TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086065
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200952
出願日
2022-12-16
発明の名称
金属帯の巻取り方法、金属帯の巻取り装置、及び、コイルの管理方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21C
47/24 20060101AFI20240620BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、内巻き垂れの発生を抑制することが可能な、金属帯の巻取り方法、金属帯の巻取り装置、及び、コイルの管理方法を提供することを目的とする。
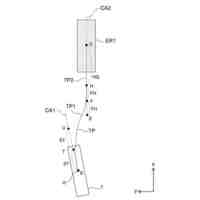
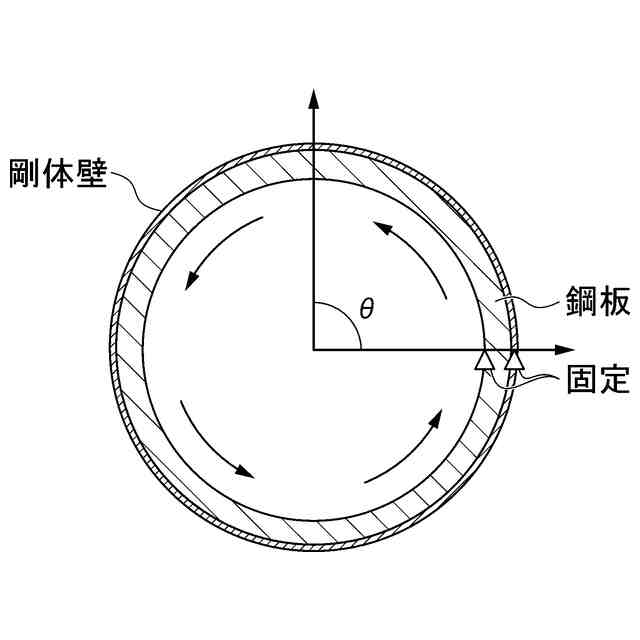
【解決手段】本発明の一態様に係る金属帯の巻取り方法は、金属帯の製造において、金属帯をマンドレルに巻き取ってコイルにした後、コイルの巻取り方向が左巻きとなる方向から見た場合に、コイルの中心軸とコイルの内周側の先端とを結ぶ線分と、水平方向のうち、巻き方向が上方向となる方向と、のなす角が-90~+90°の範囲になるように金属帯を巻き取る。
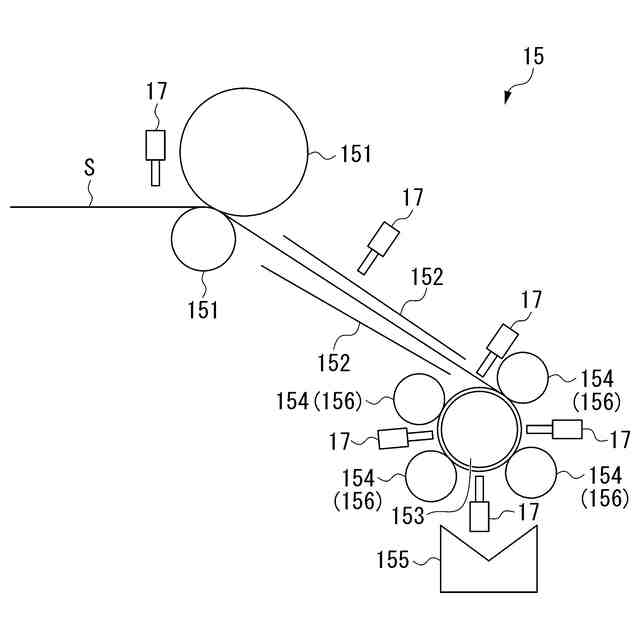
【選択図】図7
特許請求の範囲
【請求項1】
金属帯の製造において、前記金属帯をマンドレルに巻き取ってコイルにした後、前記コイルの巻取り方向が左巻きとなる方向から見た場合に、前記コイルの中心軸と前記コイルの内周側の先端とを結ぶ線分と、水平方向のうち、巻き方向が上方向となる方向と、のなす角が-90~+90°の範囲になるように前記金属帯を巻き取る、金属帯の巻取り方法。
続きを表示(約 1,100 文字)
【請求項2】
前記コイルが巻きついた前記マンドレルを回転させる、又は、コイル積載移動装置が備える保持ロールを回転させることにより、前記なす角を-90~+90°の範囲とする、請求項1に記載の金属帯の巻取り方法。
【請求項3】
ラッパーロールと前記マンドレルとの間に前記先端が噛みこむ際に生じる荷重変化に基づいて、前記先端の位置を把握する、請求項1又は2に記載の金属帯の巻取り方法。
【請求項4】
前記コイルの外周側の先端部を前記コイルの巻取り方向と同方向に曲げ、前記先端部の曲率半径を前記コイルの最外周半径よりも小さくする、請求項1又は2に記載の金属帯の巻取り方法。
【請求項5】
前記金属帯の前記マンドレルへの巻付きが完了した後、前記コイルの外周側の先端部をラッパーロールで押圧する、請求項1又は2に記載の金属帯の巻取り方法。
【請求項6】
金属帯が巻き付けられてコイルが製造されるマンドレルを備え、前記マンドレルへの前記金属帯の巻取り方向が左巻きとなる方向から見た場合に、前記コイルの中心軸と前記コイルの内周側の先端とを結ぶ線分と、水平方向のうち、巻き方向が上方向となる方向と、のなす角が-90~+90°の範囲になるように前記金属帯を巻き取る、金属帯の巻取り装置。
【請求項7】
前記コイルを保持する保持ロールを有するコイル積載移動装置の少なくともいずれかを備え、
前記マンドレル又は前記保持ロールの少なくともいずれかは、前記なす角が±90°の範囲になるように回転可能である、請求項6に記載の金属帯の巻取り装置。
【請求項8】
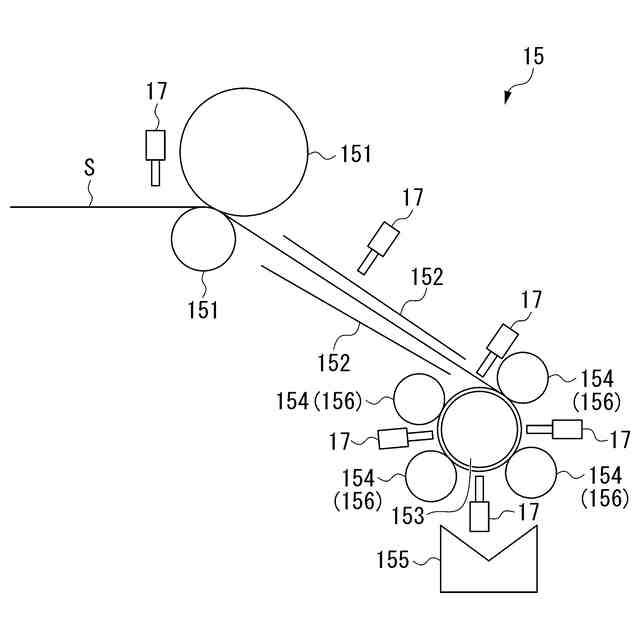
前記マンドレルと共に回転しながら前記金属帯を挟み込んで前記マンドレルに前記金属帯を巻き付ける複数のラッパーロールと、前記ラッパーロールに作用する荷重を検出する荷重検出装置と、を備え、
前記荷重検出装置は、前記ラッパーロールと前記マンドレルとの間に前記先端が噛みこむ際に生じる荷重変化を検出する、請求項6又は7に記載の金属帯の巻取り装置。
【請求項9】
前記金属帯の進行方向を前記マンドレルの方向に変更するピンチロールを備え、
前記ピンチロールは、前記金属帯の先端を噛み込んだ時の噛み込み信号を出力し、
前記噛み込み信号と、前記ピンチロールの回転速度と、前記ピンチロールから前記マンドレルまでの距離と、に基づいて、前記先端の位置を求める、請求項6又は7に記載の金属帯の巻取り装置。
【請求項10】
前記金属帯の先端の通過を検知する通過検知センサーを備える、請求項6又は7に記載の金属帯の巻取り装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属帯の巻取り方法、金属帯の巻取り装置、及び、コイルの管理方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
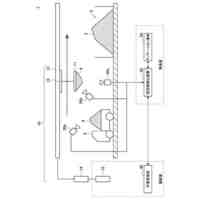
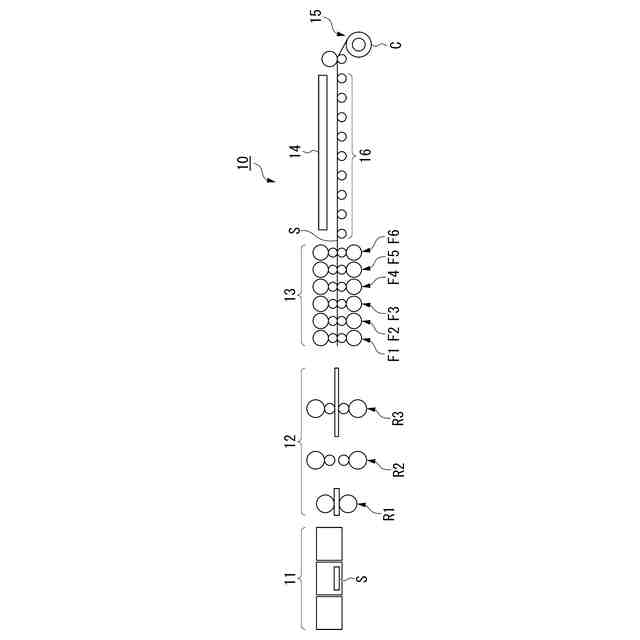
金属帯、例えば、鋼帯の製造において、熱間圧延後の鋼帯は、ランアウトテーブルと呼ばれる搬送装置で搬送され、巻取り装置によりマンドレルに巻き取られてコイルとされる。ランアウトテーブルによる鋼帯の搬送中に、冷却装置により鋼帯は冷却される。このような熱延鋼帯の製造について様々な技術開発が行われている。
【0003】
例えば、特許文献1には、ランナウトテーブル上で鋼帯に発生した温度誤差(過冷却)を解消し、鋼帯を長手方向で均一な温度で巻き取るために、熱延鋼帯の巻取りにおいて、ダウンコイラーとその手前のピンチロールの間、および/または、ダウンコイラーにて巻き取られるコイル外周に近接させて、鋼帯を加熱する誘導加熱装置を備えたことを特徴とする熱延鋼帯の製造方法が開示されている。
【0004】
また、特許文献2には、巻取り後のコイルからマンドレルを抜き取られた後、自重によって潰れたコイルの形状を簡易的に矯正するために、横長に変形したコイルを回動させて縦長にした状態で、コイルの外周面を上方から圧下してコイルを所定の内径に成形し、当該コイルを前記マンドレルに挿入することを特徴とする、コイル挿入方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2008-110375号公報
特開2016-215219号公報
【非特許文献】
【0006】
Naoki Hikida, Yuta Yamamoto, Kenichi Oshita, and Shigeru Nagaki, ”Experimental Investigation of Transformation Plastic Behavior under Tensile-Compressive-Torsional Stress in Steel” Key Engineering Materials Vol. 626(2015) pp426-431
【発明の概要】
【発明が解決しようとする課題】
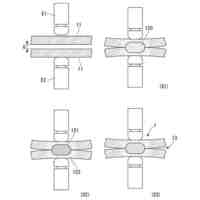
【0007】
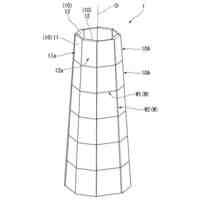
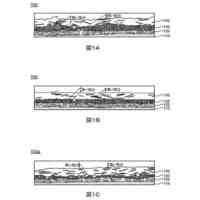
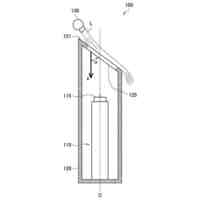
ところで、マンドレルから抜き取られたコイルの内周部では、内巻き垂れが生じることがある。内巻き垂れとは、図1に示すように、コイルの内周部における高強度鋼帯が垂れ下がる現象である。内巻き垂れが発生すると、巻直し又は内巻き垂れ箇所の切断が必要になるため、工程増やガスカットによる歩留まり低下につながる。そのため、内巻き垂れのないコイルの巻取り方法が求められていた。
【0008】
本発明は、上記事情に鑑みてなされたものであり、内巻き垂れの発生を抑制することが可能な、金属帯の巻取り方法、金属帯の巻取り装置、及び、コイルの管理方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
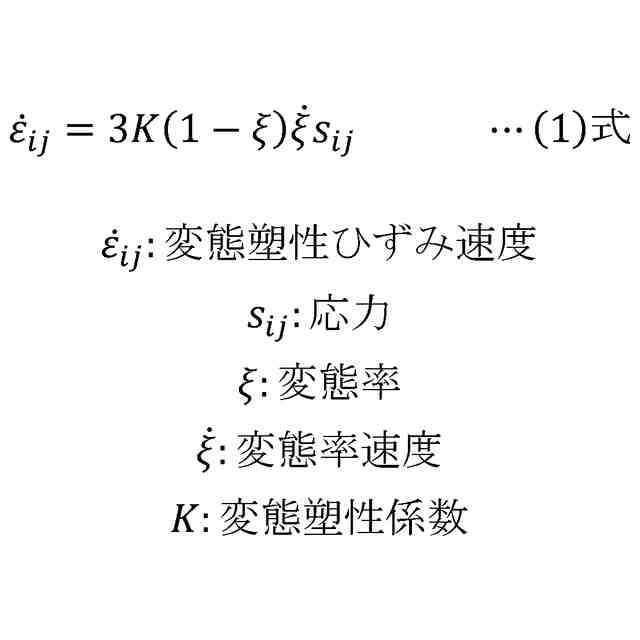
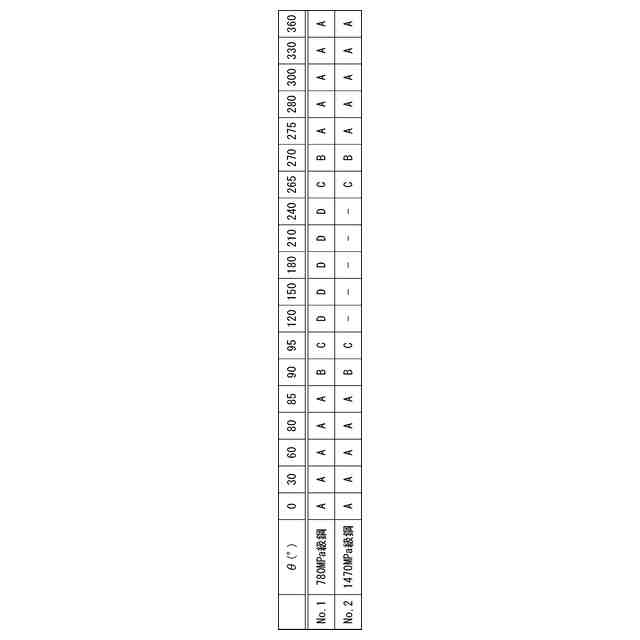
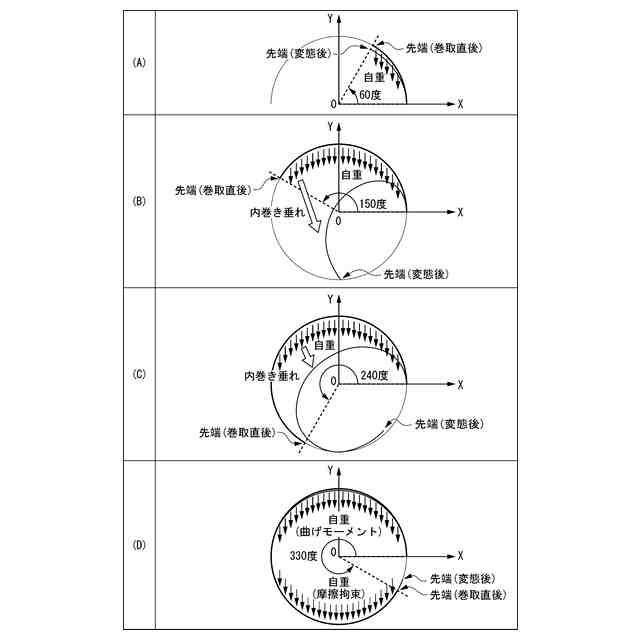
コイルの最内周部における内巻き垂れの発生について本発明者らが検討したところ、本発明者らは、内巻き垂れは高張力鋼帯の製造時の巻取りにおいて頻繁に発生するという知見を得た。高張力鋼帯のコイルにおける内巻き垂れの発生機構について、本発明者らは以下のように考えている。普通鋼や590MPa級の高張力鋼では、ランアウトテーブルによる搬送中の冷却によって変態が完了し、ランアウトテーブルによる搬送時に高強度鋼帯に付与された張力により、高強度鋼帯は平坦に拘束されたまま巻き取られる。一方、例えば780MPa級以上の高張力鋼では、ランアウトテーブルにおいて変態が完了しておらず、巻取り及びその後においても徐冷されることで変態が完了していることが分かった。金属組織の変態時には高強度鋼帯の変形抵抗が著しく低下する。巻取り完了後、マンドレルをコイルから引き抜いた後、コイルの内周部に位置する高強度鋼帯には自重により応力が作用するため、コイル内周部の変態が完了していない高強度鋼帯に変態塑性変形が生じる。その結果、内巻き垂れが生じると考えられる。
【0010】
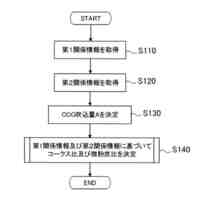
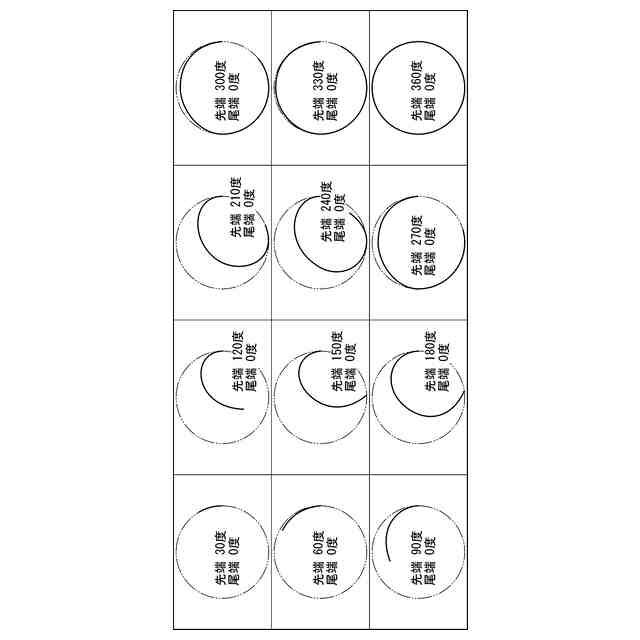
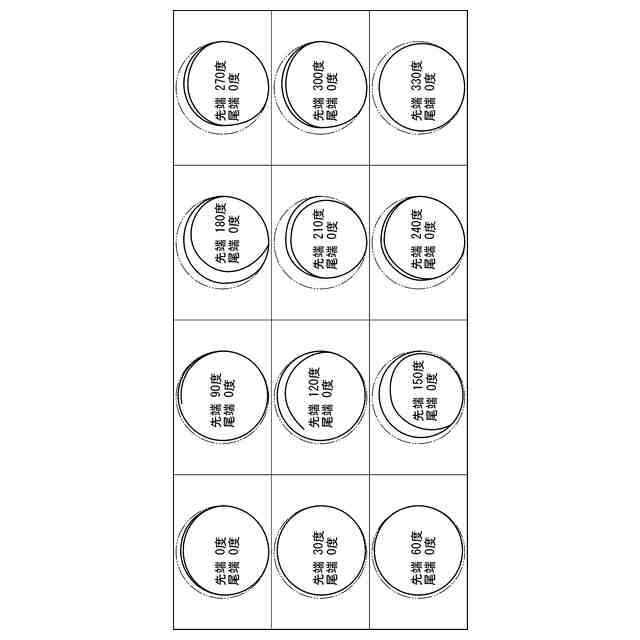
本発明者らが、上記考察に基づき、変態塑性変形を考慮した熱変形解析を実施したところ、コイルの軸方向が水平方向になるように配されたコイルをその軸方向から見た場合に、コイルの内周側の基端の位置が所定の範囲の位置に配されるようにコイルを巻き取ることで、内巻き垂れを抑制可能であることがわかった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
駐車支援装置
15日前
日本製鉄株式会社
連続鋳造方法
6日前
日本製鉄株式会社
経路算出装置
15日前
日本製鉄株式会社
駐車支援装置
15日前
日本製鉄株式会社
溶鋼の製造方法
8日前
日本製鉄株式会社
多角形筒形構造
6日前
日本製鉄株式会社
高炉の操業方法
6日前
日本製鉄株式会社
電気炉の精錬方法
7日前
日本製鉄株式会社
溶鋼の脱窒処理方法
8日前
日本製鉄株式会社
塗装鋼板および給湯器
5日前
日本製鉄株式会社
搬送装置およびスタッカ
6日前
日本製鉄株式会社
鋼板およびその製造方法
今日
日本製鉄株式会社
焼結パレット台車用吊具
1日前
日本製鉄株式会社
オーステナイト系合金材
5日前
日本製鉄株式会社
監視システム及び監視方法
12日前
日本製鉄株式会社
監視システム及び監視方法
1日前
日本製鉄株式会社
取鍋用注入ノズル及び連続鋳造方法
6日前
日本製鉄株式会社
連続鋳造方法及び取鍋用の注入ノズル
6日前
日本製鉄株式会社
連続鋳造用のノズルおよび連続鋳造方法
6日前
日本製鉄株式会社
表面温度測定方法及び表面温度測定装置
5日前
日本製鉄株式会社
転炉吹錬制御方法及び転炉吹錬制御装置
5日前
日本製鉄株式会社
ネットワークシステム、携帯情報端末及びプログラム
7日前
日本製鉄株式会社
スポット溶接継手の製造方法、及びスポット溶接継手
5日前
日本製鉄株式会社
監視方法、監視システム及び検品済み鉄スクラップ製造方法
12日前
日本製鉄株式会社
金属帯の巻取り方法、金属帯の巻取り装置、及び、コイルの管理方法
5日前
日本製鉄株式会社
可視煙判定装置、プログラム、可視煙判定システム及び可視煙判定方法
今日
トヨタ自動車株式会社
交換装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
プレス装置
1か月前
トヨタ自動車株式会社
鍛造加工装置
8日前
株式会社サンテック
ヘミング加工方法
2か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
株式会社不二越
歯車転造加工ユニット
今日
トヨタ自動車株式会社
平角線の歪み除去装置
3か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ