TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024062493
公報種別
公開特許公報(A)
公開日
2024-05-10
出願番号
2022170346
出願日
2022-10-25
発明の名称
樹脂フィルムの製造方法
出願人
株式会社カネカ
代理人
弁理士法人有古特許事務所
主分類
B29C
48/92 20190101AFI20240501BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】インフレーション成形法によってポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂フィルムを製造する方法であって、良好な耐ブロッキング性を安定的に実現可能な製造方法の提供。
【解決手段】下記工程(i)~(iii)を、順次含む、ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂フィルムの製造方法。
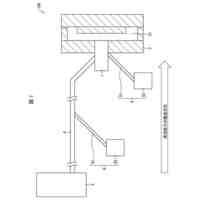
(i)ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂組成物を溶融状態で円筒状ダイから押出し、チューブ状の樹脂フィルムに成形する工程
(ii)前記チューブ状の樹脂フィルムが30℃以上の温度を保持するように制御する工程
(iii)前記チューブ状の樹脂フィルムを一対のロールで挟む工程
【選択図】図1
特許請求の範囲
【請求項1】
下記工程(i)~(iii)を、順次含む、ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂フィルムの製造方法。
(i)ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂組成物を溶融状態で円筒状ダイから押出し、チューブ状の樹脂フィルムに成形する工程
(ii)前記チューブ状の樹脂フィルムが30℃以上の温度を保持するように制御する工程
(iii)前記チューブ状の樹脂フィルムを一対のロールで挟む工程
続きを表示(約 370 文字)
【請求項2】
前記工程(ii)において、前記チューブ状の樹脂フィルムが30℃以上55℃以下の温度を保持するように制御する、請求項1に記載の樹脂フィルムの製造方法。
【請求項3】
前記工程(ii)は、加温された気体を前記チューブ状の樹脂フィルムの周囲に導入することで実施する、請求項1又は2に記載の樹脂フィルムの製造方法。
【請求項4】
前記ポリ(3-ヒドロキシブチレート)系樹脂成分が、3-ヒドロキシブチレート単位とその他のヒドロキシアルカノエート単位を含むポリ(3-ヒドロキシブチレート)系共重合体を含む、請求項1又は2に記載の樹脂フィルムの製造方法。
【請求項5】
前記その他のヒドロキシアルカノエート単位が、3-ヒドロキシヘキサノエートである、請求項4に記載の樹脂フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂フィルムの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
石油由来プラスチックは毎年大量に廃棄されており、これらの大量廃棄物による環境汚染が深刻な問題として取り上げられている。また近年、マイクロプラスチックが、海洋環境において大きな問題になっている。
【0003】
ポリ(3-ヒドロキシブチレート)系樹脂は優れた海水分解性を有しており、廃棄されたプラスチックが引き起こす環境問題を解決しうる材料である。例えば、ポリ(3-ヒドロキシブチレート)系樹脂の1種であるポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)は3-ヒドロキシヘキサノエートの組成比率を変化させることにより、機械特性を柔軟にコントロールできる。
【0004】
一方、袋状の樹脂フィルムを成形する手法として、インフレーション成形法が知られている。インフレーション成形法は、押出成形の一種であり、円筒状のダイから溶融樹脂をチューブ状の樹脂フィルムとして押し出すと同時に、チューブ内部に空気を送り込んで該チューブを一定の大きさにまで膨張させる手法である。
【0005】
特許文献1では、インフレーション成形法を用いて、ポリ(3-ヒドロキシブチレート)系樹脂を含有する樹脂フィルムを製造することが開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2022-37396号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ポリ(3-ヒドロキシブチレート)系樹脂を含有する樹脂フィルムをインフレーション成形法で製造すると、耐ブロッキング性が低くなる場合があり、例えば袋に加工した時の口開き性が悪くなる場合があった。
【0008】
本発明は、上記現状に鑑み、インフレーション成形法によってポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂フィルムを製造する方法であって、良好な耐ブロッキング性を安定的に実現可能な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、鋭意検討した結果、インフレーション成形法において、膨張したチューブフィルムを、一対のピンチロールで挟み込んでフィルム同士を折り重ねる前に、チューブフィルムの温度が特定温度以上になるように制御することで前記課題を解決できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明は、下記工程(i)~(iii)を、順次含む、ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂フィルムの製造方法に関する。
(i)ポリ(3-ヒドロキシブチレート)系樹脂成分を含有する樹脂組成物を溶融状態で円筒状ダイから押出し、チューブ状の樹脂フィルムに成形する工程
(ii)前記チューブ状の樹脂フィルムが30℃以上の温度を保持するように制御する工程
(iii)前記チューブ状の樹脂フィルムを一対のロールで挟む工程
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
座金
2日前
株式会社カネカ
支持体
2日前
株式会社カネカ
太陽電池
2日前
株式会社カネカ
細胞培養装置
6日前
株式会社カネカ
検出システム
2日前
株式会社カネカ
光照射医療装置
2日前
株式会社カネカ
光照射医療装置
2日前
株式会社カネカ
熱加工用成形体
2日前
株式会社カネカ
熱加工用成形体
2日前
株式会社カネカ
菓子用ペースト
24日前
株式会社カネカ
光照射医療装置
2日前
株式会社カネカ
包装体の検査装置
6日前
株式会社カネカ
包装体の検査装置
6日前
株式会社カネカ
包装体の検査装置
6日前
株式会社カネカ
医療用具の包装袋
16日前
株式会社カネカ
冷蔵菓子用ペースト
24日前
株式会社カネカ
多液型硬化性組成物
2日前
株式会社カネカ
チューブの検査装置
6日前
株式会社カネカ
太陽電池モジュール
2日前
株式会社カネカ
太陽電池モジュール
2日前
株式会社カネカ
太陽電池モジュール
2日前
株式会社カネカ
太陽電池モジュール
2日前
株式会社カネカ
太陽電池モジュール
12日前
株式会社カネカ
発泡成形体の製造方法
3日前
株式会社カネカ
新規なビニル系重合体
3日前
株式会社カネカ
粘着テープの供給装置
2日前
株式会社カネカ
植毛鉤針取付支援装置
2日前
株式会社カネカ
積層体及びその製造方法
12日前
株式会社カネカ
液状ポリオレフィン組成物
16日前
株式会社カネカ
菓子用ペーストの製造方法
24日前
株式会社カネカ
新規な変性ポリアミド系重合体
3日前
株式会社カネカ
電圧印加用カテーテルシステム
12日前
株式会社カネカ
多液型硬化性組成物およびその利用
9日前
株式会社カネカ
土木建築材料用コーティング組成物
12日前
株式会社カネカ
多液型硬化性組成物およびその利用
9日前
株式会社カネカ
太陽電池および太陽電池の製造方法
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ