TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024088398
公報種別
公開特許公報(A)
公開日
2024-07-02
出願番号
2022203537
出願日
2022-12-20
発明の名称
塗工装置、塗工方法、および積層フィルムの製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B05C
9/14 20060101AFI20240625BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】レベリング性が低い塗工膜であっても外観ムラを抑制する。
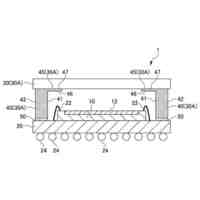
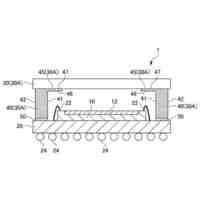
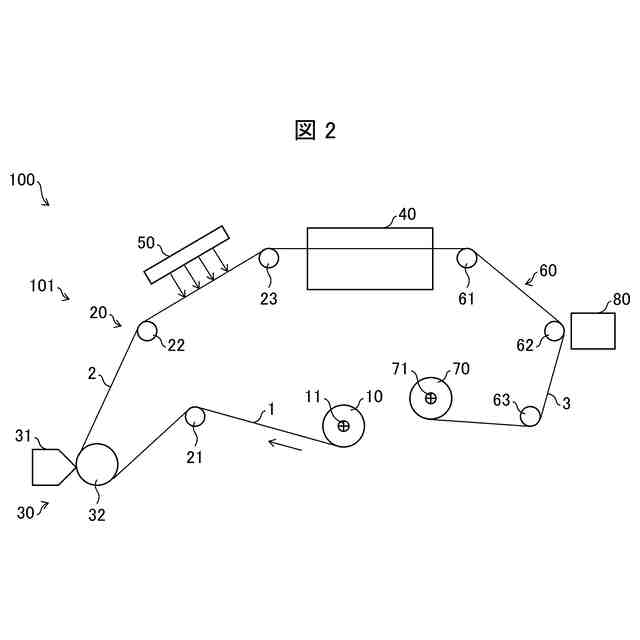
【解決手段】塗工装置(101)は、搬送経路(20)にて搬送される基材フィルム(1)の表面(1A)にコーティング膜(2)を形成する塗工部(30)と、基材フィルム(1)の表面(1A)上のコーティング膜(2)を熱風乾燥するドライヤー(40)と、ドライヤー(40)の上流側に配された、特定の風速のエアでコーティング膜(2)を加熱乾燥するプレ乾燥部(50)と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
長尺の基材フィルムを搬送する搬送経路と、
前記搬送経路にて搬送される基材フィルムの表面に塗工膜を形成する塗工部と、
前記搬送経路にて搬送される基材フィルムの表面に形成された前記塗工膜を熱風乾燥する熱風乾燥部と、
前記熱風乾燥部の上流側に配された、前記塗工膜へエアを吹き付けて加熱乾燥するプレ乾燥部と、を備え、
前記プレ乾燥部において、0.5分間で測定されるエアの風速は、平均値が0.50m/s以下であり、最大値と最小値との差が0.10m/s以下である、塗工装置。
続きを表示(約 560 文字)
【請求項2】
前記プレ乾燥部は、不織布および多孔質体の少なくとも一方を備え、当該不織布または多孔質体の少なくとも一方を通過させたエアを前記塗工膜へ吹き付けるものである、請求項1に記載の塗工装置。
【請求項3】
前記不織布または多孔質体は、差圧294Paかつ温度25℃における空気流量が8.0L/cm
2
・分以下である、請求項2に記載の塗工装置。
【請求項4】
長尺の基材フィルムを搬送する搬送工程と、
前記搬送工程により搬送される基材フィルムの表面に塗工膜を形成する塗工工程と、
前記搬送工程にて搬送される基材フィルムの表面に形成された前記塗工膜を熱風乾燥する熱風乾燥工程と、
前記熱風乾燥工程の前に、前記塗工膜へエアを吹き付けて加熱乾燥するプレ乾燥工程と、を含み、
前記プレ乾燥工程において、0.5分間で測定されるエアの風速は、平均値が0.50m/s以下であり、最大値と最小値との差が0.10m/s以下である、基材フィルムに塗工膜を形成する塗工方法。
【請求項5】
基材フィルムに塗工膜が積層された積層フィルムの製造方法であって、
請求項4に記載の塗工方法を一工程として含む、積層フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗工装置、塗工方法、および積層フィルムの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
機能性樹脂材料を有機溶媒に溶解した塗工液を基材またはフィルム上に塗工し、塗工により形成される塗工膜を乾燥することによって機能性塗工膜を製造する技術が知られている。例えば、特許文献1には、基材フィルム上に、塗工液を塗工する工程および被塗工液を乾燥する工程を含む被膜シートの製造方法において、塗膜表面に、フィルムの走行方向に沿って乾燥風を吹き付けることが開示されている。
【0003】
また、近年、スマートフォン等のディスプレイのフレキシブル化のため、リジットなガラス材料の代替としてフレキシブルな樹脂フィルムが検討されている。樹脂フィルムにガラスに匹敵する硬度を持たせるために、樹脂フィルムの表面にハードコート層を設けたハードコートフィルムが用いられている。
【0004】
ハードコート層は、樹脂フィルムの表面に、塗工液として光硬化性または熱硬化性のコーティング液(ハードコート組成物)を塗布して塗工膜(ハードコート層)を形成し、必要に応じて溶媒を除去した後に、組成物を硬化させることにより形成される。
【0005】
ハードコートフィルムの塗工生産ラインにおいても、特許文献1の技術と同様に、樹脂フィルムに塗工液を塗布した後、熱風をあてることにより塗工膜の固化と溶媒の除去が実施される。例えば、樹脂フィルムに塗布された塗工膜は、ドライヤー内で、熱風を用いて加熱および乾燥される。特許文献1では、吹き付ける乾燥風の風速が、4~20m/secであり、フィルム幅方向での風速ばらつきが±30%以下であることが好ましいと記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2004-261791号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、ハードコート組成物を塗工液とした塗工膜は、塗工膜の搬送過程において、流動性があり、レベリング性(塗工膜平滑性)が低下する。それゆえ、上述のような、特許文献1の乾燥技術を採用した従来技術では、ドライヤー内で塗工膜に熱風をあてたことに起因して、塗工膜に顕著な外観ムラが発生する。
【0008】
本発明の一態様は、レベリング性が低い塗工膜であっても外観ムラを抑制し得る塗工装置、塗工方法、および積層フィルムの製造方法を実現することを目的とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するために、本発明の一態様は、以下の構成を有する。
【0010】
(1)長尺の基材フィルムを搬送する搬送経路と、前記搬送経路にて搬送される基材フィルムの表面に塗工膜を形成する塗工部と、前記搬送経路にて搬送される基材フィルムの表面に形成された前記塗工膜を熱風乾燥する熱風乾燥部と、前記熱風乾燥部の上流側に配された、前記塗工膜へエアを吹き付けて加熱乾燥するプレ乾燥部と、を備え、前記プレ乾燥部において、0.5分間で測定されるエアの風速は、平均値が0.50m/s以下であり、最大値と最小値との差が0.10m/s以下である、塗工装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
電解装置
3日前
株式会社カネカ
粉粒体の製造方法
3日前
株式会社カネカ
粉粒体の製造方法
3日前
株式会社カネカ
粉粒体の製造方法
3日前
株式会社カネカ
ガス拡散電極及び電解装置
1日前
株式会社カネカ
成形体、およびその製造方法
3日前
株式会社カネカ
片面金属箔積層板の製造方法
3日前
株式会社カネカ
再生アクリル樹脂の製造方法
3日前
株式会社カネカ
リチウムイオン二次電池用活物質層
今日
株式会社カネカ
植物性の起泡性水中油型乳化油脂組成物
3日前
株式会社カネカ
固体撮像装置の製造方法、光学基板の製造方法
3日前
株式会社カネカ
被覆活物質粒子、及びリチウムイオン二次電池
今日
株式会社カネカ
焼き菓子用生地、焼き菓子及びそれらの製造方法
3日前
株式会社カネカ
生分解性樹脂組成物、その製造方法および成形体
3日前
株式会社カネカ
焼き菓子用生地、焼き菓子及びそれらの製造方法
3日前
株式会社カネカ
固体撮像装置の製造方法および光学基板の製造方法
3日前
株式会社カネカ
固体撮像装置の製造方法および光学基板の製造方法
3日前
株式会社カネカ
固体撮像装置の製造方法および光学基板の製造方法
3日前
株式会社カネカ
太陽電池モジュール、及び、太陽電池モジュールの製造方法
3日前
株式会社カネカ
固体撮像装置の製造方法、光学基板の製造方法、固体撮像装置および光学基板
3日前
株式会社カネカ
グラファイトシート用樹脂フィルム、グラファイトシートおよびそれらの製造方法
3日前
株式会社カネカ
グラファイトシート用樹脂フィルム、グラファイトシートおよびそれらの製造方法
3日前
株式会社カネカ
光学基板、光学基板の製造方法、固体撮像装置、および、固体撮像装置の製造方法
3日前
株式会社カネカ
光学基板、光学基板の製造方法、固体撮像装置、および、固体撮像装置の製造方法
3日前
株式会社カネカ
冷凍ゲル状調味料、該冷凍ゲル状調味料を含む食肉加工食品、及びそれらの製造方法
3日前
株式会社カネカ
冷凍ゲル状調味料、該冷凍ゲル状調味料を含む食肉加工食品、及びそれらの製造方法
3日前
株式会社カネカ
グラファイトシート用樹脂フィルム、グラファイトシートおよびグラファイトシートの製造方法
3日前
株式会社カネカ
半製品セル集合体、太陽電池セルの製造方法、太陽電池ストリング、及び、太陽電池モジュール
3日前
株式会社カネカ
発泡性メタクリル酸メチル系樹脂粒子、メタクリル酸メチル系樹脂発泡粒子、メタクリル酸メチル系発泡成形体および消失模型
3日前
個人
微細霧発生装置
3か月前
ベック株式会社
塗膜剥離方法
1か月前
ベック株式会社
塗膜処理方法
7日前
ベック株式会社
塗膜形成方法
2か月前
中国電力株式会社
塗装工具
8日前
KLASS株式会社
自動壁紙糊付機
28日前
ベック株式会社
装飾被膜の形成方法
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ