TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024043189
公報種別
公開特許公報(A)
公開日
2024-03-29
出願番号
2022148230
出願日
2022-09-16
発明の名称
磁気ディスク基板の製造方法
出願人
花王株式会社
代理人
弁理士法人池内アンドパートナーズ
主分類
G11B
5/84 20060101AFI20240322BHJP(情報記憶)
要約
【課題】一態様において、研磨速度の向上と研磨後の基板表面のうねりの低減とを両立でき、生産性に優れる磁気ディスク基板の製造方法を提供する。
【解決手段】本開示は、一態様において、研磨液組成物及び研磨パッドを用いて被研磨基板を研磨し、研磨後の基板厚みが0.6mm以下となる研磨工程を含み、前記研磨液組成物は、シリカ粒子(成分A)と酸(成分B)と水系媒体とを含有し、成分Aの平均二次粒子径は40nm以下であり、pHが0.5以上4.0以下の研磨液組成物であり、前記研磨パッドは、前記研磨液組成物との接触角が70°以下であり、かつ、表面粗さが3μm以下のスエードタイプの研磨パッドである、磁気ディスク基板の製造方法に関する。
【選択図】なし
特許請求の範囲
【請求項1】
研磨液組成物及び研磨パッドを用いて被研磨基板を研磨し、研磨後の基板厚みが0.6mm以下となる研磨工程を含み、
前記研磨液組成物は、シリカ粒子(成分A)と酸(成分B)と水系媒体とを含有し、成分Aの平均二次粒子径は40nm以下であり、pHが0.5以上4.0以下の研磨液組成物であり、
前記研磨パッドは、前記研磨液組成物との接触角が70°以下であり、かつ、表面粗さが3μm以下のスエードタイプの研磨パッドである、磁気ディスク基板の製造方法。
続きを表示(約 580 文字)
【請求項2】
前記研磨パッドの表面粗さが0.6μm以上2μm以下である、請求項1に記載の磁気ディスク基板の製造方法。
【請求項3】
被研磨基板が、Ni-Pメッキされたアルミニウム合金基板である、請求項1又は2に記載の磁気ディスク基板の製造方法。
【請求項4】
前記研磨工程は、仕上げ研磨工程である、請求項1から3のいずれかに記載の磁気ディスク基板の製造方法。
【請求項5】
研磨液組成物との接触角が70°以下であり、かつ表面粗さが3μm以下のスエードタイプの研磨パッドを用いて被研磨基板を研磨し、研磨後の基板厚みが0.6mm以下となる研磨工程において用いられる研磨液組成物であって、
シリカ粒子(成分A)と、酸(成分B)と、水系媒体と、を含有し、
成分Aの平均二次粒子径が40nm以下であり、
pHが0.5以上4.0以下である、研磨液組成物。
【請求項6】
酸化剤(成分C)をさらに含有する、請求項5に記載の研磨液組成物。
【請求項7】
複素環芳香族化合物(成分D)、脂肪族アミン化合物又は脂環式アミン化合物(成分E)、及び、アニオン性水溶性高分子(成分F)から選ばれる少なくとも1種をさらに含有する、請求項5又は6に記載の研磨液組成物。
発明の詳細な説明
【技術分野】
【0001】
本開示は、磁気ディスク基板の製造方法及び研磨液組成物に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
近年、磁気ディスクドライブは小型化・大容量化が進み、高記録密度化が求められている。高記録密度化するために、単位記録面積を縮小し、弱くなった磁気信号の検出感度を向上するため、磁気ヘッドの浮上高さをより低くするための技術開発が進められている。磁気ディスク基板には、磁気ヘッドの低浮上化と記録面積の確保に対応するため、表面粗さ、うねり、端面ダレ(ロールオフ)の低減に代表される平滑性・平坦性の向上とスクラッチ、突起、ピット等の低減に代表される欠陥低減に対する要求が厳しくなっている。
【0003】
このような要求に対して、例えば、特許文献1には、磁気ディスク基板の研磨において、研磨パッドと研磨対象物との間に供給されて該研磨対象物を研磨するために用いられる研磨用組成物であって、砥粒としてのシリカ粒子と、水と、を含み、前記シリカ粒子は、SEM画像解析によるアスペクト比が1.10以上である粒子S
HAR
と、SEM画像解析によるアスペクト比が1.10未満である粒子S
LAR
とを含み、前記粒子S
HAR
の個数NAを前記粒子S
LAR
の個数NBで除した値が0.10以上1.40以下である、研磨用組成物が提案されている。
特許文献2には、磁気ディスク用基板の製造方法であって、研磨パッドと基板を相対的に摺動させることにより、前記基板の主表面を研磨する研磨処理と、開口が形成されていない研磨パッドの素材を前記研磨パッドにするために、前記研磨処理前に、前記素材の表面を削って前記表面に開口を形成させる開口処理と、を含み、前記研磨パッドの素材として前記表面の表面粗さのうち算術平均粗さRaが0.65μm以下である素材を用いる、磁気ディスク用基板の製造方法が提案されている。
特許文献3には、測定波長2.5~80μmにおける表面粗さRaが0.40~1.40μmであり、かつ、測定波長2.5~800μmにおける表面粗さRaが0.40~2.00μmである、研磨面を有する軟質研磨パッドを用いてガラス基板の主表面を研磨する研磨工程を含む、磁気記録媒体用ガラス基板の製造方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-531008号公報
特開2018-41526号公報
特開2014-154187号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
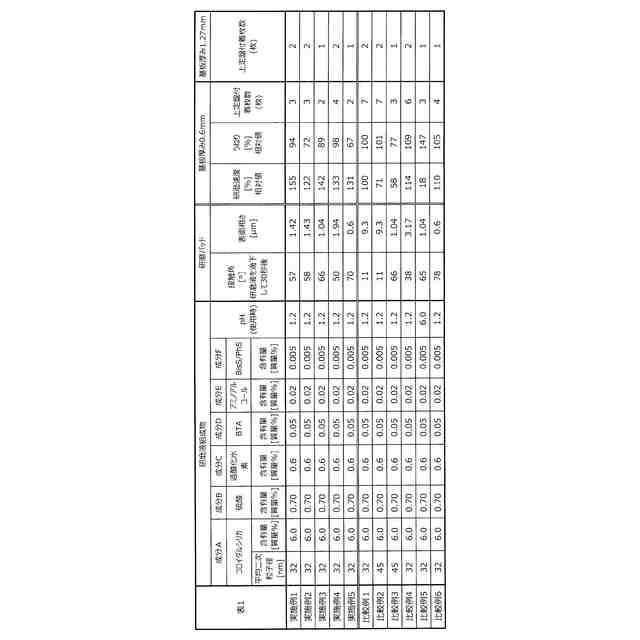
磁気ディスクドライブの大容量化に伴い、基板の表面品質に対する要求特性はさらに厳しくなっており、研磨速度の向上とともに基板表面のうねりをいっそう低減できる研磨液組成物の開発が求められている。一般的に、研磨速度とうねりとはトレードオフの関係にあり、一方が改善すれば一方が悪化するという問題がある。
さらに、近年では、基板の薄板化も進んでいるが、研磨後の基板の重量が軽くなることから、両面研磨後の基板が上定盤に付着しやすく、基板の回収に時間がかかって生産性が低下するという新たな問題が生じる。ここでいう生産性とは単位時間当たりの基板の生産枚数のことである。
【0006】
そこで、本開示は、研磨速度の向上と研磨後の基板表面のうねりの低減とを両立でき、さらに生産性に優れる磁気ディスク基板の製造方法及び研磨液組成物を提供する。本開示では、単位時間当たりの生産基板枚数が高いものを生産性がよいものとした。
【課題を解決するための手段】
【0007】
本開示は、一態様において、研磨液組成物及び研磨パッドを用いて被研磨基板を研磨し、研磨後の基板厚みが0.6mm以下となる研磨工程を含み、前記研磨液組成物は、シリカ粒子(成分A)と酸(成分B)と水系媒体とを含有し、成分Aの平均二次粒子径は40nm以下であり、pHが0.5以上4.0以下の研磨液組成物であり、前記研磨パッドは、前記研磨液組成物との接触角が70°以下であり、かつ、表面粗さが3μm以下のスエードタイプの研磨パッドである、磁気ディスク基板の製造方法に関する。
【0008】
本開示は、一態様において、研磨液組成物との接触角が70°以下であり、かつ表面粗さが3μm以下のスエードタイプの研磨パッドを用いて被研磨基板を研磨し、研磨後の基板厚みが0.6mm以下となる研磨工程において用いられる研磨液組成物であって、シリカ粒子(成分A)と、酸(成分B)と、水系媒体と、を含有し、成分Aの平均二次粒子径が40nm以下であり、pHが0.5以上4.0以下である、研磨液組成物に関する。
【発明の効果】
【0009】
本開示によれば、一態様において、研磨速度の向上と研磨後の基板表面のうねりの低減とを両立でき、さらに生産性に優れる磁気ディスク基板の製造方法を提供できる。
【発明を実施するための形態】
【0010】
磁気ディスク基板の製造における課題の一つとして、生産性と面質(うねり)の両立が知られている。従来、生産性の課題を解決する方法として、研磨時間の短縮化(例えば、研磨速度の向上)が提案されている。
しかし、近年、基板の薄板化が進んでおり、新たな生産性の課題が見出された。この新たな生産性の課題について以下に説明する。
一般的に、磁気ディスク基板の研磨には、両面研磨機が広く使用されている。両面研磨機とは、複数枚の被研磨基板を一度に研磨するバッチ式の装置であり、回転定盤である上定盤と下定盤との間に被研磨基板を挟み込んだ状態で研磨することにより、被研磨基板の両面を研磨するものである。上定盤及び下定盤の研磨面にはそれぞれ研磨パッドが貼り付けられている。両面研磨機を用いて研磨する場合、まず、下定盤に被研磨基板をセットし、上定盤を下降させて被研磨基板を上定盤と下定盤との間に挟み込んだ状態で研磨を開始し、研磨が終了すると、上定盤を上昇させ、下定盤上の基板を回収することが行われている。しかし、研磨後の基板の厚みが薄くなるほど(例えば、基板厚み0.6mm以下)、基板の重量が軽くなるため、研磨後の基板が上定盤(研磨パッド)に付着しやすくなる。上定盤(研磨パッド)に付着した基板は、下定盤に落とした後、手作業で回収する必要があり、基板の回収に時間がかかり、生産性が低下するという新たな問題が生じる。
本開示は、研磨後の基板厚みが0.6mm以下となる研磨工程において、平均二次粒子径が40nm以下のシリカ粒子を含む研磨液組成物と特定の接触角及び特定の表面粗さを有する研磨パッドとを組み合わせて用いることで、研磨速度を向上しつつ、研磨後の基板表面のうねりを低減でき、さらに、研磨後の基板の定盤(研磨パッド)への付着を抑制して生産性を向上できるという知見に基づく。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
容器
5日前
花王株式会社
固形食品
27日前
花王株式会社
洗浄方法
20日前
花王株式会社
油脂組成物
19日前
花王株式会社
吸収性物品
21日前
花王株式会社
乳化化粧料
7日前
花王株式会社
乳化化粧料
7日前
花王株式会社
美容キット
5日前
花王株式会社
エッチング液
12日前
花王株式会社
物品搬送装置
5日前
花王株式会社
経口用組成物
15日前
花王株式会社
経口用組成物
15日前
花王株式会社
化粧料組成物
19日前
花王株式会社
経口用組成物
28日前
花王株式会社
皮膚の分類方法
19日前
花王株式会社
ポンプユニット
25日前
花王株式会社
糖質燃焼促進剤
19日前
花王株式会社
油性固形化粧料
27日前
花王株式会社
ペット用トイレ
25日前
花王株式会社
アイスクリーム類
15日前
花王株式会社
皮膚洗浄剤組成物
5日前
花王株式会社
肌のくすみ改善剤
21日前
花王株式会社
口腔内菌叢改善剤
27日前
花王株式会社
皮膚洗浄剤組成物
5日前
花王株式会社
吸収性物品の包装体
12日前
花王株式会社
スキンケアシステム
6日前
花王株式会社
吸収性物品用不織布
27日前
花王株式会社
吸収性物品用不織布
27日前
花王株式会社
吸収性物品用不織布
27日前
花王株式会社
吸収性物品用不織布
27日前
花王株式会社
静電荷像現像用トナー
27日前
花王株式会社
静電荷像現像用トナー
27日前
花王株式会社
改質ゴム粒子の製造方法
20日前
花王株式会社
インクジェット捺染方法
19日前
花王株式会社
インクジェット捺染方法
19日前
花王株式会社
酸化珪素膜用研磨液組成物
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ