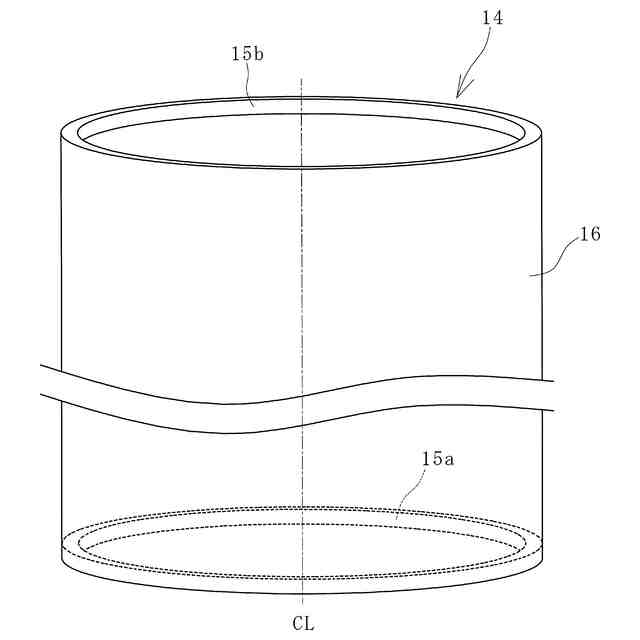
シェーピングブラダ組立体を縦断面視で例示する説明図である。
図3のB矢視でシェーピングブラダ組立体の一部を例示する説明図である。
シェーピングブラダを例示する斜視図である。
図2の支持部にサポートリングを載置した状態を例示する説明図である。
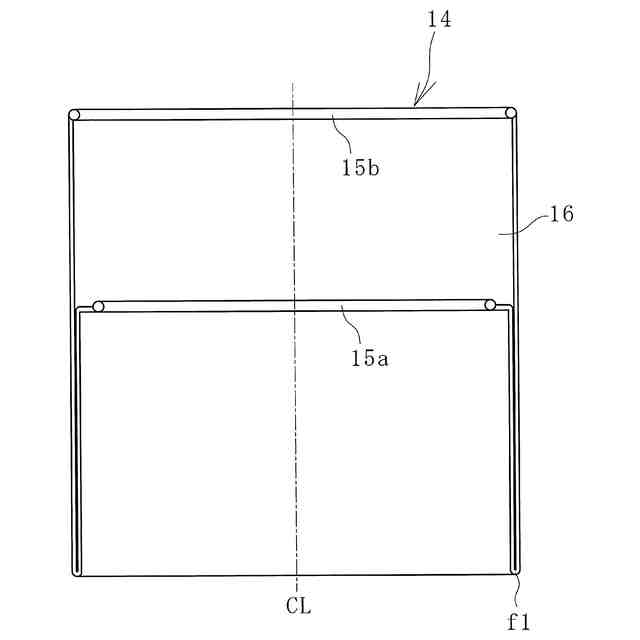
シェーピングブラダの本体部を二重に折り重ねた状態を縦断面視で例示する説明図である。
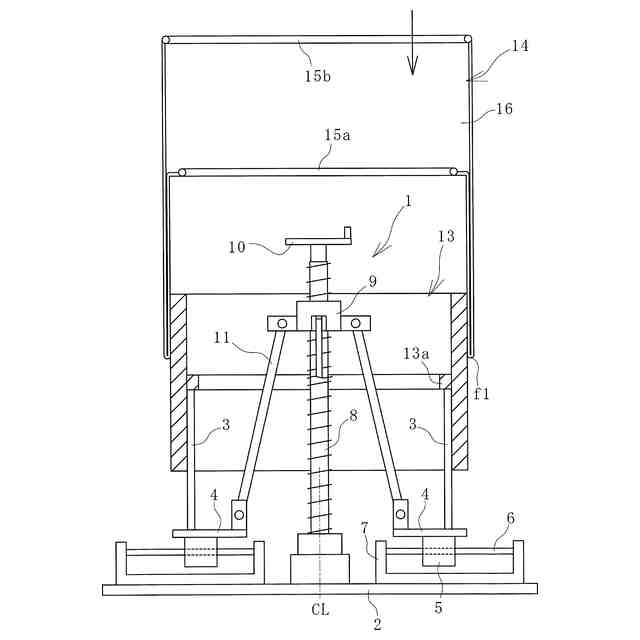
図6のサポートリングに図7の本体部の二重に折り重ねた部分を外嵌めする工程を例示する説明図である。
図8のサポートリングに本体部の二重に折り重ねた部分を外嵌めする工程が完了した状態を例示する説明図である。
図9のサポートリングおよびシェーピングブラダを上下反転して、シェーピングブラダの第2ビード部を支持部により保持した状態を例示する説明図である。
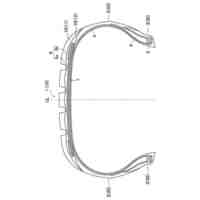
図10の第2ビード部を拡径している工程を例示する説明図である。
図11のサポートリングを下方移動させる工程を例示する説明図である。
図12のサポートリングを所定位置まで下方移動させた後に、それぞれの支持部から第2ビード部を本体部の二重に折り重ねた部分に外嵌した状態を例示する説明図である。
支持部の変形例を示す説明図である(図10の相当図)。
支持部の別の変形例を示す説明図である(図6の相当図)。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
14日前
横浜ゴム株式会社
タイヤ
14日前
横浜ゴム株式会社
空気入りタイヤ
14日前
横浜ゴム株式会社
空気入りタイヤ
14日前
横浜ゴム株式会社
タイヤ用積層体
29日前
横浜ゴム株式会社
タイヤ用積層体
29日前
横浜ゴム株式会社
水素輸送用ホース
28日前
横浜ゴム株式会社
タイヤ用ゴム組成物
1日前
横浜ゴム株式会社
ゴム組成物及び冬用タイヤ
29日前
横浜ゴム株式会社
アンダートレッド用ゴム組成物
21日前
横浜ゴム株式会社
アンダートレッド用ゴム組成物
21日前
横浜ゴム株式会社
インナーライナー用ゴム組成物
今日
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
冷媒用ホースおよびその製造方法
今日
横浜ゴム株式会社
タイヤの検査システム及び検査方法
8日前
横浜ゴム株式会社
タイヤ及びその摩耗状態の検知方法
14日前
横浜ゴム株式会社
マリンホースの監視システムおよび方法
21日前
横浜ゴム株式会社
水素輸送ホース用樹脂組成物および水素輸送ホース
1か月前
横浜ゴム株式会社
ゴムと金属との化合物の結晶粒の組成および構造の特定方法
2日前
横浜ゴム株式会社
水中音響材の被取り付け面への取り付け構造および水中音響材
今日
横浜ゴム株式会社
高分子材料の観察用検体の作製方法および高分子材料の観察方法
2日前
横浜ゴム株式会社
タイヤキャップトレッド用ゴム組成物およびそれを用いたタイヤ
1か月前
横浜ゴム株式会社
タイヤキャップトレッド用ゴム組成物およびそれを用いたタイヤ
1か月前
横浜ゴム株式会社
製造プロセスデータ処理装置、製造プロセスデータ処理方法及びプログラム
22日前
東レ株式会社
溶融紡糸設備
4か月前
東レ株式会社
プリプレグテープ
1か月前
津田駒工業株式会社
連続成形機
8か月前
個人
射出ミキシングノズル
29日前
株式会社日本製鋼所
押出機
1か月前
株式会社シロハチ
真空チャンバ
10日前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
一体化成形品の製造方法
2か月前
帝人株式会社
成形体の製造方法
4か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
三菱自動車工業株式会社
予熱装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ