TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024045000
公報種別
公開特許公報(A)
公開日
2024-04-02
出願番号
2023106168
出願日
2023-06-28
発明の名称
レーザ溶接機及び溶接ヘッドの高さ位置調整方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/02 20140101AFI20240326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】オペレータによる溶接箇所を教示するティーチングの作業を簡略化することができるレーザ溶接機を提供する。
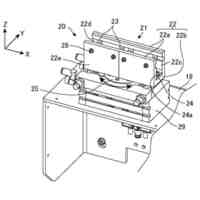
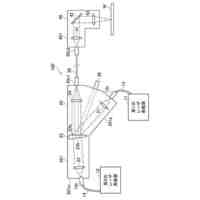
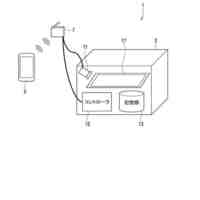
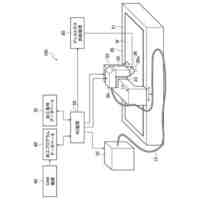
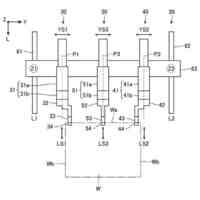
【解決手段】溶接ヘッド20は溶接対象の板金Wにレーザビームを照射する。位置調整機構(多関節ロボット10)は、溶接ヘッド20の板金Wに対する平面的な位置及び高さ方向の位置を調整する。カメラ21は溶接ヘッド20に取り付けられ、板金Wの溶接箇所を撮影する。計算機(コンピュータ機器50)は、カメラ21が溶接箇所を撮影した撮影画像のコントラストを評価した評価値に基づいて、カメラ21の焦点が板金Wの表面に位置する溶接ヘッド20の高さ方向の最適位置を求める。制御装置(NC装置40)は、溶接ヘッド20の高さ方向の位置が計算機によって求められた最適位置となるように位置調整機構を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
溶接対象の板金にレーザビームを照射する溶接ヘッドと、
前記溶接ヘッドの前記板金に対する平面的な位置及び高さ方向の位置を調整する位置調整機構と、
前記溶接ヘッドに取り付けられ、前記板金の溶接箇所を撮影するカメラと、
前記カメラが前記溶接箇所を撮影した撮影画像のコントラストを評価した評価値に基づいて、前記カメラの焦点が前記板金の表面に位置する前記溶接ヘッドの高さ方向の最適位置を求める計算機と、
前記溶接ヘッドの高さ方向の位置が前記計算機によって求められた最適位置となるように前記位置調整機構を制御する制御装置と、
を備えるレーザ溶接機。
続きを表示(約 2,000 文字)
【請求項2】
前記計算機は、前記評価値が最大値となる前記溶接ヘッドの高さ方向の位置を前記最適位置と決定する請求項1に記載のレーザ溶接機。
【請求項3】
前記計算機は、
前記位置調整機構が前記溶接ヘッドを前記高さ方向に移動させている状態で、所定の時間ごとに前記評価値を求め、
時間の進行に伴って変化する前記評価値の回帰直線の傾きを求め、
前記回帰直線の傾きが0となる第1の時刻を求め、
前記第1の時刻から、前記第1の時刻から所定の時間だけ遡った第2の時刻までの、複数の前記評価値を含む時間の中央である第3の時刻を求め、
前記第3の時刻における前記溶接ヘッドの前記高さ方向の位置を前記最適位置と決定する
請求項1に記載のレーザ溶接機。
【請求項4】
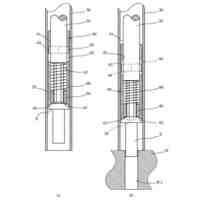
前記溶接ヘッドは、
発散光のレーザビームをコリメート光に変換するコリメーションレンズと、
コリメート光に変換されたレーザビームを集束させて前記板金に照射する集束レンズと、
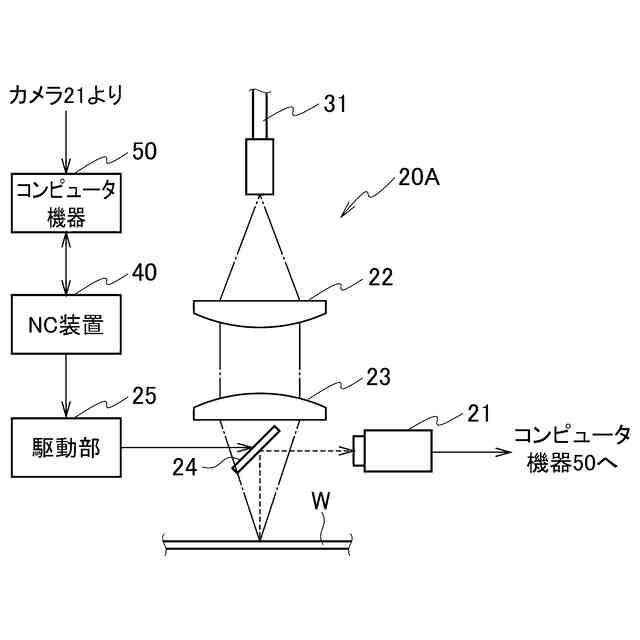
前記板金で反射する可視光を反射させて前記カメラに入射させる全反射ミラーと、
前記計算機が前記最適位置を求めるとき、前記全反射ミラーを前記板金で反射する可視光を反射させて前記カメラに入射させる第1の位置に位置させ、前記板金における前記溶接箇所を溶接するとき、前記全反射ミラーを前記板金に照射されるレーザビームの光路から退避する第2の位置に位置させるよう、前記全反射ミラーを駆動する駆動部と、
を備える請求項1~3のいずれか1項に記載のレーザ溶接機。
【請求項5】
前記溶接ヘッドは、
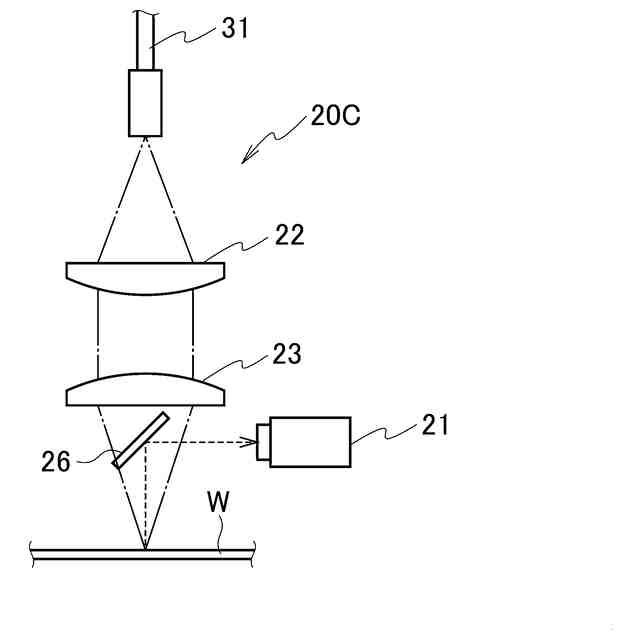
発散光のレーザビームをコリメート光に変換するコリメーションレンズと、
コリメート光に変換されたレーザビームを集束させて前記板金に照射する集束レンズと、
前記板金で反射する可視光を反射させて前記カメラに入射させ、前記板金に照射されるレーザビームを透過させるハーフミラーと、
を備える請求項1~3のいずれか1項に記載のレーザ溶接機。
【請求項6】
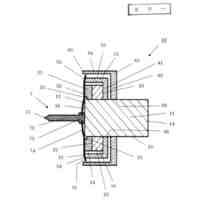
前記溶接ヘッドは、
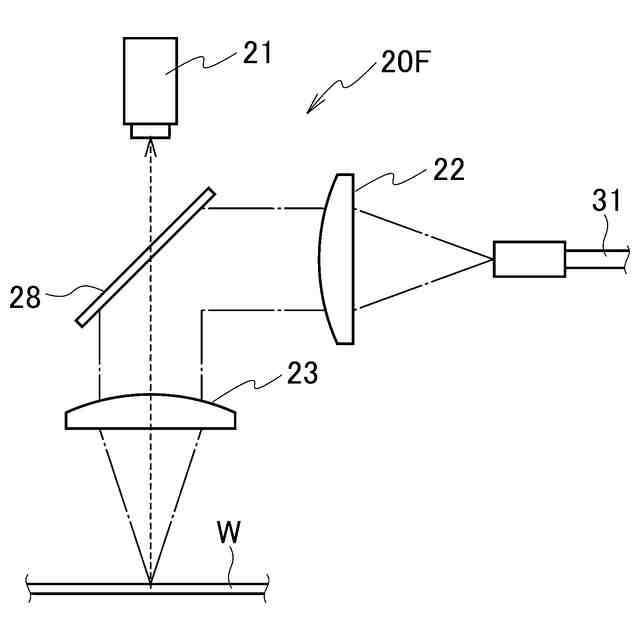
発散光のレーザビームをコリメート光に変換するコリメーションレンズと、
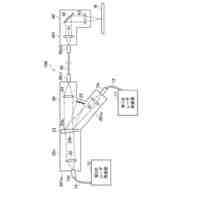
コリメート光に変換されたレーザビームを反射させてレーザビームの進行方向を曲げる全反射ミラーと、
前記全反射ミラーで反射したレーザビームを集束させて前記板金に照射する集束レンズと、
前記板金における前記溶接箇所を溶接するとき、前記全反射ミラーを前記板金に照射されるレーザビームを反射させて前記集束レンズに入射させる第1の位置に位置させ、前記計算機が前記最適位置を求めるとき、前記全反射ミラーを前記板金で反射する可視光の光路から退避する第2の位置に位置させるよう、前記全反射ミラーを駆動する駆動部と、
を備える請求項1~3のいずれか1項に記載のレーザ溶接機。
【請求項7】
前記溶接ヘッドは、
発散光のレーザビームをコリメート光に変換するコリメーションレンズと、
コリメート光に変換されたレーザビームを反射させてレーザビームの進行方向を曲げ、前記板金で反射する可視光を透過させて前記カメラに入射させるハーフミラーと、
前記ハーフミラーで反射したレーザビームを集束させて前記板金に照射する集束レンズと、
を備える請求項1~3のいずれか1項に記載のレーザ溶接機。
【請求項8】
溶接ヘッドを板金の溶接箇所における平面的な位置に位置させた状態で、前記溶接ヘッドを高さ方向に移動させて、前記溶接ヘッドに取り付けられているカメラによって前記溶接箇所を撮影し、
前記溶接箇所の撮影画像のコントラストを評価した評価値を算出し、
前記評価値に基づいて、前記カメラの焦点が前記板金の表面に位置する前記溶接ヘッドの高さ方向の最適位置を求め、
前記溶接ヘッドより射出されるレーザビームによって前記溶接箇所を溶接するときに、前記溶接ヘッドの高さ方向の位置を前記最適位置に位置決めする
溶接ヘッドの高さ位置調整方法。
【請求項9】
前記溶接ヘッドを前記高さ方向の複数の位置における各位置に移動させて、前記カメラによって前記溶接箇所を撮影し、
前記各位置における前記溶接箇所の撮影画像のコントラストを評価した評価値を算出し、
前記各位置で算出した前記評価値に基づいて前記最適位置を求める
請求項8に記載の溶接ヘッドの高さ位置調整方法。
【請求項10】
前記評価値が最大値となる前記溶接ヘッドの高さ方向の位置を前記最適位置と決定する請求項9に記載の溶接ヘッドの高さ位置調整方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ溶接機及び溶接ヘッドの高さ位置調整方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
レーザ溶接機によって板金における第1の箇所から第2の箇所まで直線状の溶接箇所を溶接することがある。このような場合、レーザ溶接機のオペレータは、第1及び第2の箇所それぞれに対する溶接ヘッドの平面的な位置及び高さ方向の位置を教示するティーチングを行う必要がある。ティーチングでは、平面的な位置及び高さ方向の位置に加えて、溶接ヘッドの角度を教示することもある。板金における溶接箇所に対する溶接ヘッドの高さ方向の位置を調整するのは、溶接ヘッドから射出されるレーザビームの焦点を板金の表面に位置させる必要があるからである。
【先行技術文献】
【特許文献】
【0003】
特許第6450625号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
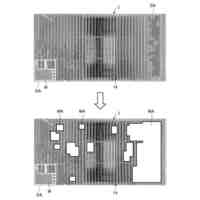
従来のレーザ溶接機は、レーザビームの焦点が板金の表面に位置しているか否かを確認するための測定光を板金の表面に照射する測定光照射装置と、測定光が照射された板金の表面を撮影するカメラを備える(特許文献1参照)。板金の表面に照射された測定光は、レーザビームの焦点が板金の表面から上方に離れた位置にあるか、表面上にあるか、下方にあるかによってその位置がずれる。カメラが撮影している板金の表面に照射された測定光の画像をモニタに表示することにより、オペレータは、レーザビームの焦点が板金の表面に位置するように溶接ヘッドの高さ方向の位置を調整することができる。
【0005】
板金における複数の溶接箇所を溶接する場合には、オペレータは、それぞれの溶接箇所において、モニタに表示された測定光の位置を確認しながら、溶接ヘッドの平面的な位置及び高さ方向の位置を教示するティーチングを行う必要がある。このようなティーチングの作業は煩雑であり、オペレータにとって大きな負担となっている。そこで、ティーチングの作業を簡略化することが望まれる。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の第1の態様は、溶接対象の板金にレーザビームを照射する溶接ヘッドと、前記溶接ヘッドの前記板金に対する平面的な位置及び高さ方向の位置を調整する位置調整機構と、前記溶接ヘッドに取り付けられ、前記板金の溶接箇所を撮影するカメラと、前記カメラが前記溶接箇所を撮影した撮影画像のコントラストを評価した評価値に基づいて、前記カメラの焦点が前記板金の表面に位置する前記溶接ヘッドの高さ方向の最適位置を求める計算機と、前記溶接ヘッドの高さ方向の位置が前記計算機によって求められた最適位置となるように前記位置調整機構を制御する制御装置とを備えるレーザ溶接機を提供する。
【0007】
1またはそれ以上の実施形態の第1の態様によれば、カメラが溶接箇所を撮影した撮影画像のコントラストを評価した評価値に基づいて、カメラの焦点が板金の表面に位置する溶接ヘッドの高さ方向の最適位置が求められる。従って、オペレータは、ティーチングによって溶接箇所に対する溶接ヘッドの高さ方向の位置を教示する必要はなく、ティーチングの作業が簡略化される。
【0008】
1またはそれ以上の実施形態の第2の態様は、溶接ヘッドを板金の溶接箇所における平面的な位置に位置させた状態で、前記溶接ヘッドを高さ方向に移動させて、前記溶接ヘッドに取り付けられているカメラによって前記溶接箇所を撮影し、前記溶接箇所の撮影画像のコントラストを評価した評価値を算出し、前記評価値に基づいて、前記カメラの焦点が前記板金の表面に位置する前記溶接ヘッドの高さ方向の最適位置を求め、前記溶接ヘッドより射出されるレーザビームによって前記溶接箇所を溶接するときに、前記溶接ヘッドの高さ方向の位置を前記最適位置に位置決めする溶接ヘッドの高さ位置調整方法を提供する。
【0009】
1またはそれ以上の実施形態の第2の態様によれば、カメラが溶接箇所を撮影した撮影画像のコントラストを評価した評価値に基づいて、カメラの焦点が板金の表面に位置する溶接ヘッドの高さ方向の最適位置が求められる。従って、オペレータは、ティーチングによって溶接箇所に対する溶接ヘッドの高さ方向の位置を教示する必要はなく、ティーチングの作業が簡略化される。
【発明の効果】
【0010】
1またはそれ以上の実施形態に係るレーザ溶接機及び溶接ヘッドの高さ位置調整方法によれば、オペレータによる溶接箇所を教示するティーチングの作業を簡略化することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
金型反転装置
8日前
株式会社アマダ
金型収納装置
2日前
株式会社アマダ
レーザモジュール
8日前
株式会社アマダ
パンチング加工方法
1日前
株式会社アマダ
偏光調整装置及びレーザ加工機
8日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
9日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
9日前
株式会社アマダ
レーザ加工用ノズル、及びレーザ加工機
2日前
株式会社アマダ
工作機械制御装置および工作機械制御方法
15日前
株式会社アマダ
工作機械の作業者支援装置及び作業者支援方法
1日前
株式会社アマダ
加工スケジュール調整システム及びその端末装置
9日前
株式会社アマダ
自動運転再開システム及びその端末装置と工作機械
9日前
株式会社アマダ
工作機械の運転支援装置および工作機械の運転支援方法
15日前
株式会社アマダ
二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法
2日前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
15日前
株式会社アマダ
レーザ加工機、レーザ加工方法、加工プログラム作成方法、及び加工プログラムの構成方法
8日前
株式会社アマダ
突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置
8日前
個人
低周波振動発生出力方法
28日前
日東精工株式会社
ねじ締め機
15日前
日東精工株式会社
ねじ締め機
3か月前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
着座確認装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
3か月前
株式会社コスメック
クランプ装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
8日前
株式会社ダイヘン
アーク溶接制御方法
10日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
くびれ検出制御方法
10日前
株式会社小島半田製造所
はんだ線
1か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ