TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024051398
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022157547
出願日
2022-09-30
発明の名称
粘着剤層を有する積層フィルムの製造方法
出願人
日東電工株式会社
代理人
個人
,
個人
主分類
B32B
27/00 20060101AFI20240404BHJP(積層体)
要約
【課題】軟質な粘着剤層を有する積層フィルムを効率よく製造するのに適した積層フィルムの製造方法を提供する。
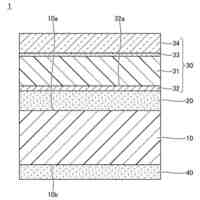
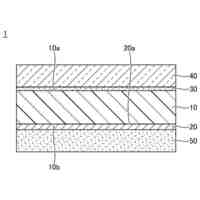
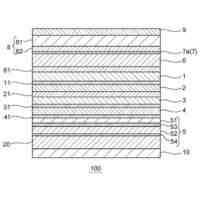
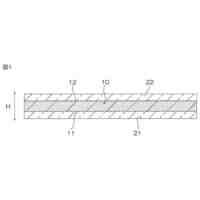
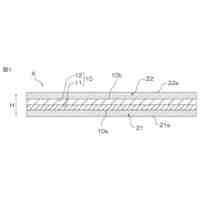
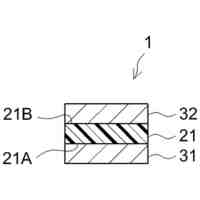
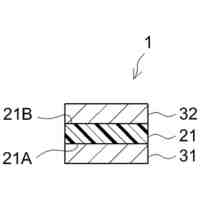
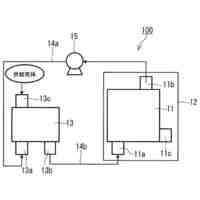
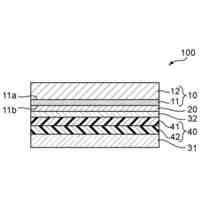
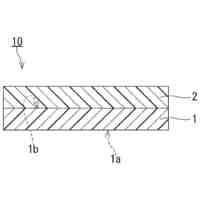
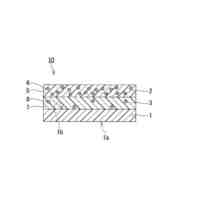
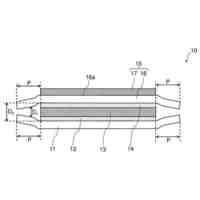
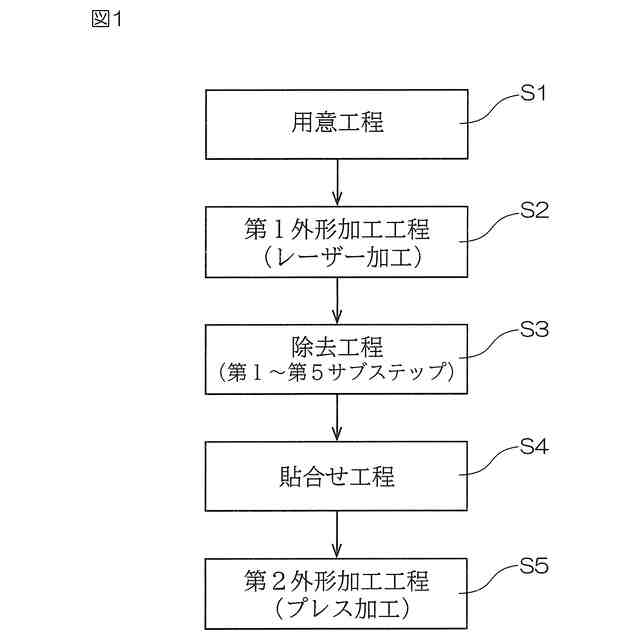
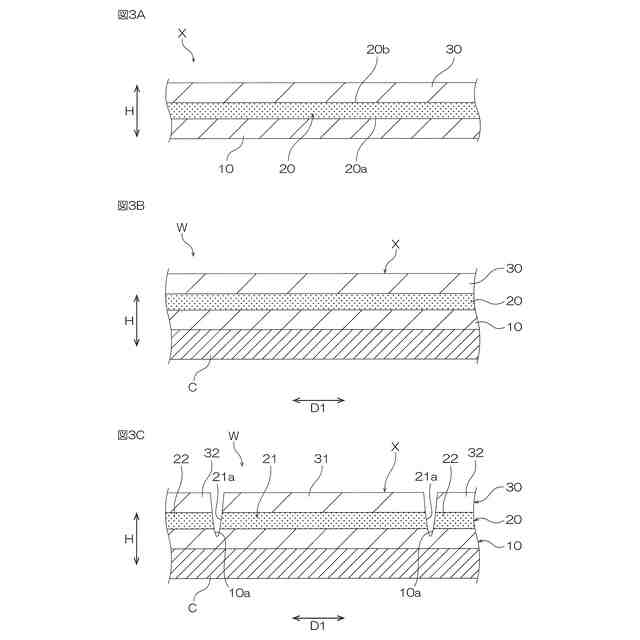
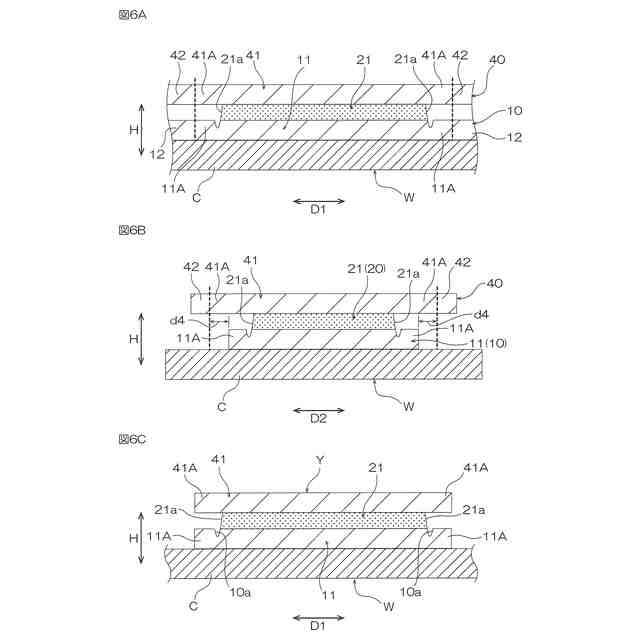
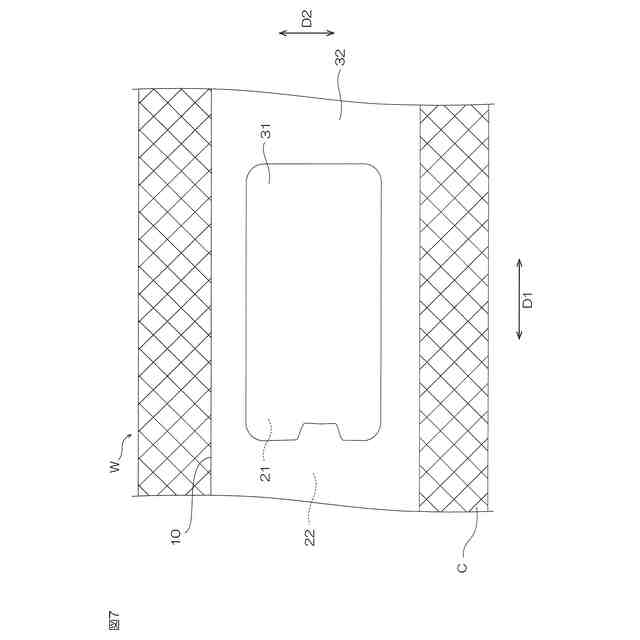
【解決手段】積層フィルムの製造方法は、キャリアフィルムCとフィルム層10と原粘着剤層20とフィルム層30とを厚さ方向Hに順に備えるワークフィルムWに対するフィルム層30側からのレーザー加工により、フィルム層10上で原粘着剤層20とフィルム層30を切断し、粘着剤層21とその周りの周囲部22とを原粘着剤層20に形成し、粘着剤層21上のフィルム31とその周りの周囲部32とをフィルム層30に形成する工程S2と、周囲部22,32とフィルム31を除去する工程S3と、ワークフィルムWの粘着剤層20側に長尺のフィルム40’をフィルム層40として貼り合わせる工程S4と、フィルム層40側からのプレス加工により、キャリアフィルムS上のフィルム層10,40を切断してフィルム11,41を形成する工程S5とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
粘着剤層を有する積層フィルムのロールトゥロール方式の製造方法であって、
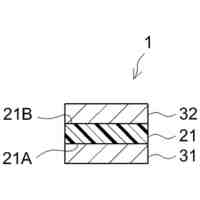
キャリアフィルムと、第1フィルム層と、原粘着剤層と、第2フィルム層とを厚さ方向にこの順で備える長尺のワークフィルムに対し、前記第2フィルム層側から前記厚さ方向にレーザー光を照射することにより、前記第1フィルム層上で前記原粘着剤層および前記第2フィルム層を切断し、前記原粘着剤層において、個片化された粘着剤層と当該粘着剤層まわりの第1周囲部とを形成し、前記第2フィルム層において、前記粘着剤層上の第2フィルムと、当該第2フィルムまわりの、前記第1周囲部上の第2周囲部とを形成する、第1外形加工工程と、
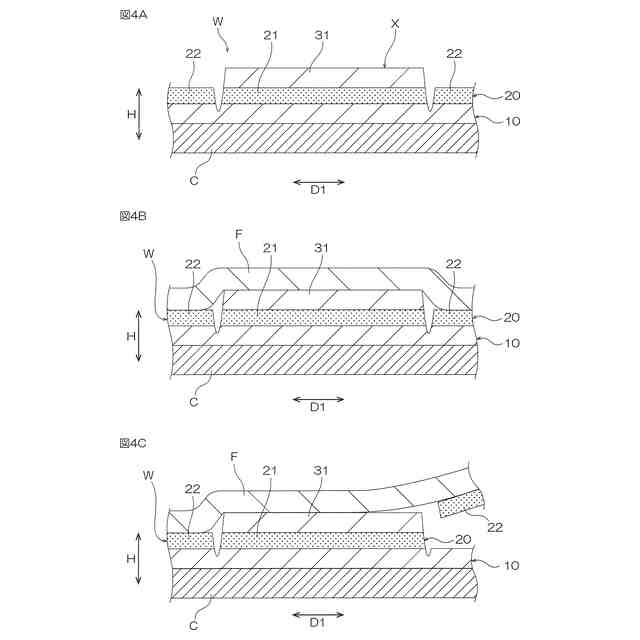
前記ワークフィルムから前記第2周囲部、前記第1周囲部および前記第2フィルムを除去する除去工程と、
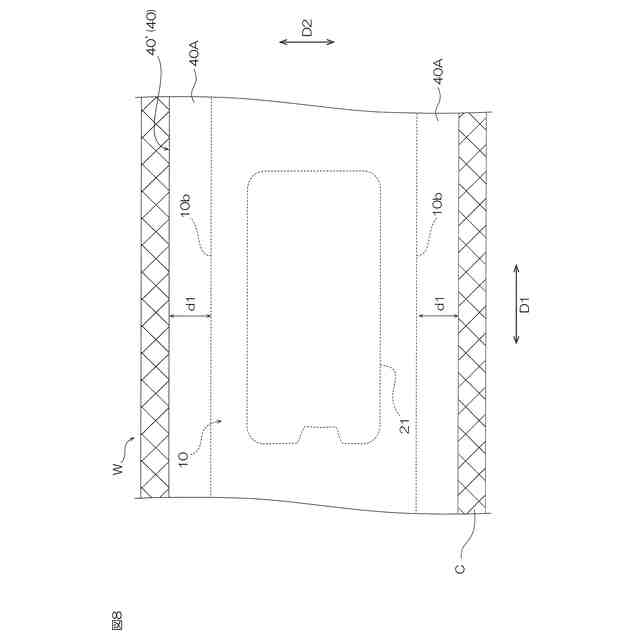
前記除去工程後に、前記ワークフィルムの前記粘着剤層側に長尺のフィルムを第3フィルム層として貼り合わせる貼合せ工程と、
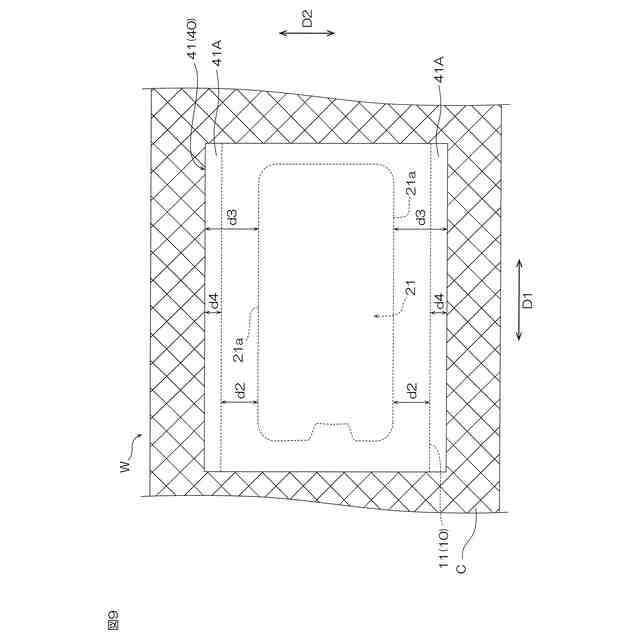
前記貼合せ工程後に、前記ワークフィルムに対し、前記第3フィルム層側からプレス刃をプレスすることにより、前記キャリアフィルム上で前記第1フィルム層および前記第3フィルム層を切断し、前記第1フィルム層において第1フィルムを形成し、前記第3フィルム層において第3フィルムを形成する、第2外形加工工程とを含む、粘着剤層を有する積層フィルムの製造方法。
続きを表示(約 440 文字)
【請求項2】
前記第2外形加工工程における前記第1フィルム層および前記第3フィルム層の切断箇所は、前記厚さ方向と直交する面方向において前記粘着剤層から離れている、請求項1に記載の粘着剤層を有する積層フィルムの製造方法。
【請求項3】
前記第1外形加工工程の後であって前記除去工程の前に、前記ワークフィルムを一対のローラによって挟んで引っ張るニップ工程を更に含む、請求項1に記載の粘着剤層を有する積層フィルムの製造方法。
【請求項4】
前記第1外形加工工程は、前記ワークフィルムに対する前記レーザー光の照射の前に前記ワークフィルムを弛ませることを含まない、請求項1に記載の粘着剤層を有する積層フィルムの製造方法。
【請求項5】
前記第1外形加工工程は、前記ワークフィルムに対する前記レーザー光の照射の後に前記ワークフィルムを弛ませることを含まない、請求項1から4のいずれか一つに記載の粘着剤層を有する積層フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粘着剤層を有する積層フィルムの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ディスプレイパネルは、例えば、画素パネル、偏光フィルム、タッチパネルおよびカバーフィルムなどの要素を含む積層構造を有する。そのようなディスプレイパネルの製造過程では、積層構造に含まれる要素どうしの接合のために、例えば、光学的に透明な粘着シート(光学粘着シート)が用いられる。光学粘着シートは、同シートの両面がはく離ライナーで被覆された形態(粘着剤層を有する積層フィルムの形態)で製造される。
【0003】
一方、例えばスマートフォン用およびタブレット端末用に、繰り返し折り曲げ可能(フォルダブル)なディスプレイパネルの開発が進んでいる。フォルダブルディスプレイパネルは、具体的には、屈曲形状とフラットな非屈曲形状との間で、繰り返し変形可能である。このようなフォルダブルディスプレイパネルでは、積層構造中の各要素が、繰り返し折り曲げ可能に作製されており、そのような要素間の接合に薄い光学粘着シートが用いられている。フォルダブルディスプレイパネルなどフレキシブルデバイス用の光学粘着シートについては、例えば下記の特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2018-111754号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ディスプレイパネル用の光学粘着シートは、従来、例えば次のようにして製造される。
【0006】
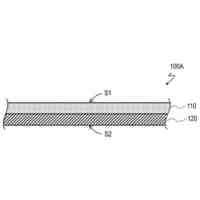
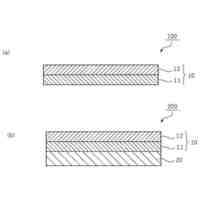
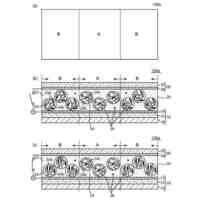
まず、図11Aに示すように、長尺の原反シートとしての積層シート90を用意する。積層シート90は、はく離ライナー91と、粘着剤層92と、はく離ライナー93とを、厚さ方向Hにこの順で有する。はく離ライナー91は、粘着剤層92の一方面に剥離可能に接している。はく離ライナー93は、粘着剤層92の他方面に剥離可能に接している。このような積層シート90が、キャリアフィルム(図示略)上に支持された状態で、製造ラインを流される。
【0007】
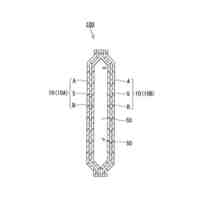
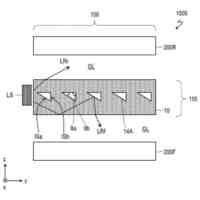
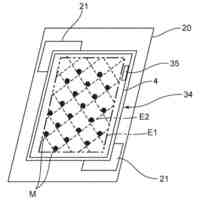
次に、図11Bに示すように、積層シート90の粘着剤層92に対するプレス加工により、複数の枚葉状の光学粘着シート92Aを形成する(プレス加工工程)。プレス加工では、図12に示すように、積層シート90に対して、刃型100の刃101を、はく離ライナー93側からはく離ライナー91に至るまで押し入れる。これにより、所定の平面視形状の光学粘着シート92Aを形成する。本工程では、粘着剤層92における光学粘着シート92Aまわりには、周囲部92aが生ずる。はく離ライナー93もプレス加工されて、粘着剤層92と同一の平面視形状のはく離ライナー93Aが形成され、はく離ライナー93Aまわりに周囲部93aが生ずる。本工程では、図13に示すように、積層シート90において切断溝95が形成される。切断溝95は、粘着剤層92およびはく離ライナー93に押し入る刃101(図12)が、粘着剤層92およびはく離ライナー93を面方向Dに押圧することより、形成される。はく離ライナー91上で隣り合う光学粘着シート92Aおよび周囲部92aの端縁部E,Eは、互いに対向する。また、本工程のプレス加工では、積層シート90に対して、刃型100の刃101を、はく離ライナー93側から上記キャリアフィルムに至るまで押し入れることにより、キャリアフィルム上に所定の平面視形状のはく離ライナー付き光学粘着シート92Aを形成してもよい。この場合、図11Dを参照して後述する切断工程は実施されない。
【0008】
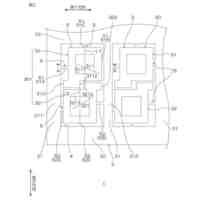
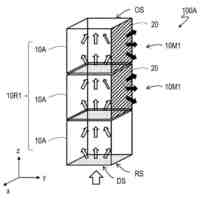
図14は、従来のプレス加工工程の一例を表す。図14に示すプレス加工工程では、製造ラインを流れる積層シート90が、一対のニップローラ201,201間と、プレス加工機202と、一対のニップローラ203,203間とを、この順で通過する。プレス加工機202は、間欠送り装置と、加工ステージと、同ステージの上方に配置された刃型とを備える(いずれも図示略)。一対のニップローラ201,201とプレス加工機202との間では、積層シート90は弛ませられる。プレス加工機202と一対のニップローラ203,203との間では、積層シート90は弛ませられる。ニップローラ201,201とニップローラ203,203との間では、積層シート90は、プレス加工機202の間欠送り装置によって間欠的に送られる。これにより、積層シート90における未加工領域が、プレス加工機202の加工ステージ上に間欠的に供給される。加工ステージ上では、間欠的に供給される積層シート90の未加工領域ごとに、刃型によるプレス加工が実施される。
【0009】
このようなプレス加工工程の後、図11Cに示すように、はく離ライナー91上から周囲部92a,93aを除去する(除去工程)。この後、図11Dに示すように、長尺のはく離ライナー91が枚葉状のはく離ライナー91Aに切断される。これにより、粘着剤層を有する枚葉状の積層フィルム(はく離ライナー91A/光学粘着シート92A/はく離ライナー93A)が得られる。
【0010】
フレキシブルデバイス用の光学粘着シートには、デバイス屈曲時の被着体への充分な追従性と、優れた応力緩和性とを有するように、高度に軟質であることが求められる。しかしながら、上述の従来の製造方法では、粘着剤層92が軟質なほど、プレス加工工程(図11B)後に、はく離ライナー91上で隣り合う光学粘着シート92Aおよび周囲部92aの端縁部E,Eが、図13において一点鎖線で示すように、それぞれ外方に膨らむように変形しやすい。具体的には、プレス加工時の刃101の押し入りによって間が開いた端縁部E,Eは、元の位置に復帰するように変形しやすい(復帰的変形)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
水槽
28日前
日東電工株式会社
照明装置
22日前
日東電工株式会社
複層構造体
19日前
日東電工株式会社
光学積層体
5日前
日東電工株式会社
複層構造体
19日前
日東電工株式会社
粘着シート
20日前
日東電工株式会社
粘着シート
21日前
日東電工株式会社
光学積層体
19日前
日東電工株式会社
粘着シート
22日前
日東電工株式会社
培養バッグ
28日前
日東電工株式会社
光学積層体
5日前
日東電工株式会社
配線回路基板
25日前
日東電工株式会社
集合体シート
27日前
日東電工株式会社
光学粘着シート
20日前
日東電工株式会社
可変色粘着シート
25日前
日東電工株式会社
情報コード付シート
5日前
日東電工株式会社
光学積層体の製造方法
5日前
日東電工株式会社
粘着シート及び積層体
19日前
日東電工株式会社
配線回路基板の製造方法
25日前
日東電工株式会社
光学部材および照明装置
20日前
日東電工株式会社
粘着剤および粘着シート
20日前
日東電工株式会社
粘着剤および粘着シート
20日前
日東電工株式会社
培養システム及び培養方法
21日前
日東電工株式会社
高分子分散型液晶フィルム
21日前
日東電工株式会社
封止シートおよび電子装置
5日前
日東電工株式会社
封止シートおよび電子装置
5日前
日東電工株式会社
封止シートおよび電子装置
5日前
日東電工株式会社
積層体および画像表示装置
14日前
日東電工株式会社
分離膜の製造方法及び分離膜
20日前
日東電工株式会社
封止用シートおよび素子装置
5日前
日東電工株式会社
積層体、袋状体及び培養バッグ
28日前
日東電工株式会社
積層体、袋状体及び培養バッグ
28日前
日東電工株式会社
反射防止層付き偏光板の製造方法
27日前
日東電工株式会社
マーク付フィルムチップの製造方法
5日前
日東電工株式会社
光学装置、光学部材および導光部材
22日前
日東電工株式会社
培養バッグ及びそれを用いた培養方法
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ