TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024110496
公報種別
公開特許公報(A)
公開日
2024-08-16
出願番号
2023015079
出願日
2023-02-03
発明の名称
鋼製セグメント製造設備
出願人
テクノス株式会社
代理人
個人
主分類
E21D
11/14 20060101AFI20240808BHJP(地中もしくは岩石の削孔;採鉱)
要約
【課題】鋼製セグメント製造作業の作業性を良好にできる鋼製セグメント製造設備を提供する。
【解決手段】鋼製セグメントを製造するための本発明の鋼製セグメント製造設備1は、鋼製セグメントを把持するための把持手段2と、把持手段2を第1の回転中心線C1を回転中心として回転させる第1の回転体3と、第1の回転体3を回転可能に支持する第1の回転支持手段4と、把持手段2を第1の回転中心線C1と直交する第2の回転中心線C2を回転中心として回転させる第2の回転体5と、第2の回転体を回転可能に支持する第2の回転支持手段6と、を備えたことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
鋼製セグメントを製造するための鋼製セグメント製造設備であって、
鋼製セグメントを把持するための把持手段と、
把持手段を第1の回転中心線を回転中心として回転させる第1の回転体と、
第1の回転体を回転可能に支持する第1の回転支持手段と、
把持手段を第1の回転中心線と直交する第2の回転中心線を回転中心として回転させる第2の回転体と、
第2の回転体を回転可能に支持する第2の回転支持手段と、
を備えたことを特徴とする鋼製セグメント製造設備。
続きを表示(約 450 文字)
【請求項2】
第1の回転支持手段は、第1の回転体の回転抵抗調整手段を備え、
第2の回転支持手段は、第2の回転体の回転抵抗調整手段を備えたことを特徴とする請求項1に記載の鋼製セグメント製造設備。
【請求項3】
把持手段は、鋼製セグメントの主桁に形成されたリング間継手のための連結孔に連結されて鋼製セグメントを把持するための連結部を備えたことを特徴とする請求項1に記載の鋼製セグメント製造設備。
【請求項4】
移動手段と、移動手段選択手段とを備え、
移動手段は、
作業床上を一方向に移動可能なように設けられた一方向移動手段と、
作業床上を一方向と直交する他方向に移動可能なように設けられた他方向移動手段とを備え、
移動手段選択手段は、一方向移動手段及び他方向移動手段のうちの一方の移動手段を作業床から離して他方の移動手段のみによる移動を可能とすることを特徴とする請求項1乃至請求項3のいずれか一項に記載の鋼製セグメント製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、トンネルを掘削するシールド工法で用いられる鋼製セグメントを製造するための鋼製セグメント製造設備に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
従来、鋼材を製缶加工して構成される鋼製セグメントの製造設備が知られている。
鋼製セグメントの製造設備として、一対の回転ジグを備えた製造設備が知られている。即ち、仮組立後の鋼製セグメントの各継手板に一対の回転ジグをそれぞれ着脱可能に連結し、一対の回転ジグにより、鋼製セグメントを回転させながら、溶接や塗装などのセグメント製造作業を行う製造設備が知られている(特許文献1参照)。
鋼製セグメントのサイズや形状は、壁面が構築されるトンネルのサイズや形状に応じて様々である。
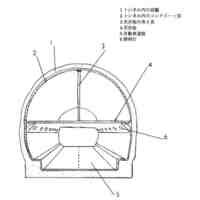
例えば、図10に示すように、シールドトンネルの1リングSRを構成する鋼製セグメントとして、A型セグメントSA、B型セグメントSB1、B型セグメントSB2、K型セグメントSKがある。
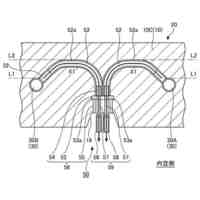
図11乃至図14に示すように、鋼製セグメントは、円弧形の板状に形成されて互いに対向する一対の主桁M,Mと、互いに対向する一対の継手板P,Pと、円弧状に湾曲する板面を有するように形成されたスキンプレートSとを備え、一対の主桁M,Mと一対の継手板P,Pとで形成された枠体の一方の開口がスキンプレートSで塞がれて、枠体の他方の開口がそのまま開口部Aに構成された筐体、言い換えれば、少なくとも、一対の主桁M,Mと一対の継手板P,PとスキンプレートSとで囲まれた湾曲凹部を有するように構成された筐体と、筐体の一対の主桁M,M間に設置される複数の縦リブV,V…とを備えた構成である。
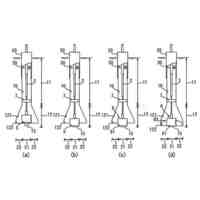
図11に示すように、A型セグメントSAは、主桁Mの板面と継手板Pの板面との成す角度が直角である一対の継手板P,Pを備えたセグメントである。
図12に示すように、B型セグメントSB1は、主桁Mの板面と継手板Pの板面との成す角度が直角である一方の継手板Pと、主桁Mの板面と継手板P1(P)の板面との成す角度が直角ではない他方の継手板P1(P)とを備えたセグメントである。
図13に示すように、B型セグメントSB2は、主桁Mの板面と継手板Pの板面との成す角度が直角である一方の継手板Pと、主桁Mの板面と継手板P2(P)の板面との成す角度が直角ではない他方の継手板P2(P)とを備えたセグメントである。
図14に示すように、K型セグメントSKは、主桁Mの板面と継手板P11(P)の板面との成す角度が直角ではない一方の継手板P11(P)と、主桁Mの板面と継手板P22(P)の板面との成す角度が直角ではない他方の継手板P22(P)とを備えたセグメントである。
尚、各鋼製セグメントの継手板Pには、セグメント間継手のための連結孔SHが形成されており、各鋼製セグメントの主桁Mには、リング間継手のための連結孔RHが形成されている。
【先行技術文献】
【特許文献】
【0003】
特許第6997353号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の鋼製セグメント製造設備における一対の回転ジグでは、各回転ジグに取付けられた鋼製セグメントが、各回転ジグの軸線を回転中心として回転するように構成されているだけである。
即ち、特許文献1の鋼製セグメント製造設備においては、鋼製セグメントは、各回転ジグの軸線を回転中心とした回転(一軸回転)のみ許容されている構成であるので、作業時に設定可能な鋼製セグメントの姿勢のバリエーションが少ない。
従って、鋼製セグメントの溶接などの鋼製セグメント製造作業において、作業性が悪く、品質不良等が生じ易いという課題があった。
本発明は、鋼製セグメント製造作業の作業性を良好にできる鋼製セグメント製造設備を提供するものである。
【課題を解決するための手段】
【0005】
本発明に係る鋼製セグメント製造設備は、鋼製セグメントを製造するための鋼製セグメント製造設備であって、鋼製セグメントを把持するための把持手段と、把持手段を第1の回転中心線を回転中心として回転させる第1の回転体と、第1の回転体を回転可能に支持する第1の回転支持手段と、把持手段を第1の回転中心線と直交する第2の回転中心線を回転中心として回転させる第2の回転体と、第2の回転体を回転可能に支持する第2の回転支持手段と、を備えたことを特徴とするので、鋼製セグメント製造作業の作業性を良好にできる鋼製セグメント製造設備を提供できるようになった。
また、第1の回転支持手段は、第1の回転体の回転抵抗調整手段を備え、第2の回転支持手段は、第2の回転体の回転抵抗調整手段を備えたことを特徴とするので、鋼製セグメントの姿勢を所望の姿勢に維持させることができるようになる。
また、把持手段は、鋼製セグメントの主桁に形成されたリング間継手のための連結孔に連結されて鋼製セグメントを把持するための連結部を備えたことを特徴とするので、鋼製セグメントを容易に把持することができる。
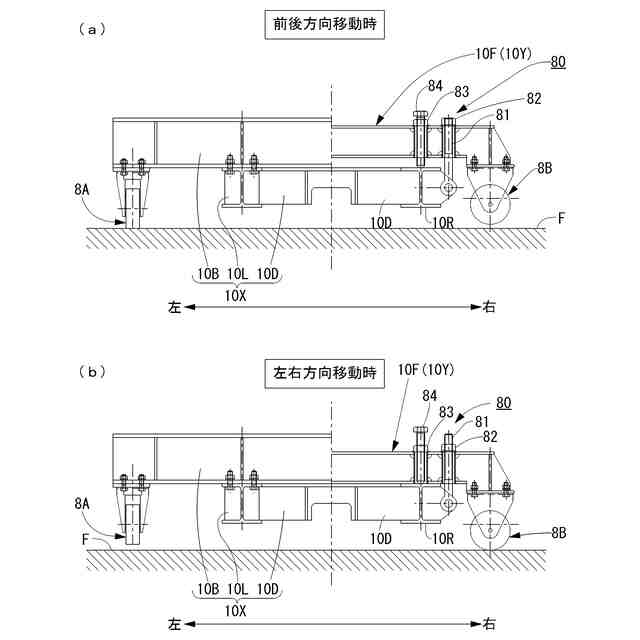
また、移動手段と、移動手段選択手段とを備え、移動手段は、作業床上を一方向に移動可能なように設けられた一方向移動手段と、作業床上を一方向と直交する他方向に移動可能なように設けられた他方向移動手段とを備え、移動手段選択手段は、一方向移動手段及び他方向移動手段のうちの一方の移動手段を作業床から離して他方の移動手段のみによる移動を可能とすることを特徴とするので、人力での方向転換が容易な鋼製セグメント製造設備を得ることができるようになった。
【図面の簡単な説明】
【0006】
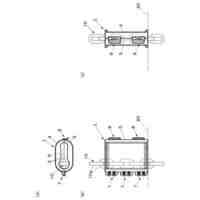
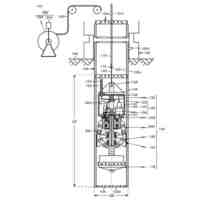
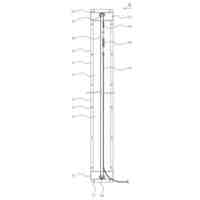
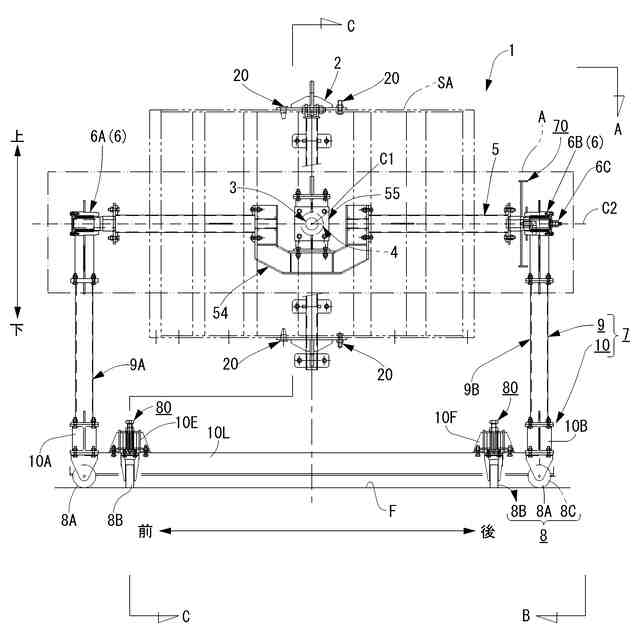
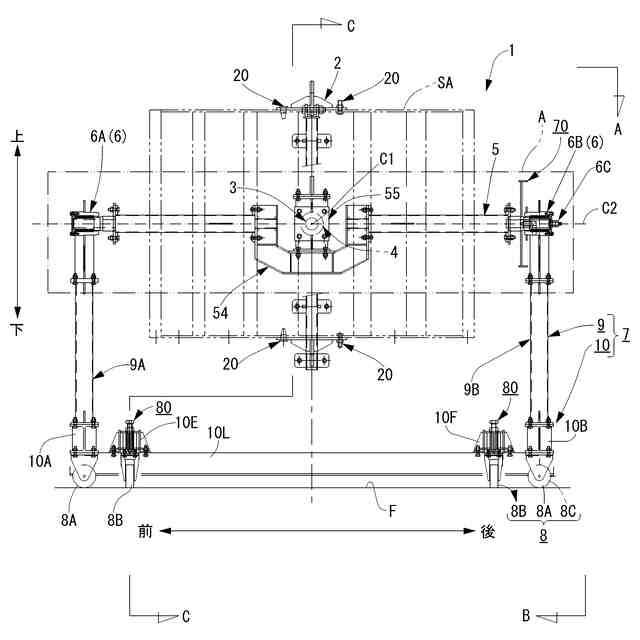
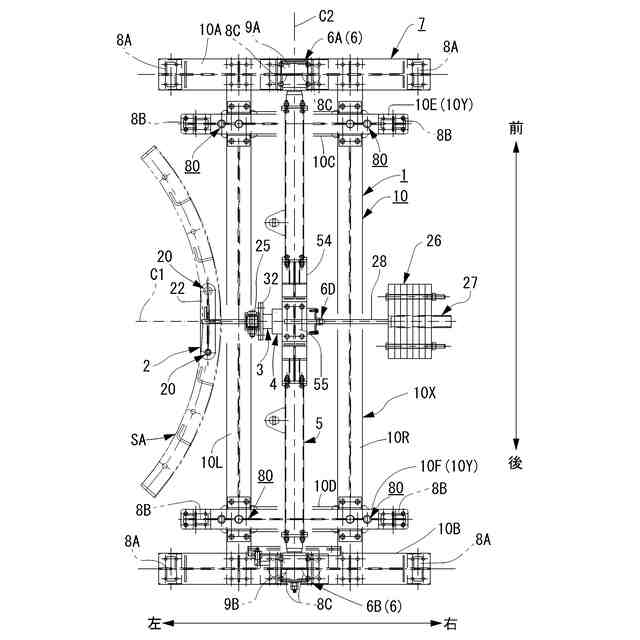
鋼製セグメント製造設備の正面図。
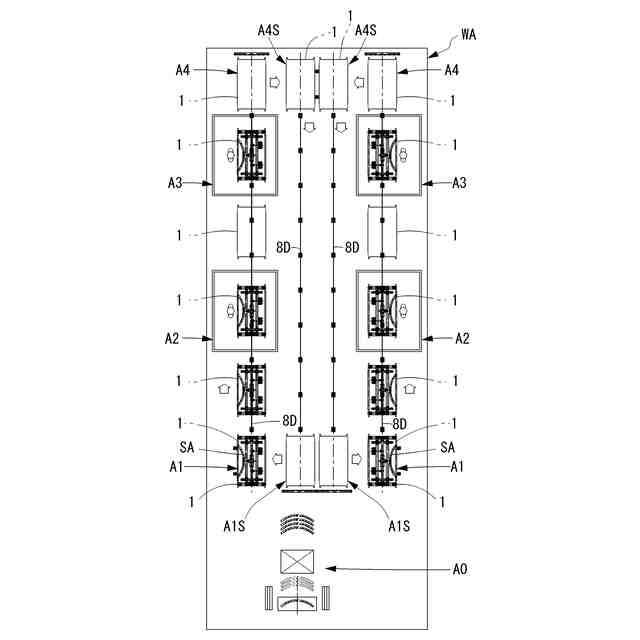
図1のA矢視図(鋼製セグメント製造設備の平面図に相当)。
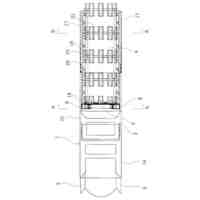
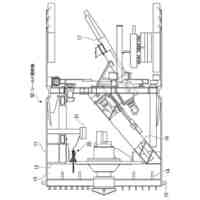
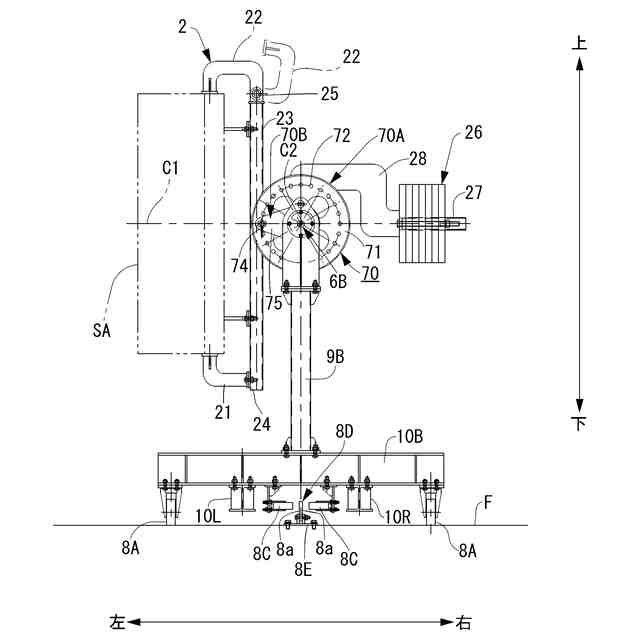
図1のB矢視図(鋼製セグメント製造設備の側面図に相当)。
図1のC-C矢視図。
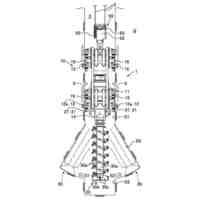
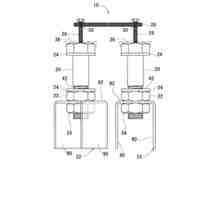
(a)は第2の回転装置を示す図、(b)は回転ロック板の正面図、(c)は(a)図におけるC部の詳細を示す拡大断面図。
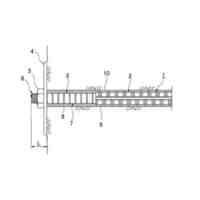
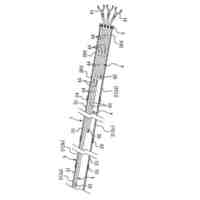
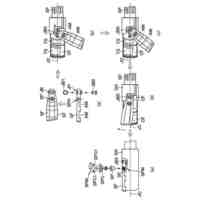
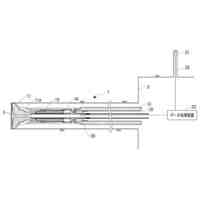
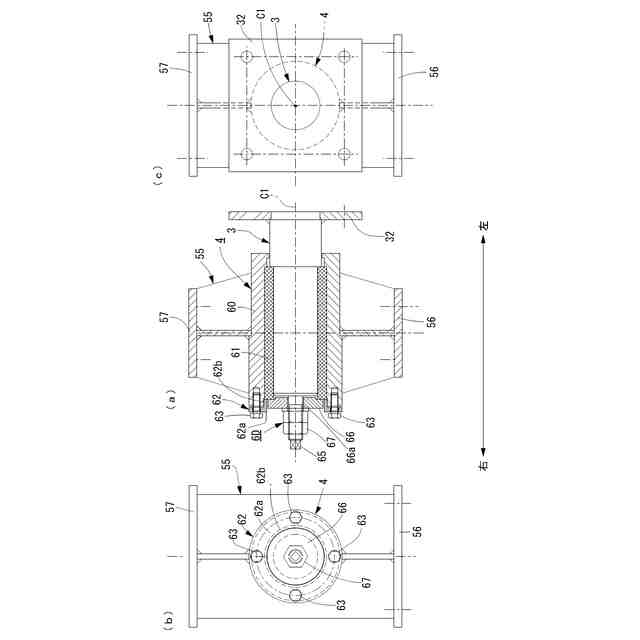
第1の回転装置を示す図であり、(a)は断面図、(b)は(a)図の左側面図、(c)は(a)図の右側面図。
移動手段選択機構の動作説明図。
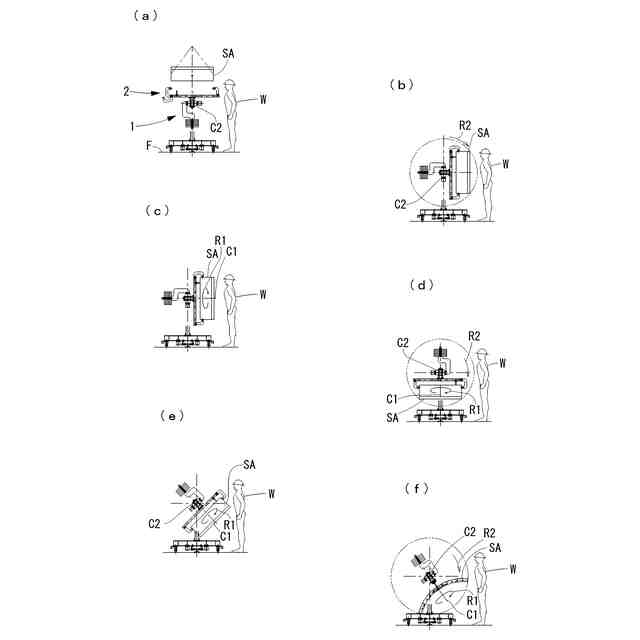
鋼製セグメント製造設備を使用した鋼製セグメントの製造方法の説明図。
鋼製セグメント製造設備の機能説明図。
A型セグメント、B型セグメント、K型セグメントで構成されたシールドトンネルの1リングを示す図。
(a)はA型セグメントの正面図、(b)はA型セグメントの底面図。
(a)はB型セグメントSB1の正面図、(b)はB型セグメントSB1の底面図。
(a)はB型セグメントSB2の正面図、(b)はB型セグメントSB2の底面図。
(a)はK型セグメントSKの正面図、(b)はK型セグメントSKの底面図。
【発明を実施するための形態】
【0007】
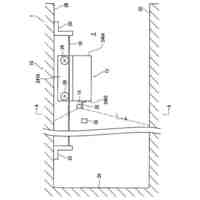
図1に示すように、実施形態に係る鋼製セグメント製造設備1は、鋼製セグメントを把持するための把持手段2と、把持手段2を第1の回転中心線C1を回転中心として回転させる第1の回転体3と、第1の回転体3を回転可能に支持する第1の回転支持手段4と、把持手段2を第1の回転中心線C1と直交する第2の回転中心線C2を回転中心として回転させる第2の回転体5と、第2の回転体5を回転可能に支持する第2の回転支持手段6と、把持手段2、第1の回転体3、第1の回転支持手段4、第2の回転体5、第2の回転支持手段6を支持する支持手段7と、支持手段7に設けられた移動手段8及び移動手段選択手段80とを備えて構成される。
当該鋼製セグメント製造設備1は、例えば、主として鋼材を用いて構成されている。
【0008】
尚、本明細書においては、上、下、左、右、前、後の各方向は、各図に示した方向と定義して説明する。
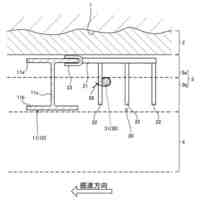
当該前、後、左、右の各方向は、鋼製セグメント製造設備1に把持された仮組立後の鋼製セグメント(SA,SB1,SB2,SK)に対して複数の作業を行って製品として出荷可能な鋼製セグメントを製造するために、鋼製セグメント製造設備1が後述する複数の各作業エリアに向けて移動する際の進行方向(例えば図8に示す、取付エリアA1から本溶接エリアA2、研削仕上げエリアA3、取外しエリアA4に向けて移動する際の進行方向)を基準にした場合の前、後、左、右である。
また、各図においては、把持手段2に、鋼製セグメントとしてA型セグメントSAが把持された状態を想定して図示してある。
【0009】
支持手段7は、支柱9と、装置ベース10とを備えて構成される。
支柱9は、例えば、前支柱9Aと後支柱9Bとで構成される。
前支柱9A及び後支柱9Bは、前後で正対するように配置される。
装置ベース10は、例えば、前支柱9Aの下端側と後支柱9Bの下端側とを連結するフレーム構造体により構成される。
【0010】
装置ベース10は、例えば、前支柱9Aの下端から左右方向に延長する前側ベース10Aと、後支柱9Bの下端から左右方向に延長する後側ベース10Bと、前後方向に延長して前側ベース10Aと後側ベース10Bとを連結する左右の連結ベース10L,10Rと、前側において左右方向に延長して左右の連結ベース10L,10Rに連結された前側連結ベース10Cと、後側において左右方向に延長して左右の連結ベース10L,10Rに連結された後側連結ベース10Dと、前側連結ベース10Cの上方において左右方向に延長するように設けられた前上側ベース10Eと、後側連結ベース10Dの上方において左右方向に延長するように設けられた後上側ベース10Fとを備えて構成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
シーズ株式会社
養生用カプセル
21日前
個人
高速道路トンネルの強靭化法
3か月前
戸田建設株式会社
ロックボルト
4か月前
株式会社神島組
破砕工法
4か月前
株式会社エステック
掘削機及び掘削装置
2か月前
日本車輌製造株式会社
油圧ユニット
2か月前
株式会社ケー・エフ・シー
防水シート探傷装置
3日前
西松建設株式会社
土層分布検知方法
3か月前
株式会社奥村組
電力線通信設備を用いた推進方法
24日前
株式会社郡産業
ハンマーグラブ用ソケット
4か月前
鹿島建設株式会社
掘削方法
1か月前
株式会社ケー・エフ・シー
注入材施工管理システム
3か月前
ニシオティーアンドエム株式会社
トンネル工事用作業装置
1か月前
鉱研工業株式会社
二重管ドリルロッドの接続用治具
4か月前
株式会社フジタ
トンネルの出来形管理方法および装置
4か月前
株式会社ケー・エフ・シー
導水構造及びその構築方法
4か月前
システム計測株式会社
ケリーバ保持治具
2か月前
個人
発電用掘削方法および発電用掘削装置
3か月前
鹿島建設株式会社
線状体敷設方法
1か月前
鹿島建設株式会社
トンネル掘削機
3か月前
株式会社Lavie
土木作業装置
1か月前
大成建設株式会社
シールドトンネルとその施工方法
1か月前
株式会社大林組
安定液管理方法及び安定液管理装置
3日前
岐阜工業株式会社
トンネルインバートの排水管の設置方法
6日前
株式会社ケー・エフ・シー
補強注入構造及び地山補強工法
3か月前
大成建設株式会社
拡翼掘削機
3か月前
三重重工業株式会社
耐寒用導水樋
1か月前
個人
オープンシールド工法用コンクリート函体
3か月前
個人
オープンシールド工法用コンクリート函体
3か月前
大成建設株式会社
切拡げ掘削面の支保構造の設計方法
4か月前
日本基礎技術株式会社
地盤掘削用拡径ドリル
4か月前
株式会社安藤・間
移動式架台
2か月前
大成建設株式会社
支持ユニット
3か月前
清水建設株式会社
泥土評価システム、泥土評価方法
1か月前
株式会社ケー・エフ・シー
トンネル掘削方法
4日前
株式会社大林組
切羽前方探査方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ