TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024051269
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022157332
出願日
2022-09-30
発明の名称
レベリングシステムおよびレーザ受光器
出願人
株式会社トプコン
代理人
弁理士法人あお葉国際特許事務所
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01C
9/06 20060101AFI20240404BHJP(測定;試験)
要約
【課題】レーザ受光器の傾斜を検出する。
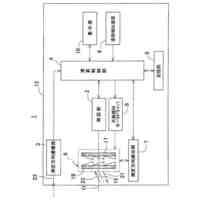
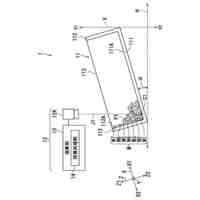
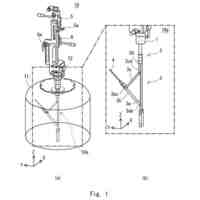
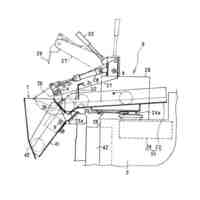
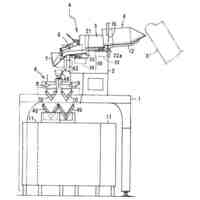
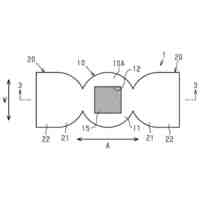
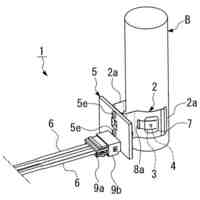
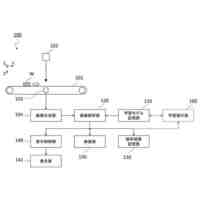
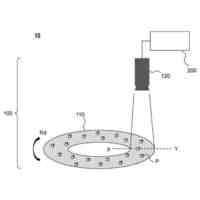
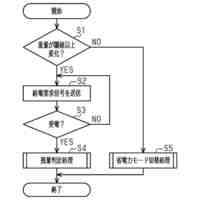
【解決手段】レベリングシステム(1)は、測定基準点から所定の高さ(H)で水平にレーザ光(B)を出射する回転レーザ装置(10)と、前記レーザ光を受光するレーザ受光器(20)と、を備え、前記レーザ受光器は、導光体の両端部に配置された受光部を備える鉛直受光管(23)および水平受光管(24)と、前記受光部に接続された演算処理部(31)を備え、前記演算処理部は、前記受光部の各受光信号から前記レーザ光の衝突位置(235)を特定し、前記衝突位置が前記導光体の長さの中央位置を境にしたどちら側にあるかと、前記衝突位置の前記中央位置からの差分距離を算出し、前記鉛直受光管の差分距離(Dv)から前記受光器の前後傾斜(θ)を検出し、前記水平受光管の差分距離(Dh)から前記受光器の左右傾斜(δ)を検出する。
【選択図】図2
特許請求の範囲
【請求項1】
測定基準点から所定の高さHで水平にレーザ光を出射する回転レーザ装置と、前記レーザ光を受光するレーザ受光器と、を備え、
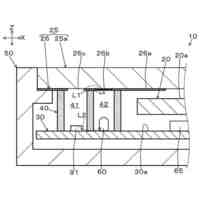
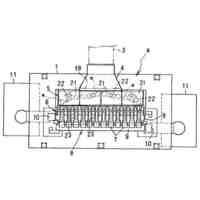
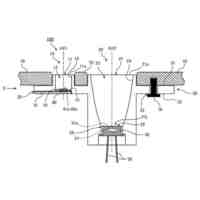
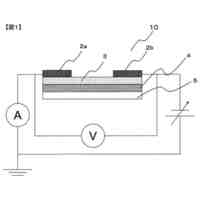
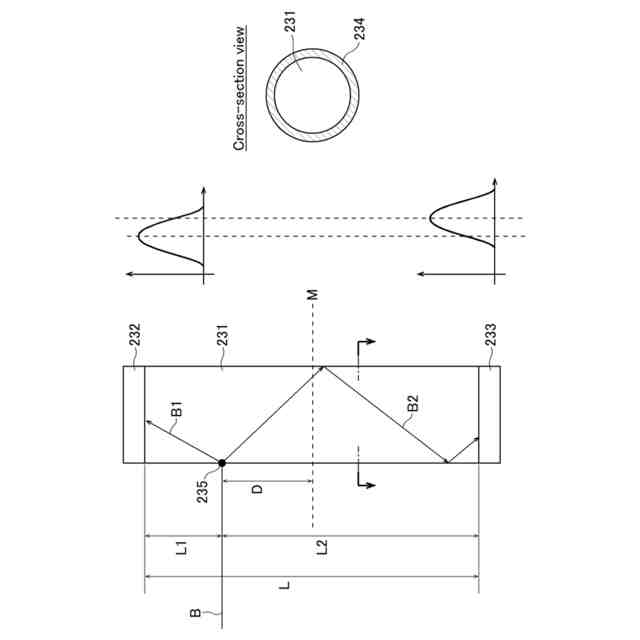
前記レーザ受光器は、受光センサとして,柱状の導光体,前記導光体の両端部に配置された受光部,前記レーザ光を前記導光体の前記両端部に向かって分割する光結合層,を備える、鉛直受光管および水平受光管と、前記受光部に接続された演算処理部を備え、
前記演算処理部は、
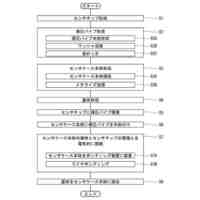
前記受光部の各受光信号から前記レーザ光の衝突位置を特定し、前記衝突位置が前記導光体の長さの中央位置を境にしたどちら側にあるかと、前記衝突位置の前記中央位置からの差分距離を算出し、
前記鉛直受光管の差分距離Dvから前記受光器の前後傾斜θを検出し、前記水平受光管の差分距離Dhから前記受光器の左右傾斜δを検出する
ことを特徴とするレベリングシステム。
続きを表示(約 1,900 文字)
【請求項2】
前記演算処理部は、数式1から前記前後傾斜θを算出し、数式2から前記左右傾斜δを算出することを特徴とする請求項1に記載のレベリングシステム。
JPEG
2024051269000004.jpg
18
49
JPEG
2024051269000005.jpg
28
49
【請求項3】
前記演算処理部は、前記差分距離Dvと前記前後傾斜θの対応関係を記憶した前後傾斜検出テーブルと、前記差分距離Dhと前記左右傾斜δの対応関係を記憶した水平傾斜検出テーブルから、前記鉛直受光管で検出した前記差分距離Dvに対応する前記前後傾斜θを読み求め、前記水平受光管で検出した前記差分距離Dhに対応する前記左右傾斜δを読み求めることを特徴とする請求項1に記載のレベリングシステム。
【請求項4】
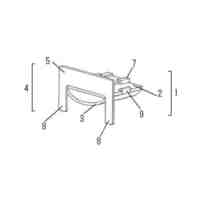
前記鉛直受光管と前記水平受光管は、前記鉛直受光管の前記中央位置に前記水平受光管の中心軸を合わせ、受光器中心が前記水平受光管の前記中央位置になるように、T型に配置されていることを特徴とする請求項1に記載のレベリングシステム。
【請求項5】
前記鉛直受光管は第1鉛直受光管と第2鉛直受光管の2本、前記水平受光管は1本あり、前記第1鉛直受光管、前記第2鉛直受光管、および前記水平受光管は、前記第1鉛直受光管および前記第2鉛直受光管のそれぞれの前記中央位置に前記水平受光管の中心軸を合わせ、受光器中心が前記水平受光管の前記中央位置になるように、H型に配置されていることを特徴とする請求項1に記載のレベリングシステム。
【請求項6】
前記レーザ受光器では、前記水平受光管は第1水平受光管と第2水平受光管の2本、前記鉛直受光管は1本あり、前記第1水平受光管、前記第2水平受光管、および前記鉛直受光管は、前記第1水平受光管と前記第2水平受光管のそれぞれの前記中央位置の延長と前記鉛直受光管の前記中央位置の延長の交点が受光器中心となるように、C型またはI型に配置され、
前記回転レーザ装置では、前記高さHのレーザ光と、前記高さHのレーザ光から、前記第1水平受光管と前記第2水平受光管のそれぞれの前記中央位置と前記水平受光管の中心軸との離距離d分上下にずれた高さH+dのレーザ光および高さH-dのレーザ光が出射され、
前記第1水平受光管は前記高さH+dのレーザ光で、前記第2水平受光管は前記高さH-dのレーザ光で、前記差分距離Dhを算出する
ことを特徴とする請求項1に記載のレベリングシステム。
【請求項7】
前記レーザ受光器では、前記鉛直受光管は第1鉛直受光管と第2鉛直受光管の2本、前記水平受光管は第1水平受光管と第2水平受光管の2本あり、前記第1鉛直受光管、前記第2鉛直受光管、第1水平受光管、および前記第2水平受光管は、前記第1鉛直受光管および前記第2鉛直受光管のそれぞれの前記中央位置の延長と前記第1水平受光管と前記第2水平受光管のそれぞれの前記中央位置の延長の交点が受光器中心となるように、矩形型に配置され、
前記回転レーザ装置では、前記高さHのレーザ光と、前記高さHのレーザ光から、前記第1水平受光管と前記第2水平受光管のそれぞれの前記中央位置と前記水平受光管の中心軸との離距離d分上下にずれた高さH+dのレーザ光および高さH-dのレーザ光が出射され、
前記第1水平受光管は前記高さH+dのレーザ光で、前記第2水平受光管は前記高さH-dのレーザ光で、前記差分距離Dhを算出する
ことを特徴とする請求項1に記載のレベリングシステム。
【請求項8】
測定基準点から所定の高さHで水平に出射されるレーザ光を受光するレーザ受光器であって、
受光センサとして、柱状の導光体,前記導光体の両端部に配置された受光部,前記レーザ光を前記導光体の前記両端部に向かって分割する光結合層,を備える鉛直受光管および水平受光管と、前記受光部に接続された演算処理部を備え、
前記演算処理部は、
前記受光部の各受光信号から前記レーザ光の衝突位置を特定し、前記衝突位置が前記導光体の長さの中央位置を境にしたどちら側にあるかと、前記衝突位置の前記中央位置からの差分距離を算出し、
前記鉛直受光管の差分距離Dvから前記受光器の前後傾斜θを検出し、前記水平受光管の差分距離Dhから前記受光器の左右傾斜δを検出する
ことを特徴とするレーザ受光器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転レーザ装置からの水平なレーザ光を受光してレベリングするための、レベリングシステムおよびレーザ受光器に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
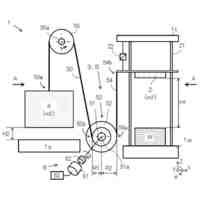
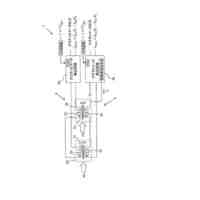
建築・土木・内装工事などの測量作業では、水平出し(レベリング)のために、回転レーザ装置とレーザ受光器が利用されている。回転レーザ装置は、測定基準点に据え付けられ、レーザ光源を備えた回転ヘッドを備え、基準とする高さで水平にレーザ光を旋回させる。レーザ受光器は、受光センサを備えた検出体内でレーザ光の衝突位置を検出して、レーザ光に対するレーザ受光器の高さ方向(鉛直方向)の位置を検出する。例えば特許文献1では、受光センサとして複数のフォトダイオートを鉛直な軸線周りに設け、かつ受光センサを鉛直方向に移動可能に構成して、レーザ光を常に受光センサの高さ方向(鉛直方向)中央位置で受光する、レーザ受光器が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-169921号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のレーザ受光器は、レーザ受光器の傾斜に起因する誤差を防止するために、チルトセンサを備える必要があった。
【0005】
本発明は、係る課題を解決するためになされたものであり、チルトセンサを使用せずに、レーザ受光器の傾斜を検出することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の第1の態様のレベリングシステムは、測定基準点から所定の高さHで水平にレーザ光を出射する回転レーザ装置と、前記レーザ光を受光するレーザ受光器と、を備え、前記レーザ受光器は、受光センサとして,柱状の導光体,前記導光体の両端部に配置された受光部,前記レーザ光を前記導光体の前記両端部に向かって分割する光結合層,を備える、鉛直受光管および水平受光管と、前記受光部に接続された演算処理部を備え、前記演算処理部は、前記受光部の各受光信号から前記レーザ光の衝突位置を特定し、前記衝突位置が前記導光体の長さの中央位置を境にしたどちら側にあるかと、前記衝突位置の前記中央位置からの差分距離を算出し、前記鉛直受光管の差分距離Dvから前記受光器の前後傾斜θを検出し、前記水平受光管の差分距離Dhから前記受光器の左右傾斜δを検出する。
【0007】
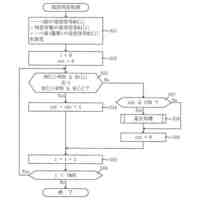
第2の態様のレベリングシステムでは、第1の態様において、前記演算処理部は、数式1から前記前後傾斜θを算出し、数式2から前記左右傾斜δを算出するのも好ましい。
【0008】
第3の態様のレベリングシステムでは、第1の態様において、前記演算処理部は、前記差分距離Dvと前記前後傾斜θの対応関係を記憶した前後傾斜検出テーブルと、前記差分距離Dhと前記左右傾斜δの対応関係を記憶した水平傾斜検出テーブルから、前記鉛直受光管で検出した前記差分距離Dvに対応する前記前後傾斜θを読み求め、前記水平受光管で検出した前記差分距離Dhに対応する前記左右傾斜δを読み求めるのも好ましい。
【0009】
第4の態様のレベリングシステムでは、第1~3のいずれかの態様において、前記鉛直受光管と前記水平受光管は、前記鉛直受光管の前記中央位置に前記水平受光管の中心軸を合わせ、受光器中心が前記水平受光管の前記中央位置になるように、T型に配置されているのも好ましい。
【0010】
第5の態様のレベリングシステムでは、第1~3のいずれかの態様において、前記鉛直受光管は第1鉛直受光管と第2鉛直受光管の2本、前記水平受光管は1本あり、前記第1鉛直受光管、前記第2鉛直受光管、および前記水平受光管は、前記第1鉛直受光管および前記第2鉛直受光管のそれぞれの前記中央位置に前記水平受光管の中心軸を合わせ、受光器中心が前記水平受光管の前記中央位置になるように、H型に配置されているのも好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
健康状態検査材
18日前
株式会社CCT
表示装置
17日前
株式会社トプコン
測定装置
24日前
株式会社トプコン
測量装置
23日前
日本精機株式会社
センサユニット
9日前
株式会社トプコン
測量装置
23日前
株式会社チノー
放射温度計
10日前
日本精機株式会社
車両用表示装置
24日前
ニデック株式会社
検出装置
24日前
個人
コンベックスルール用測定部品
16日前
株式会社テイエルブイ
処理装置
3日前
トヨタ自動車株式会社
給水治具
15日前
本多電子株式会社
水中探知装置
24日前
東将精工株式会社
測定器具補助具
17日前
大和製衡株式会社
組合せ計量装置
8日前
大和製衡株式会社
組合せ計量装置
8日前
大和製衡株式会社
組合せ計量装置
8日前
TDK株式会社
ガスセンサ
1日前
株式会社ミツトヨ
光学式エンコーダ
18日前
中部電力株式会社
スミヤ濾紙
23日前
東レエンジニアリング株式会社
衝撃試験機
18日前
三菱マテリアル株式会社
温度センサ
15日前
日立建機株式会社
作業機械
22日前
太陽誘電株式会社
匂いセンサシステム
1日前
株式会社ティアンドデイ
温度測定装置
15日前
株式会社 システムスクエア
検査装置
17日前
住友金属鉱山株式会社
検査装置
8日前
ニシム電子工業株式会社
液位検出装置
9日前
東レ株式会社
センサー素子及びガスセンサー
22日前
トヨタ自動車株式会社
表示装置
9日前
住友金属鉱山株式会社
セレン評価方法
8日前
豊田合成株式会社
重量測定装置
15日前
アズビル株式会社
圧力センサの製造方法
23日前
笹田磁気計測研究所株式会社
磁気傾度計
10日前
アズビル株式会社
隔膜真空計の製造方法
23日前
株式会社ダイナックス
電流検出器
8日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ