TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059269
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022166850
出願日
2022-10-18
発明の名称
二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/4063 20060101AFI20240423BHJP(制御;調整)
要約
【課題】実加工機が行った加工を対象機が行うと仮定して、対象機が排出する二酸化炭素排出量を試算する。
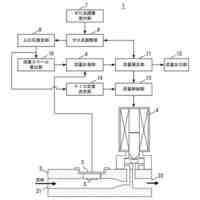
【解決手段】二酸化炭素排出量試算システム1は、実加工機2が利用した加工プログラムに従って、対象機3が加工を行うときの二酸化炭素排出量を試算する演算部81と、加工プログラムDB4と、実加工機加工条件DB5と、対象機DB6と、を備える。演算部81は、対象機DB6を検索し、実加工機2が加工プログラムに従って加工を行ったときの実加工機2の加工条件と共通する、対象機3の加工条件を抽出し、実加工機2が利用した加工プログラムを解析し、抽出された対象機3の加工条件を用いて加工プログラムを実行したものと仮定して、対象機3が加工に要する加工時間を予測し、予測された加工時間に基づいて、対象機3の二酸化炭素排出量を試算する。
【選択図】図1
特許請求の範囲
【請求項1】
加工を実際に行った加工機である実加工機が利用した加工プログラムに従って、前記実加工機とは異なる加工機である対象機が加工を行うときの二酸化炭素排出量を試算する演算部と、
前記加工プログラムを記憶する加工プログラム記憶部と、
前記実加工機の加工条件を記憶する実加工機加工条件記憶部と、
前記対象機の加工条件を記憶する対象機加工条件記憶部と、を備え、
前記演算部は、
前記対象機加工条件記憶部を検索し、前記実加工機が前記加工プログラムに従って加工を行ったときの前記実加工機の加工条件と共通する、前記対象機の加工条件を抽出し、
前記実加工機が利用した前記加工プログラムを解析し、抽出された前記対象機の加工条件を用いて前記加工プログラムを実行したものと仮定して、前記対象機が加工に要する加工時間を予測し、
予測された前記加工時間に基づいて、前記対象機の二酸化炭素排出量を試算する
二酸化炭素排出量試算システム。
続きを表示(約 1,200 文字)
【請求項2】
前記実加工機の消費電力量を計測する電力計をさらに有し、
前記演算部は、
前記電力計によって計測される前記実加工機の消費電力量に基づいて、前記実加工機が加工を開始してから終了するまでの前記実加工機の二酸化炭素排出量を計算し、
表示装置に、前記対象機の二酸化炭素排出量と、前記実加工機の二酸化炭素排出量とを比較して表示する
請求項1に記載の二酸化炭素排出量試算システム。
【請求項3】
前記演算部は、
予測された前記加工時間の間に前記対象機が消費する消費電力量を計算し、前記消費電力量に基づいて前記対象機の二酸化素排出量を試算する
請求項2に記載の二酸化炭素排出量試算システム。
【請求項4】
前記加工機は、レーザビームを用いてワークを切断するレーザ加工機であり、
前記演算部は、
前記加工プログラムに記載されている各行のコードを加工条件番号毎に分割し、分割されたコード毎に前記加工時間を予測する
請求項1に記載の二酸化炭素排出量試算システム。
【請求項5】
前記演算部は、
前記実加工機を制御する制御装置に搭載されている
請求項2に記載の二酸化炭素排出量試算システム。
【請求項6】
前記演算部は、
前記実加工機の加工が途中で異常終了した場合には、前記加工プログラムに記載されたコードのうち、最後に実行したコードを特定し、
最後に実行したコードまでの情報に基づいて、前記加工時間を予測する
請求項5に記載の二酸化炭素排出量試算システム。
【請求項7】
前記演算部は、
前記加工プログラム単位、シート単位又はパーツ単位で、前記対象機の二酸化炭素排出量、及び前記実加工機の二酸化炭素排出量を管理する
請求項6に記載の二酸化炭素排出量試算システム。
【請求項8】
加工を実際に行った加工機である実加工機が利用した加工プログラムに従って、前記実加工機とは異なる加工機である対象機が加工を行うときの二酸化炭素排出量を試算するコンピュータが、
前記加工プログラムを記憶する加工プログラム記憶部と、前記実加工機の加工条件を記憶する第1加工条件記憶部と、前記対象機の加工条件を記憶する対象機加工条件記憶部と、を参照し、
前記実加工機が前記加工プログラムに従って加工を行ったときの前記実加工機の加工条件と共通する、前記対象機の加工条件を抽出し、
前記実加工機が利用した前記加工プログラムを解析し、抽出された前記対象機の加工条件で前記加工プログラムを実行したものと仮定して、前記対象機が加工に要する加工時間を予測し、
予測された前記加工時間に基づいて、前記対象機の二酸化炭素排出量を試算する
二酸化炭素排出量試算方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば特許文献1には、工作機械システムの二酸化炭素排出量を演算する手法が開示されている。この工作機械システムは、起動信号及び加工プログラムの加工終了命令に基づいて1ワークの加工に要する時間を算出し、消費電力と加工時間とに基づいて1ワークの加工に要する消費電力量を演算する。そして、工作機械システムは、演算された消費電力量と二酸化炭素排出原単位とに基づいて、1ワークの加工に要する二酸化炭素排出量を演算する。
【先行技術文献】
【特許文献】
【0003】
国際公開2012/104925号
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の手法は、実際に加工を行った実加工機についての二酸化炭素排出量を演算しているに過ぎない。そのため、実加工機が行った加工を、実加工機とは異なる対象機が実行する場合に、その対象機が排出する二酸化炭素排出量を知りたいという要求を満足するものではなった。
【課題を解決するための手段】
【0005】
本発明の一態様の二酸化炭素排出量試算システムは、加工を実際に行った加工機である実加工機が利用した加工プログラムに従って、実加工機とは異なる加工機である対象機が加工を行うときの二酸化炭素排出量を試算する演算部と、加工プログラムを記憶する加工プログラム記憶部と、実加工機の加工条件を記憶する実加工機加工条件記憶部と、対象機の加工条件を記憶する対象機加工条件記憶部と、を備え、演算部は、対象機加工条件記憶部を検索し、実加工機が加工プログラムに従って加工を行ったときの実加工機の加工条件と共通する、対象機の加工条件を抽出し、実加工機が利用した加工プログラムを解析し、抽出された対象機の加工条件を用いて加工プログラムを実行したものと仮定して、対象機が加工に要する加工時間を予測し、予測された加工時間に基づいて、対象機の二酸化炭素排出量を試算する。
【0006】
この構成によれば、演算部は、実加工機の加工条件を対象機の加工条件に置き換えた上で、実加工機が利用した加工プログラムを解析することができる。これにより、対象機が加工に要する加工時間を予測することができる。
【発明の効果】
【0007】
本発明の一態様によれば、実加工機が行った加工を対象機が実行する場合に、その対象機が排出する二酸化炭素排出量を試算することができる。
【図面の簡単な説明】
【0008】
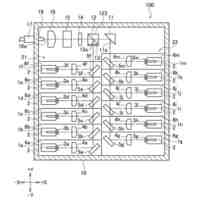
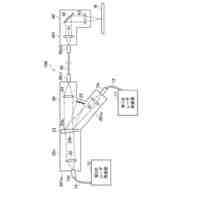
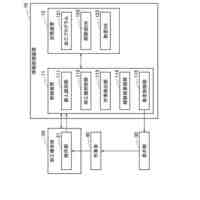
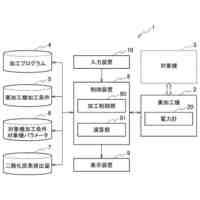
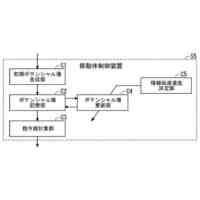
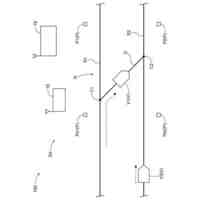
図1は、本実施形態に係る二酸化炭素排出量試算システムの構成を示す図である。
図2は、加工プログラムを示す説明図である。
図3は、二酸化炭素排出量を試算するための処理を示すフローチャートである。
図4は、対象機DBを検索する処理を説明する図である。
図5は、表示装置に表示される二酸化炭素排出量を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照し、本実施形態に係る二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法ついて説明する。
【0010】
図1は、本実施形態に係る二酸化炭素排出量試算システムの構成を示す図である。本実施形態に係る二酸化炭素排出量試算システム1は、加工を実際に行った加工機である実加工機2が利用した加工プログラムに従って、実加工機2とは異なる加工機である対象機3が加工を行うときの二酸化炭素排出量を試算する演算部81と、加工プログラムを記憶する加工プログラムデータベース(DB)4と、実加工機2の加工条件を記憶する実加工機加工条件データベース(DB)5と、対象機3の加工条件を記憶する対象機データベース(DB)6と、を備える。演算部81は、対象機DB6を検索し、実加工機2が加工プログラムに従って加工を行ったときの実加工機2の加工条件と共通する、対象機3の加工条件を抽出し、実加工機2が利用した加工プログラムを解析し、抽出された対象機3の加工条件を用いて加工プログラムを実行したものと仮定して、対象機3が加工に要する加工時間を予測し、予測された加工時間に基づいて、対象機3の二酸化炭素排出量を試算する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
金型収納装置
18日前
株式会社アマダ
金型反転装置
24日前
株式会社アマダ
レーザモジュール
24日前
株式会社アマダ
パンチング加工方法
17日前
株式会社アマダ
偏光調整装置及びレーザ加工機
24日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
25日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
25日前
株式会社アマダ
レーザ加工用ノズル、及びレーザ加工機
18日前
株式会社アマダ
レーザ加工装置及び補正照射位置決定方法
4日前
株式会社アマダ
金型位置ガイド方法、及びプレスブレーキ
4日前
株式会社アマダ
工作機械制御装置および工作機械制御方法
1か月前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
12日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
12日前
株式会社アマダ
レーザ加工機、及びレーザ加工機の制御方法
6日前
株式会社アマダ
工作機械の作業者支援装置及び作業者支援方法
17日前
株式会社アマダ
加工スケジュール調整システム及びその端末装置
25日前
株式会社アマダ
自動運転再開システム及びその端末装置と工作機械
25日前
株式会社アマダ
工作機械の点検管理装置及び工作機械の点検管理方法
12日前
株式会社アマダ
二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法
18日前
株式会社アマダ
レーザ加工機、レーザ加工方法、加工プログラム作成方法、及び加工プログラムの構成方法
24日前
株式会社アマダ
突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置
24日前
株式会社クボタ
作業車
6日前
アズビル株式会社
流量制御装置
1か月前
アズビル株式会社
電圧出力回路
2か月前
株式会社エクセディ
作業ロボット
19日前
ミネベアミツミ株式会社
入力装置
1か月前
アズビル株式会社
流量制御システム
2日前
オムロン株式会社
開発装置、開発方法
4日前
トヨタ自動車株式会社
自動走行搬送車
1か月前
株式会社ダイフク
搬送設備
9日前
三菱電機株式会社
移動体制御装置
18日前
エイブリック株式会社
ボルテージレギュレータ
1か月前
株式会社クボタ
故障診断装置
1か月前
日本プラスト株式会社
節度感付加装置
1か月前
株式会社デンソー
制御装置
1か月前
株式会社ダイフク
物品搬送設備
6日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ