TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057953
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022164966
出願日
2022-10-13
発明の名称
突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置
出願人
株式会社アマダ
代理人
弁理士法人きさらぎ国際特許事務所
主分類
B21D
5/02 20060101AFI20240418BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】特殊形状の突き当て部を有する複数の突き当て機構の動作において、突き当て機構同士の干渉を回避する。
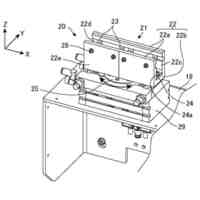
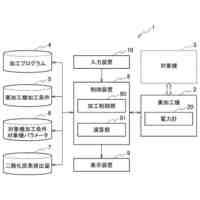
【解決手段】突き当て機構の動作制御方法は、基台部及び突き当て部を有し第1方向の第1動作軸及び第2方向の第2動作軸に沿ってそれぞれ移動可能に、第2方向に並設された少なくとも3つの突き当て機構のうち、両側に位置し第1方向に沿った基台部の基準軸に対して突き当て部がオフセットされた第1及び第2突き当て機構と、これらの中間に位置する第3突き当て機構と、を動作させる際に、第1及び第2突き当て機構の少なくとも一つの動作と第3突き当て機構の動作とが互いに干渉するかを判定する工程と、判定結果に基づき第1、第2及び第3突き当て機構の少なくとも一つに対し干渉を回避する動作を行わせる工程とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
基台部及びその先端側に設けられた突き当て部を有し、第1方向の第1動作軸及びこれと交差する第2方向の第2動作軸に沿ってそれぞれ移動可能に構成され、且つ、前記第2方向に並設された少なくとも3つの突き当て機構のうち、前記第2方向の両側に位置し、前記第1方向に沿った前記基台部の基準軸に対して前記突き当て部がオフセット配置された形状を有する第1及び第2突き当て機構と、これらの中間に位置する第3突き当て機構と、を動作制御情報に基づき動作制御装置によって動作させる際に、前記第1及び第2突き当て機構の少なくとも一つの動作と、前記第3突き当て機構の動作と、が互いに干渉するかを判定する判定工程と、
前記判定工程で判定された判定結果に基づいて、前記第1、第2及び第3突き当て機構の少なくとも一つに対し、前記干渉を回避するための回避動作を行わせる回避動作工程と、を備える
突き当て機構の動作制御方法。
続きを表示(約 1,900 文字)
【請求項2】
前記判定工程は、
前記動作制御情報によって定められる複数の動作シーケンスのうちの特定の動作シーケンスにより規定される前記第1、第2及び第3突き当て機構の動作工程において、前記第1及び第2突き当て機構の少なくとも一つの動作と、前記第3突き当て機構の動作と、に前記第1及び第2動作軸が同時に動く動作又は別々に異時に動く動作が含まれているかを前記干渉の可能性として判定する第1判定工程と、
前記第1判定工程の判定結果に応じて、前記動作工程における前記第1及び第2突き当て機構の少なくとも一つ並びに前記第3突き当て機構それぞれについての前記第1及び第2動作軸の初期位置及び動作目標位置の位置情報に基づいて、前記干渉が発生するかを判定する第2判定工程と、を含む
請求項1に記載の突き当て機構の動作制御方法。
【請求項3】
前記第2判定工程の前記位置情報には、プレスブレーキのテーブル位置の位置情報も含まれる
請求項2に記載の突き当て機構の動作制御方法。
【請求項4】
前記回避動作工程では、前記第1、第2及び第3突き当て機構の少なくとも一つについて、先に前記第1動作軸に沿った第1回避動作を行った後、前記第2動作軸に沿った第2回避動作を行う
請求項1~3のいずれか1項に記載の突き当て機構の動作制御方法。
【請求項5】
前記第2回避動作は、前記第1及び第2突き当て機構の少なくとも一つの前記基台部の前記基準軸と、前記第3突き当て機構の前記基台部の基準軸と、の前記第2方向の間隔が、所定間隔を超えるまで行われる
請求項4に記載の突き当て機構の動作制御方法。
【請求項6】
前記回避動作工程では、前記第2回避動作において前記第2方向の間隔が前記所定間隔を超えた時点で、前記第1及び第2動作軸に沿った第3回避動作を行う
請求項5に記載の突き当て機構の動作制御方法。
【請求項7】
基台部及びその先端側に設けられた突き当て部を有し、第1方向の第1動作軸及びこれと交差する第2方向の第2動作軸に沿ってそれぞれ移動可能に構成され、且つ、前記第2方向に並設された少なくとも3つの突き当て機構のうち、前記第2方向の両側に位置し、前記第1方向に沿った前記基台部の基準軸に対して前記突き当て部がオフセット配置された形状を有する第1及び第2突き当て機構と、これらの中間に位置する第3突き当て機構と、を動作制御情報に基づき動作制御装置によって動作させる際に、前記第1及び第2突き当て機構の少なくとも一つの動作と、前記第3突き当て機構の動作と、が互いに干渉するかを判定させる判定処理と、
前記判定処理で判定された判定結果に基づいて、前記第1、第2及び第3突き当て機構の少なくとも一つに対し、前記干渉を回避するための回避動作を行わせる回避動作処理と、を前記動作制御装置に実行させる
突き当て機構の動作制御プログラム。
【請求項8】
前記判定処理は、
前記動作制御情報によって定められる複数の動作シーケンスのうちの一の動作シーケンスにより規定される前記第1、第2及び第3突き当て機構の動作工程において、前記第1及び第2突き当て機構の少なくとも一つの動作と、前記第3突き当て機構の動作と、に前記第1及び第2動作軸が同時に動く動作又は別々に異時に動く動作が含まれているかを前記干渉の可能性として判定させる第1判定処理と、
前記第1判定処理の判定結果に応じて、前記動作工程における前記第1及び第2突き当て機構の少なくとも一つ並びに前記第3突き当て機構それぞれについての前記第1及び第2動作軸の初期位置及び動作目標位置の位置情報に基づいて、前記干渉が発生するかを判定させる第2判定処理と、を含む
請求項7に記載の突き当て機構の動作制御プログラム。
【請求項9】
前記第2判定処理における前記位置情報には、プレスブレーキのテーブル位置の位置情報も含まれる
請求項8に記載の突き当て機構の動作制御プログラム。
【請求項10】
前記回避動作処理では、前記第1、第2及び第3突き当て機構の少なくとも一つについて、先に前記第1動作軸に沿った第1回避動作処理を行わせた後、前記第2動作軸に沿った第2回避動作処理を行わせる
請求項7~9のいずれか1項に記載の突き当て機構の動作制御プログラム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の同制御装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
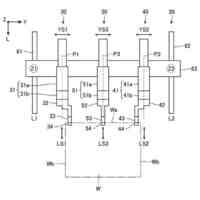
従来から、ワークの曲げ加工に際し下部テーブル(プレステーブル)の後方においてワーク端を突き当てるストッパユニット(バックゲージ装置)を備えた曲げ加工装置(プレスブレーキ)が知られている。例えば、特許文献1には、図16に示すように、プレスブレーキのプレステーブル(図示せず)の長手方向と平行に整列されるストッパユニット100が、ガイドビーム109上に配置された第1、第2及び第3のストッパ(突き当て機構)101,102,103を有することが記載されている。
【0003】
特許文献1に記載のストッパユニット100は、例えば、第1のストッパ101と第2のストッパ102との間に配置された第3のストッパ103の位置を、第1のストッパ101又は第2のストッパ102の位置をガイドビーム109に沿って調整することで、位置決めすることができるよう構成されている。
【0004】
そのため、例えば、幅寸法が長いワーク(長尺物)の曲げ加工をする場合であっても、第1~第3のストッパにワークの端部を突き当てて曲げ加工を行うことができるので、ワークの端部において折り曲げに偏りが生じて曲げ精度が悪化してしまうことを防止できるという利点がある。
【先行技術文献】
【特許文献】
【0005】
国際公開第2022/067363号
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1に記載のストッパユニット100は、図16に示すように、第1~第3のストッパ101~103のストッパフィンガ(突き当て部)108及びキャリッジ(基台部)107が、上面視で見て短冊状のストレート形状を有している。このため、第1~第3のストッパ101~103を、ストッパユニット100の前後方向(図中矢印L方向)、左右方向(図中矢印Y方向)及び上下方向(図中Z方向)に移動させてその位置を調整する場合に、互いの動作が干渉してしまうことはない。
【0007】
一方、より多彩なワークの端部への接触及び支持を図るために、例えば第1~第3のストッパ101~103のストッパフィンガ108の左右方向の幅を全て細くして、両側の第1及び第2のストッパ101,102におけるストッパフィンガ108を、第3のストッパ103のストッパフィンガ108に近づけるべくキャリッジ107からオフセット配置した形状とすることが考えられる。
【0008】
しかしながら、このような特殊形状の複数のストッパを有するストッパユニットにおいては、第1及び第2のストッパ101,102と、第3のストッパ102と、の前後方向及び左右方向の動作前後における位置と、動作パターンによる動作内容と、の組み合わせ次第では、ストッパユニットの動作中に第1~第3のストッパ101~103が互いに干渉してしまう可能性があるという問題がある。
【0009】
本発明の一態様は、特殊形状の突き当て部を有する複数の突き当て機構の動作において、突き当て機構同士の干渉を回避することができる突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置である。
【課題を解決するための手段】
【0010】
本発明の一態様に係る突き当て機構の動作制御方法は、基台部及びその先端側に設けられた突き当て部を有し、第1方向の第1動作軸及びこれと交差する第2方向の第2動作軸に沿ってそれぞれ移動可能に構成され、且つ、前記第2方向に並設された少なくとも3つの突き当て機構のうち、前記第2方向の両側に位置し、前記第1方向に沿った前記基台部の基準軸に対して前記突き当て部がオフセット配置された形状を有する第1及び第2突き当て機構と、これらの中間に位置する第3突き当て機構と、を動作制御情報に基づき動作制御装置によって動作させる際に、前記第1及び第2突き当て機構の少なくとも一つの動作と、前記第3突き当て機構の動作と、が互いに干渉するかを判定する判定工程と、前記判定工程で判定された判定結果に基づいて、前記第1、第2及び第3突き当て機構の少なくとも一つに対し、前記干渉を回避するための回避動作を行わせる回避動作工程と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
金型反転装置
25日前
株式会社アマダ
金型収納装置
19日前
株式会社アマダ
レーザモジュール
25日前
株式会社アマダ
パンチング加工方法
18日前
株式会社アマダ
偏光調整装置及びレーザ加工機
25日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
26日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
26日前
株式会社アマダ
レーザ加工用ノズル、及びレーザ加工機
19日前
株式会社アマダ
工作機械制御装置および工作機械制御方法
1か月前
株式会社アマダ
レーザ加工装置及び補正照射位置決定方法
5日前
株式会社アマダ
金型位置ガイド方法、及びプレスブレーキ
5日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
13日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
13日前
株式会社アマダ
レーザ加工機、及びレーザ加工機の制御方法
7日前
株式会社アマダ
工作機械の作業者支援装置及び作業者支援方法
18日前
株式会社アマダ
加工スケジュール調整システム及びその端末装置
26日前
株式会社アマダ
自動運転再開システム及びその端末装置と工作機械
26日前
株式会社アマダ
工作機械の点検管理装置及び工作機械の点検管理方法
13日前
株式会社アマダ
工作機械の運転支援装置および工作機械の運転支援方法
1か月前
株式会社アマダ
プレスブレーキ、曲げ加工システム及びセンサ移動制御方法
1か月前
株式会社アマダ
二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法
19日前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
1か月前
株式会社アマダ
レーザ加工機、レーザ加工方法、加工プログラム作成方法、及び加工プログラムの構成方法
25日前
株式会社アマダ
突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置
25日前
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
20日前
川崎重工業株式会社
金型形状の選定方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
11日前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ