TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024043773
公報種別
公開特許公報(A)
公開日
2024-04-02
出願番号
2022148948
出願日
2022-09-20
発明の名称
ピストンの製造方法
出願人
マツダ株式会社
代理人
個人
,
個人
主分類
F02F
3/00 20060101AFI20240326BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】空間部内部に粒子が充填されるとともに凝集抑制構造を備えたピストンを大量生産することが可能なピストンの製造方法の提供を目的とする。
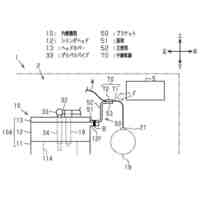
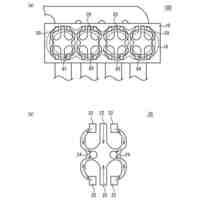
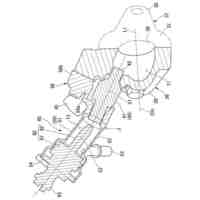
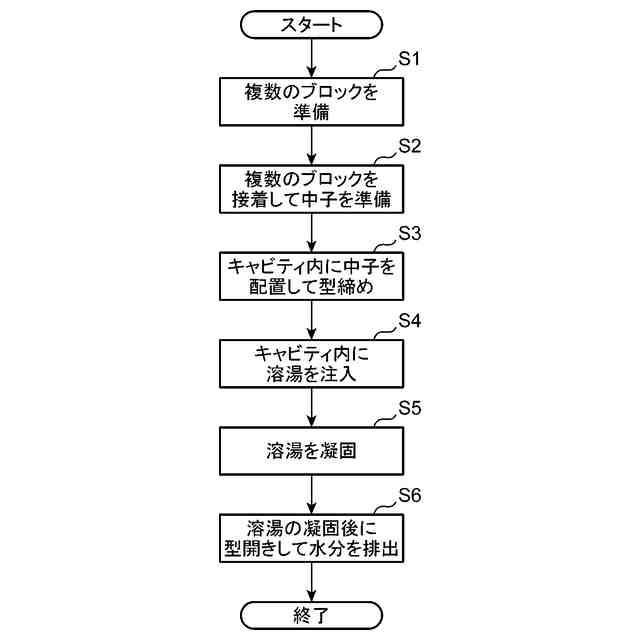
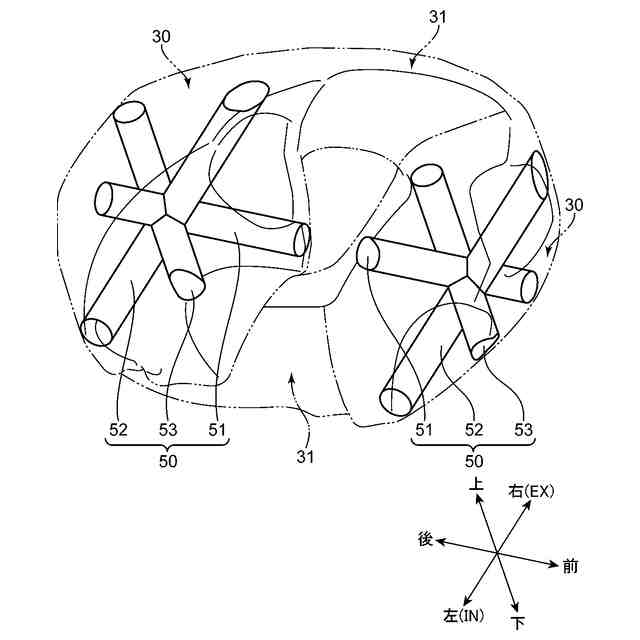
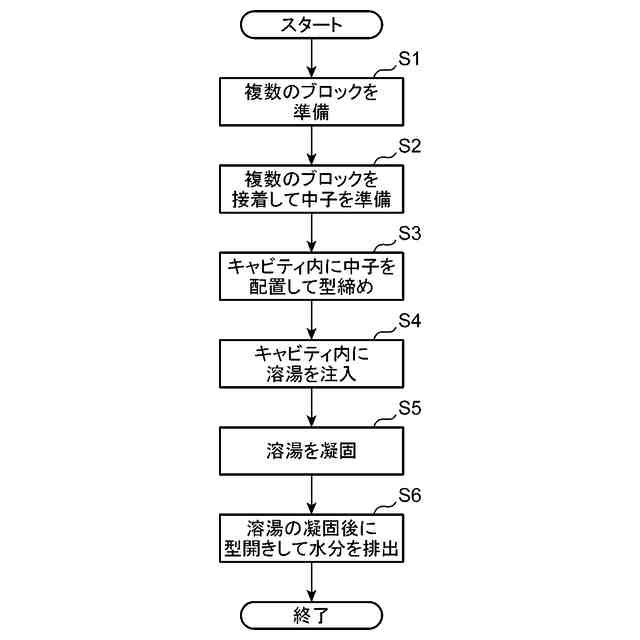
【解決手段】ピストン製造方法では、まず、水と粉粒体との混合物を固化させた立体形状であって辺を凹ませた溝121~123を有する複数のブロック101~114を準備する。複数のブロック101~114を互いに重ね合わせて第1貫通孔131、第2貫通孔132および第3貫通孔133を有する中子100を準備する。キャビティ内部に中子100を配置して型締めする。キャビティならびに中子100の第1貫通孔131、第2貫通孔132および第3貫通孔133に溶湯を注入する。溶湯を凝固させることにより、空間部30を有するピストン本体20を形成し、それとともに、第1梁部材51、第2梁部材52および柱部材52を形成する。最後に、ピストン本体20の空間部30から水を排出する。
【選択図】図7
特許請求の範囲
【請求項1】
ピストン本体の内部に空間部が形成されるとともに当該空間部に粉粒体が充填された内燃機関用のピストンを製造する方法であって、
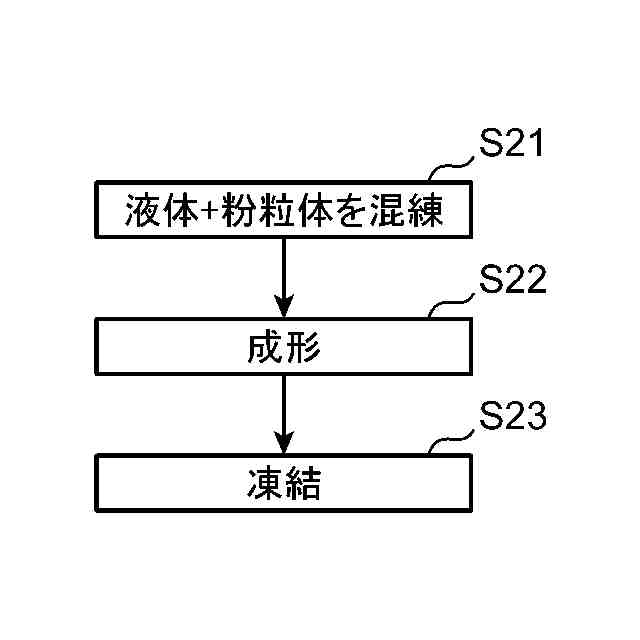
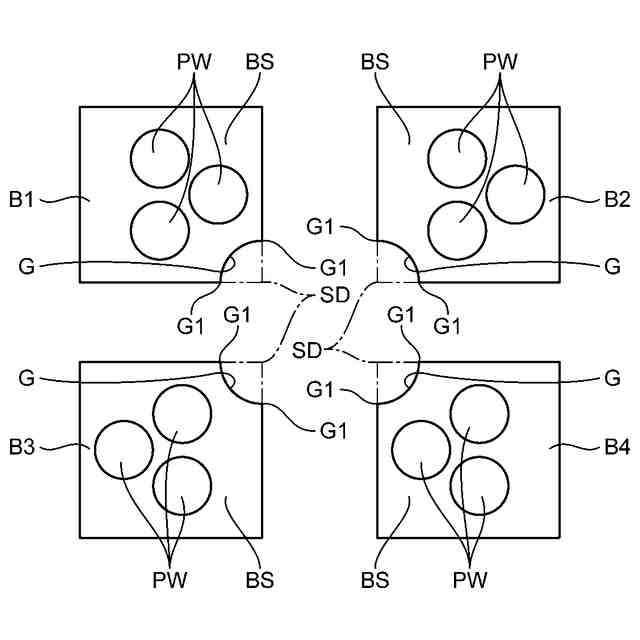
流動性を有するベース材と前記粉粒体との混合物を固化させることにより、複数の面および隣接する2つの前記面の境界の辺を有する立体形状であって前記辺を当該立体形状の内方に凹ませた溝を有する複数のブロックを準備するブロック準備工程と、
前記複数のブロックを互いに重ね合わせて前記複数のブロックのそれぞれの溝の幅方向側縁をつなぎ合わせることにより前記ピストンの往復動方向に交差する方向に延びる梁用貫通孔を形成し、前記複数のブロックを互いに接着することにより、前記梁用貫通孔を有する中子を準備する中子準備工程と、
前記ピストン本体の外形形状に対応するキャビティを有する鋳造型に対して、前記キャビティの内部に前記中子を配置して型締めする型締め工程と、
前記キャビティおよび前記中子の前記梁用貫通孔に、前記ピストンの材料からなる溶湯を注入する溶湯注入工程と、
前記溶湯を凝固させることにより、前記キャビティの内部に前記ピストン本体を形成するとともに当該ピストン本体の内部に前記中子の外形形状に対応する前記空間部を形成し、さらに、前記梁用貫通孔の内部に前記空間部内部を前記ピストンの往復動方向に交差する方向に延びる梁部材を形成する溶湯凝固工程と、
前記溶湯凝固工程の後に、前記ピストン本体の前記空間部から前記ベース材を排出するベース材排出工程と、
を含む、
ことを特徴とするピストンの製造方法。
続きを表示(約 800 文字)
【請求項2】
請求項1に記載のピストンの製造方法において、
前記中子準備工程において、前記梁用貫通孔を互いに交差するように2本形成するように、前記複数のブロックを組み合わせて互いに接着することにより、互いに交差する2本の前記梁用貫通孔を有する中子を準備し、
前記溶湯凝固工程において、互いに交差する2本の前記梁用貫通孔の内部に互いに交差する2本の前記梁部材を形成する、
ことを特徴とするピストンの製造方法。
【請求項3】
請求項1または2に記載のピストンの製造方法において、
前記中子準備工程において、前記梁用貫通孔とともに前記往復動方向に延びる柱用貫通孔を形成するように、前記複数のブロックを組み合わせて互いに接着することにより、前記梁用貫通孔および前記柱用貫通孔を有する中子を準備し、
前記溶湯注入工程において、前記キャビティならびに前記中子の前記梁用貫通孔および前記柱用貫通孔に前記溶湯を注入し、
前記溶湯凝固工程において、前記梁用貫通孔の内部に前記梁部材を形成するとともに前記柱用貫通孔の内部に前記往復動方向に延びる柱部材を形成する、
ことを特徴とするピストンの製造方法。
【請求項4】
請求項1または2に記載のピストンの製造方法において、
前記ベース材は、水を含み、
前記ブロック準備工程では、前記水と前記粉粒体との混合物を-40度以下で凍結することにより、前記複数のブロックを準備する、
ことを特徴とするピストンの製造方法。
【請求項5】
請求項1または2に記載のピストンの製造方法において、
前記粉粒体の前記空間部への充填率は、前記空間部の容積に占める体積割合として、35~50%である、
ことを特徴とするピストンの製造方法。
発明の詳細な説明
【技術分野】
【0001】
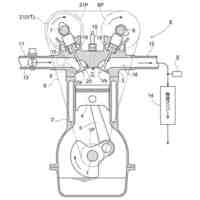
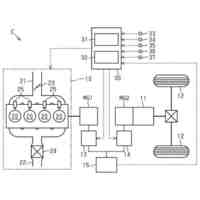
本発明は、エンジンのシリンダ内で往復移動するピストンの製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
シリンダ内に往復動可能に収容されるピストンを備えたエンジン(レシプロエンジン)では、燃費向上と出力確保の観点から、圧縮比を大きくするとともにピストンの慣性重量を低減することが考えられる。ここで、慣性重量の低減のためには、従来からピストン内部に空間部を設けて軽量化が図られている。ただし、燃焼圧力の最大値を高めると、ピストンに生じる振動からエンジンの振動や騒音がともに大きくなる。そのため、起振源となるピストンは、軽量化とともに振動抑制も要求される。
【0003】
起振源となるピストンの軽量化および振動抑制の両立を図る従来の構造として、特許文献1に記載されているように、ピストンの空間部に粒子状充填材を移動可能な充填率で充填した構造が提案されている。この構造では、ピストンの往復移動中に、粒子状充填材が空間部内部を移動することによって、ピストンで生じる振動のエネルギーを粒子状充填材同士の摩擦による熱エネルギーに変換し、それにより、ピストンの振動を減衰させることが可能である。
【先行技術文献】
【特許文献】
【0004】
特開2020-186722号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のようなピストンの空間部に充填された粒子状充填材を用いてピストンに生じる振動を減衰させる構造では、ピストンの往復移動中に粒子状充填材が凝集してほぼ一体の塊となって空間部内部で往復移動する現象が生じる。このため、粒子状充填材同士の摩擦による振動抑制機能が効果的に発揮できない。
【0006】
そこで、空間部内部に粒子の凝集を抑制する構造を設けることが考えられるが、空間部内部に粒子が充填されるとともに凝集抑制構造を備えたピストンを大量生産することは困難である。
【0007】
本発明は、前記のような事情に鑑みてなされたものであり、空間部内部に粒子が充填されるとともに凝集抑制構造を備えたピストンを大量生産することが可能なピストンの製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明のピストンの製造方法は、ピストン本体の内部に空間部が形成されるとともに当該空間部に粉粒体が充填された内燃機関用のピストンを製造する方法であって、流動性を有するベース材と前記粉粒体との混合物を固化させることにより、複数の面および隣接する2つの前記面の境界の辺を有する立体形状であって前記辺を当該立体形状の内方に凹ませた溝を有する複数のブロックを準備するブロック準備工程と、前記複数のブロックを互いに重ね合わせて前記複数のブロックのそれぞれの溝の幅方向側縁をつなぎ合わせることにより前記ピストンの往復動方向に交差する方向に延びる梁用貫通孔を形成し、前記複数のブロックを互いに接着することにより、前記梁用貫通孔を有する中子を準備する中子準備工程と、前記ピストン本体の外形形状に対応するキャビティを有する鋳造型に対して、前記キャビティの内部に前記中子を配置して型締めする型締め工程と、前記キャビティおよび前記中子の前記梁用貫通孔に、前記ピストンの材料からなる溶湯を注入する溶湯注入工程と、前記溶湯を凝固させることにより、前記キャビティの内部に前記ピストン本体を形成するとともに当該ピストン本体の内部に前記中子の外形形状に対応する前記空間部を形成し、さらに、前記梁用貫通孔の内部に前記空間部内部を前記ピストンの往復動方向に交差する方向に延びる梁部材を形成する溶湯凝固工程と、前記溶湯凝固工程の後に、前記ピストン本体の前記空間部から前記ベース材を排出するベース材排出工程と、を含むことを特徴とする。
【0009】
本発明は、ピストンの鋳造時にピストンの空間部を形成するための中子に空間部への粉粒体の充填と凝集抑制構造の形成という2つの機能を持たせることにより、粉粒体および凝集抑制構造を備えたピストンの量産を可能にする画期的なピストンの製造方法である。
【0010】
すなわち、上記のピストンの製造方法では、まず、ブロック準備工程において、流動性を有するベース材と粉粒体との混合物を固化させることにより、複数の面および隣接する2つの前記面の境界の辺を有する立体形状であって少なくとも1つの辺を当該立体形状の内方に凹ませた溝を有する複数のブロックを準備する。ついで、中子準備工程において、複数のブロックを互いに重ね合わせて複数のブロックのそれぞれの溝の幅方向側縁をつなぎ合わせることによりピストンの往復動方向に交差する方向に延びる梁用貫通孔を形成し、複数のブロックを互いに接着することにより、梁用貫通孔を有する中子を準備する。そして、溶湯注入工程において溶湯がキャビティとともに中子の梁用貫通孔に流入することにより、溶湯凝固工程では、空間部を有するピストン本体を形成するとともに当該空間部の内部にピストンの往復動方向に交差する方向に延びる梁部材を形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
腐食検査用測定装置
6日前
マツダ株式会社
腐食検査用測定装置
6日前
マツダ株式会社
車両用シートの載置構造
19日前
矢崎総業株式会社
CPA付コネクタ及びワイヤーハーネス
5日前
マツダ株式会社
車両用乗降補助装置
11日前
株式会社クボタ
エンジン
15日前
個人
増設・ロータリーエンジン
25日前
個人
水素バーナー発電機及び発電システム
5日前
トヨタ自動車株式会社
車両の制御装置
5日前
トヨタ自動車株式会社
内燃機関
7日前
本田技研工業株式会社
内燃機関
19日前
株式会社アイシン
内燃機関
20日前
トヨタ自動車株式会社
車両制御装置
今日
トヨタ自動車株式会社
車両駆動装置
今日
トヨタ自動車株式会社
内燃機関の排気装置
6日前
トヨタ自動車株式会社
内燃機関の冷却構造
21日前
トヨタ自動車株式会社
車両の制御装置
12日前
本田技研工業株式会社
車両
20日前
日本製鉄株式会社
クランク軸
19日前
トヨタ自動車株式会社
車両の制御装置
19日前
トヨタ自動車株式会社
内燃機関制御装置
19日前
トヨタ自動車株式会社
内燃機関の制御装置
21日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
25日前
本田技研工業株式会社
鞍乗型車両の排気装置
21日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
19日前
株式会社ミクニ
バルブ装置
12日前
トヨタ自動車株式会社
内燃機関の停止システム
15日前
本田技研工業株式会社
内燃機関の燃料供給装置
22日前
日立建機株式会社
運搬車両の管理システム
12日前
株式会社ミクニ
バルブ装置
12日前
本田技研工業株式会社
内燃機関の失火判定装置
19日前
トヨタ自動車株式会社
内燃機関の停止システム
7日前
株式会社セイブ・ザ・プラネット
内燃機関の制御方法
7日前
トヨタ自動車株式会社
制御装置
25日前
本田技研工業株式会社
燃料供給装置
19日前
本田技研工業株式会社
燃料供給装置
19日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ