TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024079212
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022192026
出願日
2022-11-30
発明の名称
ロールユニット交換式ローラレベラ
出願人
ソノルカエンジニアリング株式会社
代理人
個人
主分類
B21D
1/02 20060101AFI20240604BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ロールユニットを交換する際の軸回りの位置合わせが不要なロールユニット交換式ローラレベラを提供する。
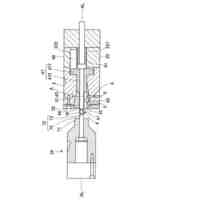
【解決手段】コイルから繰り出される帯状体に曲げ戻しの力を与える複数のロール3,4をユニット化したロールユニット5と、複数のロール3,4を回転駆動するための回転駆動装置6が付設されたレベラ本体7とを備え、レベラ本体7に対しロールユニット5が押し込まれることで取り付けられるように構成されるロールユニット交換式ローラレベラ1であって、複数のロール3,4のそれぞれに動力伝達可能に連結される複数の従動軸32と、複数の従動軸32に対応するように配され、回転駆動装置6に動力伝達可能に連結される複数の駆動軸34と、従動軸32と駆動軸34との間を摩擦係合によって動力伝達可能に接続する摩擦係合手段33とを備えるものとする。
【選択図】図2
特許請求の範囲
【請求項1】
コイルから繰り出される帯状体に曲げ戻しの力を与える複数のロールをユニット化したロールユニットと、前記複数のロールを回転駆動するための回転駆動装置が付設されたレベラ本体とを備え、前記レベラ本体に対し前記ロールユニットが押し込まれることで取り付けられるように構成されるロールユニット交換式ローラレベラであって、
前記複数のロールのそれぞれに動力伝達可能に連結される複数の従動軸と、
前記従動軸に対応するように配され、前記回転駆動装置に動力伝達可能に連結される複数の駆動軸と、
前記従動軸と前記駆動軸との間を摩擦係合によって動力伝達可能に接続する摩擦係合手段と、
を備えるロールユニット交換式ローラレベラ。
続きを表示(約 770 文字)
【請求項2】
前記摩擦係合手段は、
前記従動軸と前記駆動軸との間において前記従動軸に一体的に設けられる従動側係合部と、
前記従動側係合部と係合可能であるとともに、前記駆動軸の軸方向に移動可能、且つ動力伝達可能に前記駆動軸に装着される駆動側係合部と、
前記従動側係合部に向かって前記駆動側係合部を付勢する弾性体と、
を備え、
前記レベラ本体に対し前記ロールユニットが取り付けられる際に、前記弾性体の弾性力に抗して前記駆動側係合部が前記従動側係合部によって前記駆動軸の軸方向に押し込まれることにより、前記従動側係合部と前記駆動側係合部とが互いに摩擦係合するように構成される請求項1に記載のロールユニット交換式ローラレベラ。
【請求項3】
前記弾性体は、前記駆動軸の軸方向に複数の皿ばねを互い違いに重ね合わせて構成される請求項2に記載のロールユニット交換式ローラレベラ。
【請求項4】
前記駆動側係合部は、前記駆動軸の軸線と一致する中心軸線を有する、前記従動側係合部に向かって先鋭な円錐面の少なくとも一部を外面とするテーパ凸部を有し、
前記従動側係合部は、前記テーパ凸部と嵌合可能なテーパ凹部を有する請求項2又は3に記載のロールユニット交換式ローラレベラ。
【請求項5】
前記テーパ凸部の外面は、前記円錐面の先端側が截断された截頭円錐面における前記中心軸線の回りの複数の部分円錐面を含み、これら複数の部分円錐面が前記テーパ凹部に当接される請求項4に記載のロールユニット交換式ローラレベラ。
【請求項6】
前記テーパ凸部には、前記円錐面の母線に沿って空気逃がし用の溝が形成される請求項4に記載のロールユニット交換式ローラレベラ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のロールをユニット化したロールユニットと、回転駆動装置が付設されたレベラ本体とを備え、レベラ本体に対しロールユニットが押し込まれることで取り付けられるように構成されるロールユニット交換式ローラレベラに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ローラレベラは、アンコイラに装着されたコイルから繰り出される鋼帯等の帯状体を上下から挟むように所定ピッチで千鳥状に配列された上ロール及び下ロールを備え、これら上下の複数のロールで帯状体に均一な曲げ戻し歪みを繰り返し与えて帯状体の巻き癖や内部歪みを除去するように構成されている。
【0003】
この種のローラレベラにおいて、帯状体に曲げ戻し歪みを繰り返し与える複数のロールをユニット化したロールユニットを、回転駆動装置が付設されたレベラ本体に対し着脱可能とし、コイルの種類に応じてロールユニットを交換するようにしたロールユニット交換式ローラレベラが知られている(特許文献1を参照)。
【0004】
特許文献1に記載のロールユニット交換式ローラレベラにおいて、複数のロールと回転駆動装置との間の動力伝達経路には、各ロールに対応するようにロールユニット側動力伝達軸(従動軸)、及びレベラ本体側動力伝達軸(駆動軸)がそれぞれ配設されている。また、従動軸と駆動軸との間には、従動軸に一体的に形成されるカップリングが介設されている。
【0005】
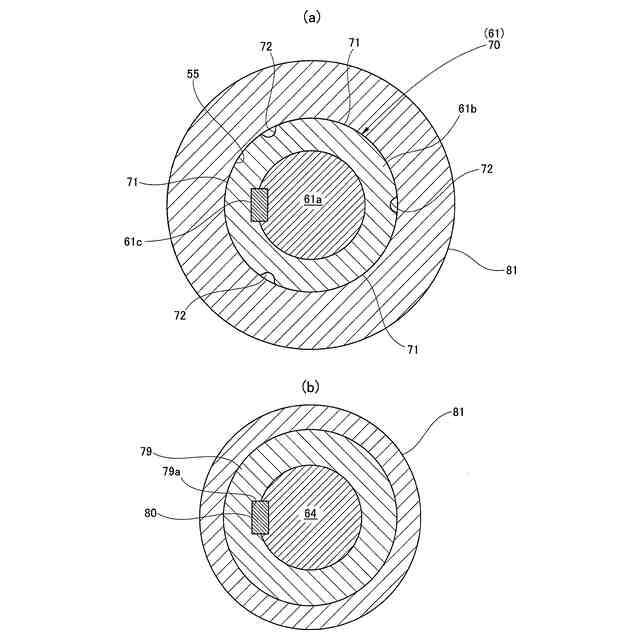
上記ロールユニット交換式ローラレベラにおいては、カップリングに設けられたキー溝と、駆動軸に設けられたキーとを係合させて従動軸と駆動軸とを連結することにより、回転駆動装置からの回転動力を駆動軸、カップリング及び従動軸を介して複数のロールのそれぞれに伝達するように構成されている。
【0006】
上記ロールユニット交換式ローラレベラでは、キーとキー溝とが係合可能な状態を保つように、駆動軸の軸線回りの所定位置にキーを位置決めするとともに、カップリングの軸線回りの所定位置にキー溝を位置決めする位置決め手段が設けられている。この位置決め手段は、駆動軸に一体的に設けられるフランジの外周部に形成された凹部に対しその凹部に係合可能な凸部を係合させるとともに、カップリングの周面部に形成された凹部に対しその凹部に係合可能な凸部を係合させることによって位置決めが行われるように構成されている。
【先行技術文献】
【特許文献】
【0007】
特開2018-103244号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記ロールユニット交換式ローラレベラにおいて、ロールユニットの交換に際しては、ロールユニット取外作業とロールユニット取付作業とが実施される。
【0009】
ロールユニット取外作業では、回転駆動装置による回転制御によって各凹部と各凸部とが向かい合わせに位置するように、キーを駆動軸の軸線回りの所定位置に位置させて、各凹部に各凸部を係合させる。これにより、キーとキー溝とが係合可能な状態を保つように、駆動軸の軸線回りの所定位置にキーが位置決めされるとともに、カップリングの軸線回りの所定位置にキー溝が位置決めされる。その後、レベラ本体からロールユニットを引き出し、キーとキー溝との係合を解除して、例えばロールユニット保管場所へと運搬する。
【0010】
ロールユニット取付作業では、これから加工を行うコイルの種類に応じたロールユニットをレベラ本体に押し込む。このとき、キーは、駆動軸の軸線回りの所定位置に位置決めされており、キー溝は、カップリングの軸線回りの所定位置に位置決めされているので、キーとキー溝とをスムーズに係合させることができる。その後、各凹部と各凸部との係合を解除すれば、回転駆動装置によって複数のロールを駆動することができる状態となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1か月前
トヨタ自動車株式会社
プレス装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
鍛造加工装置
2日前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
3か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
旭サナック株式会社
圧造機
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
27日前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
13日前
株式会社栗本鐵工所
ベンディングロール
3か月前
JFEスチール株式会社
圧延方法
1か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
2日前
トヨタ紡織株式会社
プレス成形装置
3か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
トヨタ自動車株式会社
接合方法
13日前
フタバ産業株式会社
配管部品の製造方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ