TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024059267
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022166848
出願日
2022-10-18
発明の名称
レーザ加工用ノズル、及びレーザ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
26/14 20140101AFI20240423BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アウターノズル開口部から噴出される第2アシストガスの流れが乱れることを抑制し、インナーノズルから噴出される第1アシストガスに対する整流作用を発揮する。
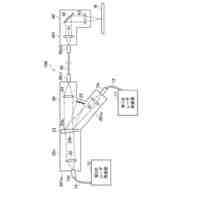
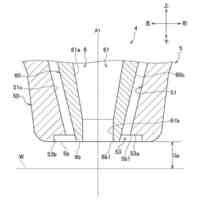
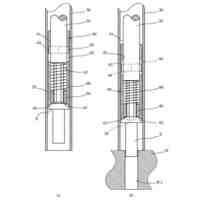
【解決手段】インナーノズル先端部6bには、レーザビームを射出するとともに第1アシストガスを噴出するインナーノズル開口部6b1が設けられている。アウターノズル5は、アウターノズル先端部5bに設けられ、アウターノズル先端部5bよりも内側に窪んだ段差部53と、インナーノズル開口部6b1と同心円となるように段差部53に開口し、第2アシストガスが噴出するアウターノズル開口部5b1と、を含む。段差部53は、アウターノズル開口部5b1の周縁部から、軸線A1方向に対して直交する方向に延びる平面部53aを有し、インナーノズル先端部6bは、軸線A1方向においてアウターノズル開口部5b1とアウターノズル先端部5bとの間に位置する。
【選択図】図1
特許請求の範囲
【請求項1】
軸線方向に延びる筒状のインナーノズルと、
前記インナーノズルを囲むように設けられ、前記軸線方向に延びる筒状のアウターノズルと、を備え、
前記インナーノズルは、
前記軸線方向におけるインナーノズル先端部に設けられ、レーザビームを射出するとともに第1アシストガスを噴出するインナーノズル開口部を含み、
前記アウターノズルは、
前記インナーノズルとの間に第2アシストガスが流れる流路を形成するアウターノズル内周壁部と、
前記軸線方向におけるアウターノズル先端部に設けられ、前記アウターノズル先端部よりも内側に窪んだ段差部と、
前記インナーノズル開口部と同心円となるように前記段差部に開口し、前記流路を流れた前記第2アシストガスが噴出するアウターノズル開口部と、を含み、
前記段差部は、
前記アウターノズル開口部の周縁部から、前記軸線方向に対して直交する方向に延びる平面部を有し、
前記インナーノズル先端部は、
前記軸線方向において前記アウターノズル開口部と前記アウターノズル先端部との間に位置する
レーザ加工用ノズル。
続きを表示(約 520 文字)
【請求項2】
前記段差部は、
前記アウターノズル先端部に近づくように前記平面部の外周縁部から立ち上がり、前記アウターノズル先端部に接続する縦壁部をさらに有する
請求項1記載のレーザ加工用ノズル。
【請求項3】
前記アウターノズル先端部とアウターノズル外周壁部とが接続するコーナ部には、曲面状に面取りされた面取り部が設けられており、
前記縦壁部は、
前記アウターノズル先端部と前記面取り部との境界部に対して接続するか、もしくは前記アウターノズル先端部の平坦部に対して接続する
請求項2記載のレーザ加工用ノズル。
【請求項4】
前記第1アシストガスは、前記第2アシストガスとは異なる種類のガスである
請求項1記載のレーザ加工用ノズル。
【請求項5】
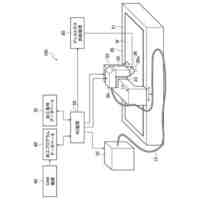
請求項1から4のいずれか1項に記載のレーザ加工用ノズルが装着された加工ヘッドと、
前記加工ヘッドに前記レーザビームを供給するレーザ発振器と、
前記加工ヘッドに、前記第1アシストガス及び前記第2アシストガスを供給するアシストガス供給装置と、
を備えるレーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工用ノズル、及びレーザ加工機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
レーザビームを用いてワークの加工を行うレーザ加工機が知られている。ワークに対してレーザビームを照射する加工ヘッドの先端にはノズル(レーザ加工用ノズル)が設けられており、レーザビームは、ノズル先端部から射出される。また、レーザビームによって溶解した金属を切断溝(カーフ)から排出するために、アシストガスが、ノズル先端から噴出される。例えば特許文献1から4には、種々のレーザ加工用ノズルが開示されている。
【0003】
また、インナーノズルと、インナーノズルを囲むように設けられたアウターノズルとからなる二重構造のノズルが知られている。インナーノズル先端の開口部から、レーザビームが射出されるとともに第1アシストガスが噴出される。また、アウターノズル先端の開口部から第2アシストガスが噴出される。アウターノズルから噴出される第2アシストガスは、インナーノズルから噴出される第1アシストガスを囲むように環状に噴出される。第2アシストガスによって整流されることにより、第1アシストガスは切断溝内へと効率的に導かれる。
【先行技術文献】
【特許文献】
【0004】
特開平11-320172号公報
特許第5039050号公報
特許第5588189号公報
特許第6685478号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えばワークにピアスと呼ばれる穴を開ける場合、レーザビームによって溶融した金属がワークの上面側に噴出し、この金属が冷えて固まることで、ピアスの周囲に金属の塊が堆積することがある。加工ヘッドがピアスからアプローチへと移動する際、或いは、加工ヘッドがピアス近傍の切断経路に沿って移動する際に、インナーノズルによりも外側にあるアウターノズルの先端部が、堆積した金属の塊に接触してしまう。この接触によりアウターノズルの先端部に欠損が生じると、アウターノズルから噴出される第2アシストガスの流れが乱れる原因となる。
【0006】
また、堆積した金属の塊をレーザビームが通過した場合には、金属の塊が再溶融し、スパッタとして飛散することがある。飛散したスパッタがインナーノズルとアウターノズルとの隙間に付着すると、アウターノズルから噴出される第2アシストガスの流れが乱れる原因となる。なお、スパッタの飛散は、金属表面に不純物が含まれる高炉材などの特定の材料を切断する際にも生じる課題である。
【0007】
このように、二重構造のノズルでは、アウターノズルから噴出される第2アシストガスの流れが乱れることで、インナーノズルから噴出される第1アシストガスに対する整流作用が弱まってしまうという問題がある。
【課題を解決するための手段】
【0008】
本発明の一態様のレーザ加工用ノズルは、軸線方向に延びる筒状のインナーノズルと、インナーノズルを囲むように設けられ、軸線方向に延びる筒状のアウターノズルと、を備え、インナーノズルは、軸線方向におけるインナーノズル先端部に設けられ、レーザビームを射出するとともに第1アシストガスを噴出するインナーノズル開口部を含み、アウターノズルは、インナーノズルとの間に第2アシストガスが流れる流路を形成するアウターノズル内周壁部と、軸線方向におけるアウターノズル先端部に設けられ、アウターノズル先端部よりも内側に窪んだ段差部と、インナーノズル開口部と同心円となるように段差部に開口し、流路を流れた第2アシストガスが噴出するアウターノズル開口部と、を含み、段差部は、アウターノズル開口部の周縁部から、軸線方向に対して直交する方向に延びる平面部を有し、インナーノズル先端部は、軸線方向においてアウターノズル開口部とアウターノズル先端部との間に位置する。
【0009】
本発明の一態様のレーザ加工用ノズルは、アウターノズル開口部のエッジの形状を維持することができる。これにより、アウターノズル開口部から噴出される第2アシストガスの流れが乱れることを抑制することができる。
【発明の効果】
【0010】
本発明の一態様によれば、インナーノズルから噴出される第1アシストガスに対する整流作用を十分に発揮することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
金型反転装置
25日前
株式会社アマダ
金型収納装置
19日前
株式会社アマダ
レーザモジュール
25日前
株式会社アマダ
パンチング加工方法
18日前
株式会社アマダ
偏光調整装置及びレーザ加工機
25日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
26日前
株式会社アマダ
ビーム結合装置及びレーザ加工機
26日前
株式会社アマダ
レーザ加工用ノズル、及びレーザ加工機
19日前
株式会社アマダ
工作機械制御装置および工作機械制御方法
1か月前
株式会社アマダ
レーザ加工装置及び補正照射位置決定方法
5日前
株式会社アマダ
金型位置ガイド方法、及びプレスブレーキ
5日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
13日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
13日前
株式会社アマダ
レーザ加工機、及びレーザ加工機の制御方法
7日前
株式会社アマダ
工作機械の作業者支援装置及び作業者支援方法
18日前
株式会社アマダ
加工スケジュール調整システム及びその端末装置
26日前
株式会社アマダ
自動運転再開システム及びその端末装置と工作機械
26日前
株式会社アマダ
工作機械の点検管理装置及び工作機械の点検管理方法
13日前
株式会社アマダ
工作機械の運転支援装置および工作機械の運転支援方法
1か月前
株式会社アマダ
プレスブレーキ、曲げ加工システム及びセンサ移動制御方法
1か月前
株式会社アマダ
二酸化炭素排出量試算システム、及び二酸化炭素排出量試算方法
19日前
株式会社アマダ
割付データ作成装置、割付データ作成方法、及びレーザ切断加工方法
1か月前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
1か月前
株式会社アマダ
レーザ加工機、レーザ加工方法、加工プログラム作成方法、及び加工プログラムの構成方法
25日前
株式会社アマダ
突き当て機構の動作制御方法、突き当て機構の動作制御プログラム及び突き当て機構の動作制御装置
25日前
日東精工株式会社
ねじ締め機
13日前
個人
低周波振動発生出力方法
1か月前
津田駒工業株式会社
工作機械
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
着座確認装置
2か月前
株式会社日本ピット
ピット装置
5か月前
個人
パワーデバイスの接合方法
3か月前
アズビル株式会社
溶接方法
2か月前
株式会社コスメック
クランプ装置
2か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ