TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024051939
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022158337
出願日
2022-09-30
発明の名称
プレスブレーキ、曲げ加工システム及びセンサ移動制御方法
出願人
株式会社アマダ
代理人
弁理士法人きさらぎ国際特許事務所
主分類
B21D
5/02 20060101AFI20240404BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】曲げ加工を行うワークの近傍で目視確認することなくワークの高さ方向の位置決めができるプレスブレーキ、曲げ加工システム及びセンサ移動制御方法。
【解決手段】相対移動可能な上型及び下型と、前記上型及び前記下型の間に挿入されるワークの高さ方向の位置を検出可能な高さ検出センサと、前記高さ検出センサを前記上型及び下型の長手方向に移動させる高さ検出センサ移動部と、制御部とを備え、前記制御部は、前記ワークを保持するワーク保持手段の位置の近傍に前記高さ検出センサを移動させる移動制御部と、前記高さ検出センサにより検出された前記ワークの高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定処理部とを含む。
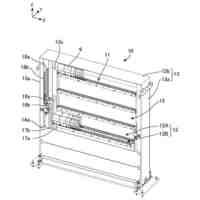
【選択図】図1
特許請求の範囲
【請求項1】
相対移動可能な上型及び下型と、
前記上型及び前記下型の間に挿入されるワークの高さ方向の位置を検出可能な高さ検出センサと、
前記高さ検出センサを前記上型及び下型の長手方向に移動させる高さ検出センサ移動部と、
制御部と
を備え、
前記制御部は、
前記ワークを保持するワーク保持手段の位置の近傍に前記高さ検出センサを移動させる移動制御部と、
前記高さ検出センサにより検出された前記ワークの高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定処理部と、
を含む
プレスブレーキ。
続きを表示(約 1,100 文字)
【請求項2】
前記下型を取り付ける下部テーブルを備え、
前記高さ検出センサは、前記下部テーブルの前記ワーク保持手段との対向面に移動自在に取り付けられている
請求項1に記載のプレスブレーキ。
【請求項3】
前記制御部は、前記高さ検出センサの検出範囲から前記ワーク保持手段が外れるように前記高さ検出センサ移動部を制御するよう構成されている
請求項1又は2に記載のプレスブレーキ。
【請求項4】
前記ワークの曲げ加工時に、前記ワークの曲げ角度を検出可能な角度検出センサを備え、
前記角度検出センサは、前記上型及び前記下型の長手方向に移動自在に構成されており、
前記高さ検出センサ及び前記角度検出センサは、それぞれ独立して前記上型及び前記下型の長手方向に移動可能に構成されている
請求項1又は2に記載のプレスブレーキ。
【請求項5】
所定長さの板状のワークの曲げ加工を行うプレスブレーキと、
前記プレスブレーキに前記ワークを供給するワーク供給ロボットと、
高さ検出センサと、
高さ検出センサ移動部と、
前記プレスブレーキ、前記ワーク供給ロボット、前記高さ検出センサ及び前記高さ検出センサ移動部を制御する制御装置と
を備え、
前記プレスブレーキは、相対移動可能な上型及び下型を含み、
前記ワーク供給ロボットは、上型及び下型の間に前記ワークを挿入するよう構成されており、
前記高さ検出センサは、前記上型及び前記下型の間に挿入される前記ワークの高さ方向の位置を検出可能に構成されており、
前記高さ検出センサ移動部は、前記高さ検出センサを前記上型及び前記下型の長手方向に移動させるよう構成されており、
前記制御装置は、
前記ワークを保持するワーク保持手段の位置の近傍に前記高さ検出センサを移動させる移動制御部と、
前記高さ検出センサにより検出された前記ワークの高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定処理部と、
を含む
曲げ加工システム。
【請求項6】
相対移動可能な上型及び下型の間に挿入されるワークを保持するワーク保持手段の位置の近傍に前記ワークの高さ方向の位置を検出可能な高さ検出センサを移動させる高さ検出センサ移動工程と、
前記ワークの前記高さ方向の前記位置を検出する高さ検出工程と、
前記高さ検出センサにより検出された前記ワークの前記高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定工程と
を備える
センサ移動制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレスブレーキ、曲げ加工システム及びセンサ移動制御方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、所定長さの板状のワークの曲げ加工を行うためのパンチ、ダイ及びワークの前後方向の位置決めを行うバックゲージを備えたプレスブレーキと、パンチ及びダイによる曲げ加工位置に対してワークの搬送位置決めを行う搬送ロボットと、搬送ロボット及びバックゲージの動作を制御するための制御装置とを備えた曲げ加工システムがある(特許文献1等)。
【0003】
このような曲げ加工システムは、パンチ及びダイの間へワークWの搬送供給を行う搬送ロボットがプレスブレーキの前側に前後方向、左右方向及び上下方向へ移動自在に配置されている。
【先行技術文献】
【特許文献】
【0004】
特開2014-147955号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の曲げ加工システムでは、ワークの搬送位置決めをする際に、ワークの前後方向の位置決めは、バックゲージを使用して行うことができるが、上下方向の位置決めは、作業者が搬送ロボットやワークの近傍で目視確認を行いながら手動操作により位置決めをする必要がある。
【0006】
上下方向の位置決めにかかる時間は、作業者の経験や勘によって左右されてしまい、経験の浅い作業員では、ワークとパンチ及びダイの隙間を確認しながら何度も目視確認と調整を繰り返すことになり、曲げ加工システムの高稼働化の妨げや熟練作業員への作業の集中等の問題がある。
【0007】
本発明の一態様は、曲げ加工を行うワークの近傍で目視確認することなくワークの高さ方向の位置決めができるプレスブレーキ、曲げ加工システム及びセンサ移動制御方法である。
【課題を解決するための手段】
【0008】
本発明の一態様に係るプレスブレーキは、相対移動可能な上型及び下型と、前記上型及び前記下型の間に挿入されるワークの高さ方向の位置を検出可能な高さ検出センサと、前記高さ検出センサを前記上型及び下型の長手方向に移動させる高さ検出センサ移動部と、制御部とを備え、前記制御部は、前記ワークを保持するワーク保持手段の位置の近傍に前記高さ検出センサを移動させる移動制御部と、前記高さ検出センサにより検出された前記ワークの高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定処理部とを含む。
【0009】
本発明の一態様に係る曲げ加工システムは、所定長さの板状のワークの曲げ加工を行うプレスブレーキと、前記プレスブレーキに前記ワークを供給するワーク供給ロボットと、高さ検出センサと、高さ検出センサ移動部と、前記プレスブレーキ、前記ワーク供給ロボット、前記高さ検出センサ及び前記高さ検出センサ移動部を制御する制御装置とを備え、前記プレスブレーキは、相対移動可能な上型及び下型を含み、前記ワーク供給ロボットは、上型及び下型の間に前記ワークを挿入するよう構成されており、前記高さ検出センサは、前記上型及び前記下型の間に挿入される前記ワークの高さ方向の位置を検出可能に構成されており、前記高さ検出センサ移動部は、前記高さ検出センサを前記上型及び前記下型の長手方向に移動させるよう構成されており、前記制御装置は、前記ワークを保持するワーク保持手段の位置の近傍に前記高さ検出センサを移動させる移動制御部と、前記高さ検出センサにより検出された前記ワークの高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定処理部とを含む。
【0010】
本発明の一態様に係るセンサ移動制御方法は、相対移動可能な上型及び下型の間に挿入されるワークを保持するワーク保持手段の位置の近傍に前記ワークの高さ方向の位置を検出可能な高さ検出センサを移動させる高さ検出センサ移動工程と、前記ワークの前記高さ方向の前記位置を検出する高さ検出工程と、前記高さ検出センサにより検出された前記ワークの前記高さ方向の前記位置が許容範囲に収まっているか否かを判定する高さ判定工程とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
3日前
株式会社プロテリアル
熱間型打鍛造用分割金型
1か月前
川崎重工業株式会社
金型形状の選定方法
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
24日前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
プレス成形方法
22日前
本田技研工業株式会社
プレス成形方法
22日前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
株式会社アマダ
金型交換装置
1か月前
株式会社アマダ
金型交換装置
1か月前
旭サナック株式会社
圧造機
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
2日前
住友重機械工業株式会社
ストレッチ成形装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
24日前
株式会社栗本鐵工所
ベンディングロール
1か月前
川崎重工業株式会社
ロール成形機及びロール成形方法
2か月前
トヨタ紡織株式会社
プレス加工方法
1か月前
株式会社アマダ
パンチング加工方法
1日前
日産自動車株式会社
鍛造方法
2か月前
トヨタ紡織株式会社
プレス成形装置
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
8日前
東陽建設工機株式会社
鉄筋搬送補助装置
3か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
25日前
山陽特殊製鋼株式会社
バーの処理設備
2か月前
株式会社アマダ
金型反転装置
8日前
株式会社アマダ
金型収納装置
2日前
トヨタ紡織株式会社
材料供給装置
1か月前
株式会社リケンCKJV
グルーブ加工管及びその製造機
1か月前
日本製鉄株式会社
プレス成形品の製造方法及び製造設備
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
国立研究開発法人物質・材料研究機構
恒温鍛造装置及び恒温鍛造方法
3か月前
株式会社ジーテクト
プレス成形方法
3か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ