TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057469
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2022164235
出願日
2022-10-12
発明の名称
加工スケジュール調整システム及びその端末装置
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/418 20060101AFI20240417BHJP(制御;調整)
要約
【課題】1人のオペレータが複数の工作機械を担当しても段取り作業の重複をなくして工作機械の運転効率を向上させることのできる加工スケジュール調整システムを提供する。
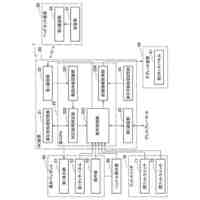
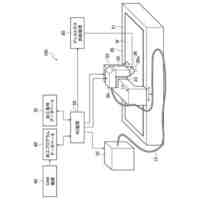
【解決手段】加工スケジュール調整システム1は、複数の工作機械3A、3Bの加工スケジュールを携帯端末7で調整するシステムであって、加工スケジュールは、オペレータが作業を行う段取り作業と、工作機械が自動運転で加工を行う加工プログラムとを含み、携帯端末7は、複数の工作機械からそれぞれ加工スケジュールを取得し、取得したそれぞれの加工スケジュールを、段取り作業の実施時間が重複しないように調整し、調整された加工スケジュールをそれぞれの工作機械に送信して、複数の工作機械を稼働させる。
【選択図】図1
特許請求の範囲
【請求項1】
複数の工作機械の加工スケジュールを端末装置で調整する加工スケジュール調整システムであって、
前記加工スケジュールは、オペレータが作業を行う段取り作業と、前記工作機械が自動運転で加工を行う加工プログラムとを含み、
前記端末装置は、
前記複数の工作機械からそれぞれ前記加工スケジュールを取得し、
取得したそれぞれの前記加工スケジュールを、前記段取り作業の実施時間が重複しないように調整し、
前記調整された加工スケジュールをそれぞれの前記工作機械に送信して、前記複数の工作機械を稼働させる加工スケジュール調整システム。
続きを表示(約 900 文字)
【請求項2】
前記端末装置は、
前記段取り作業の実施時間が重複しないように、前記段取り作業の実施時間をずらした加工スケジュールの組み合わせを複数作成し、
前記複数の組み合わせの中で、前記段取り作業の実施時間をずらしたことによって発生した前記工作機械の停止時間が最も短い組み合わせを選択し、
選択された前記組み合わせに含まれる前記加工スケジュールを、それぞれの前記工作機械に送信して、前記複数の工作機械を稼働させる請求項1に記載の加工スケジュール調整システム。
【請求項3】
前記端末装置は、前記加工スケジュールを、前記段取り作業と前記加工プログラムを作業順序にしたがって並べたタイムチャートの形式で表示する請求項1または2に記載の加工スケジュール調整システム。
【請求項4】
前記加工プログラムのうちの特定の加工プログラムのための特定の段取り作業が、前記工作機械の自動運転を停止させずに実施できる場合には、
前記端末装置は、前記特定の加工プログラムが開始するまでの間に、前記特定の段取り作業が終了するように前記加工スケジュールを調整する請求項1または2に記載の加工スケジュール調整システム。
【請求項5】
前記端末装置は、前記複数の工作機械の加工スケジュールが終了するまでの残り時間を表示する請求項1または2に記載の加工スケジュール調整システム。
【請求項6】
複数の工作機械の加工スケジュールを調整する加工スケジュール調整システムの端末装置であって、
前記加工スケジュールは、オペレータが作業を行う段取り作業と、前記工作機械が自動運転で加工を行う加工プログラムとを含み、
前記複数の工作機械からそれぞれ前記加工スケジュールを取得し、
取得したそれぞれの前記加工スケジュールを、前記段取り作業の実施時間が重複しないように調整し、
前記調整された加工スケジュールをそれぞれの前記工作機械に送信して、前記複数の工作機械を稼働させる加工スケジュール調整システムの端末装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工スケジュール調整システム及びその端末装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来では、納期と工数が既知である複数のジョブの作業順序を決定するためのスケジューリング装置が、特許文献1に開示されている。特許文献1に開示されたスケジューリング装置では、納期と工数を用いた評価式に基づいてジョブの作業順序を決定していた。
【先行技術文献】
【特許文献】
【0003】
特開2001-337711号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した従来のスケジューリング装置では、納期と工数だけでジョブの作業順序を決定していた。しかしながら、ジョブの準備をするためにオペレータが作業を行う段取り作業がある場合には、複数の段取り作業が重複すると、1人のオペレータでは同時に異なる段取り作業を行うことができない。したがって、ジョブが工作機械の加工である場合には、工作機械を停止しなければならないので、従来では、1人のオペレータが複数の工作機械を担当すると、段取り作業が重複して工作機械の運転効率が低下してしまうという問題点があった。
【課題を解決するための手段】
【0005】
本発明の一態様に係る加工スケジュール調整システムは、複数の工作機械の加工スケジュールを端末装置で調整する加工スケジュール調整システムであって、前記加工スケジュールは、オペレータが作業を行う段取り作業と、前記工作機械が自動運転で加工を行う加工プログラムとを含み、前記端末装置は、前記複数の工作機械からそれぞれ前記加工スケジュールを取得し、取得したそれぞれの前記加工スケジュールを、前記段取り作業の実施時間が重複しないように調整し、前記調整された加工スケジュールをそれぞれの前記工作機械に送信して、前記複数の工作機械を稼働させる。
【0006】
本発明の一態様に係る加工スケジュール調整システムの端末装置は、複数の工作機械の加工スケジュールを調整する加工スケジュール調整システムの端末装置であって、前記加工スケジュールは、オペレータが作業を行う段取り作業と、前記工作機械が自動運転で加工を行う加工プログラムとを含み、前記複数の工作機械からそれぞれ前記加工スケジュールを取得し、取得したそれぞれの前記加工スケジュールを、前記段取り作業の実施時間が重複しないように調整し、前記調整された加工スケジュールをそれぞれの前記工作機械に送信して、前記複数の工作機械を稼働させる。
【0007】
上述した構成の加工スケジュール調整システム及びその端末装置では、段取り作業の実施時間が重複しないように加工スケジュールを調整するので、段取り作業が重複することがなくなり、1人のオペレータが複数の工作機械を担当することができる。
【発明の効果】
【0008】
本発明の一態様に係る加工スケジュール調整システム及びその端末装置によれば、1人のオペレータが複数の工作機械を担当しても、段取り作業が重複することがないので、工作機械の運転効率を向上させることができる。
【図面の簡単な説明】
【0009】
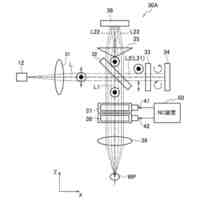
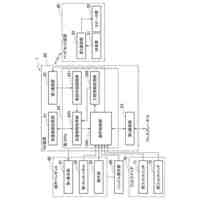
図1は、第1実施形態に係る加工スケジュール調整システムの構成を示す図である。
図2は、工作機械の加工スケジュールの一例を示す図である。
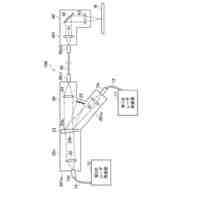
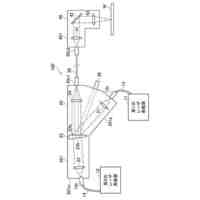
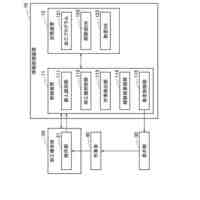
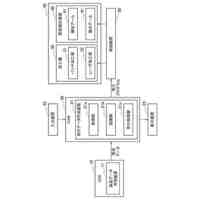
図3は、第1実施形態に係る加工スケジュール調整システムを構成する工作機械と携帯端末の構成を示す図である。
図4は、第1実施形態に係る加工スケジュール調整システムによる加工スケジュール調整処理の処理手順を示すフローチャートである。
図5は、複数の工作機械の加工スケジュールの一例を示す図である。
図6は、複数の工作機械の加工スケジュールを調整して作成された組み合わせの一例を示す図である。
図7は、複数の工作機械の加工スケジュールを調整して作成された組み合わせの一例を示す図である。
図8は、第1実施形態に係る加工スケジュール調整システムにおける携帯端末の表示画面の一例を示す図である。
図9は、段取り作業が自動運転を停止させずに行うことができる場合の加工スケジュールの一例を示す図である。
図10は、段取り作業が自動運転を停止させずに行うことができる場合における複数の工作機械の加工スケジュールの一例を示す図である。
図11は、段取り作業が自動運転を停止させずに行うことができる場合における複数の工作機械の加工スケジュールの一例を示す図である。
【発明を実施するための形態】
【0010】
[第1実施形態]
以下、本発明を適用した第1実施形態について図面を参照して説明する。図面の記載において同一部分には同一符号を付して詳細な説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
金型反転装置
25日前
株式会社アマダ
金型交換装置
1か月前
株式会社アマダ
金型交換装置
1か月前
株式会社アマダ
金型収納装置
19日前
株式会社アマダ
レーザモジュール
25日前
株式会社アマダ
パンチング加工方法
18日前
株式会社アマダ
グリッパ及びワークの保持方法
2か月前
株式会社アマダ
グリッパ及びワークの保持方法
2か月前
株式会社アマダ
偏光調整装置及びレーザ加工機
25日前
株式会社アマダ
製品搬出装置、及び製品搬出方法
2か月前
株式会社アマダ
ビーム結合装置及びレーザ加工機
26日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
26日前
株式会社アマダ
製造支援システム及び製造支援方法
1か月前
株式会社アマダ
レーザ加工用ノズル、及びレーザ加工機
19日前
株式会社アマダ
金型位置ガイド方法、及びプレスブレーキ
5日前
株式会社アマダ
レーザ加工装置及び補正照射位置決定方法
5日前
株式会社アマダ
工作機械制御装置および工作機械制御方法
1か月前
株式会社アマダ
レーザ加工機、及びレーザ加工機の制御方法
7日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
13日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
13日前
株式会社アマダ
工作機械の作業者支援装置及び作業者支援方法
18日前
株式会社アマダ
加工スケジュール調整システム及びその端末装置
26日前
株式会社アマダ
レーザ溶接機及び溶接ヘッドの高さ位置調整方法
1か月前
株式会社アマダ
自動運転再開システム及びその端末装置と工作機械
26日前
株式会社アマダ
工作機械の点検管理装置及び工作機械の点検管理方法
13日前
株式会社アマダ
工作機械の運転支援装置および工作機械の運転支援方法
1か月前
株式会社アマダ
プレスブレーキ、曲げ加工システム及びセンサ移動制御方法
1か月前
株式会社アマダ
二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法
19日前
株式会社アマダ
割付データ作成装置、割付データ作成方法、及びレーザ切断加工方法
1か月前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
1か月前
株式会社アマダ
レーザ加工機、レーザ加工方法、加工プログラム作成方法、及び加工プログラムの構成方法
25日前
株式会社アマダ
突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置
25日前
株式会社クボタ
作業車
7日前
株式会社クボタ
作業車
2か月前
アズビル株式会社
電圧出力回路
2か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ