TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024030435
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022133341
出願日
2022-08-24
発明の名称
樹脂製スペーサ及び樹脂製芯材の間隔保持方法
出願人
株式会社大林組
代理人
個人
主分類
E02D
5/20 20060101AFI20240229BHJP(水工;基礎;土砂の移送)
要約
【課題】芯材の建て込み精度を向上させるとともに、シールド機によって切削することができる樹脂製スペーサ及び当該樹脂製スペーサによる樹脂製芯材の間隔保持方法を提供すること。
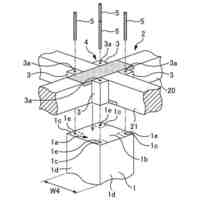
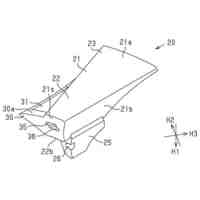
【解決手段】地中連続壁Wにおける樹脂製の芯材1に取り付けられる樹脂製スペーサであって、樹脂を成形して板状の断面を有するとともに、湾曲又は屈曲して膨出する膨出部と、該膨出部の両端に平坦部と、を備え、平坦部は、樹脂製の芯材1に取り付けが可能な取付部を備えている。
【選択図】図6
特許請求の範囲
【請求項1】
地中連続壁における樹脂製の芯材に取り付けられる樹脂製スペーサであって、
樹脂を成形して板状の断面を有するとともに、湾曲又は屈曲して膨出する膨出部と、該膨出部の両端に一体成形される平坦部と、を備え、
前記平坦部は、前記樹脂製の芯材に取り付けが可能な取付部を備えている
ことを特徴とする樹脂製スペーサ。
続きを表示(約 610 文字)
【請求項2】
地中連続壁における樹脂製の芯材に取り付けられる樹脂製スペーサであって、
樹脂を成形して板状の断面を有するとともに直線形状に形成されて、複数の前記樹脂製の芯材に取り付けが可能な複数の取付部を備えている
ことを特徴とする樹脂製スペーサ。
【請求項3】
前記取付部は、樹脂製ボルトを固着手段とする
請求項1又は2に記載の樹脂製スペーサ。
【請求項4】
前記樹脂製スペーサは、樹脂による積層成形又は金型による一体成形によって形成されて成る
請求項1又は2に記載の樹脂製スペーサ。
【請求項5】
前記樹脂製スペーサは、シールド機によって切削が可能である
請求項1又は2に記載の樹脂製スペーサ。
【請求項6】
前記膨出部は、円弧形状に形成されている
請求項1に記載の樹脂製スペーサ。
【請求項7】
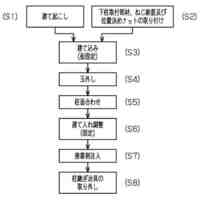
地中連続壁における樹脂製の芯材に樹脂製スペーサを取り付けるスペーサ取付け工程と、前記樹脂製スペーサが取り付けられた前記樹脂製の芯材を掘削孔に建て込む芯材建込み工程と、を少なくとも有し、
前記樹脂製スペーサを、前記樹脂製の芯材と前記掘削孔の掘削壁面との間、及び又は、隣接する前記樹脂製の芯材の間に配置する
ことを特徴とする樹脂製スペーサによる樹脂製芯材の間隔保持方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、特に地中連続壁の芯材に取り付けが可能な樹脂製スペーサ及び当該樹脂製スペーサによる樹脂製芯材の間隔保持方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
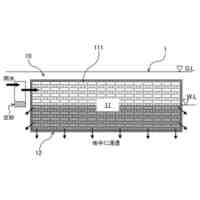
従来から、シールド機の発進・到達立坑の掘削に際し、予め地中連続壁が構築される。一般には種々の地中連続壁工法が採用され、H鋼などの鋼製の芯材とセメント系固化材によって地中連続壁が構築される。
【0003】
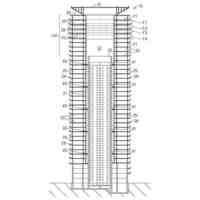
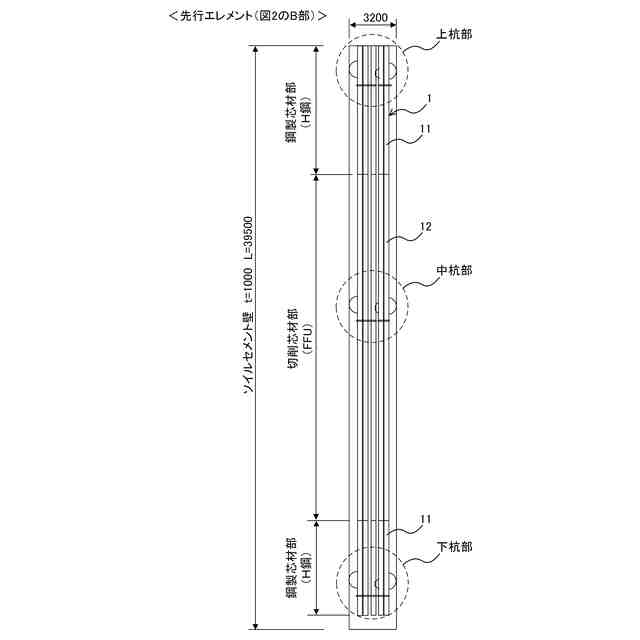
地中連続壁には、シールド機が発進立坑から地中に向かって切削を開始、またはシールド機が地中から到達立坑に向かって切削する部分が設けられる。このシールド機によって切削される部分の芯材が鋼材で構成されていると、シールド機のカッタービットはこの部分を切削することができない。これに対処するため、特許文献1に開示されているように、地中連続壁のシールド機によって切削される部分は、樹脂材料で構成されている。すなわち、当該切削部分にあたる芯材の中杭部は樹脂材料で構成され、中杭部の上側に連結される上杭部と、中杭部の下側に連結される下杭部は鋼製材料によって構成されている。
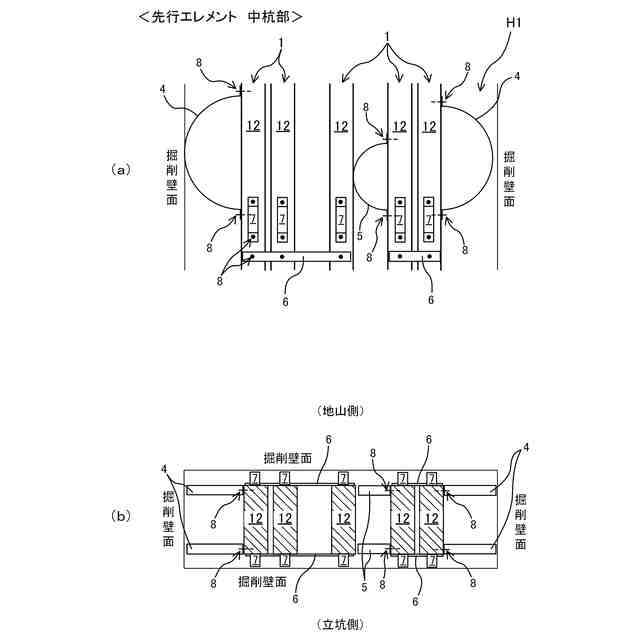
【0004】
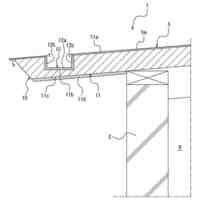
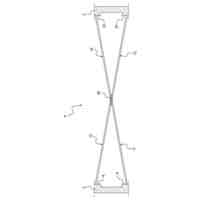
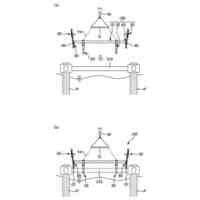
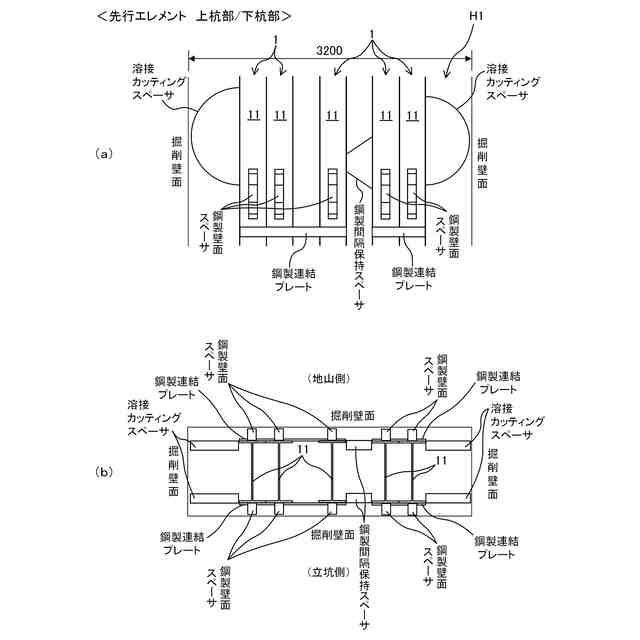
例えば、CRM(Continuous walls using Recycled Mud)工法による先行エレメントの構築に際しては、芯材と掘削壁面との間の間隔を所定の間隔に保持する必要がある。しかし、中杭部は樹脂材料で構成されていて間隔保持のためのスペーサを溶接することはできない。したがって、図12(a)に示されるように、鋼製の上杭部および下杭部にのみ、芯材と掘削壁面との間隔を所定の幅に保持するための溶接カッティングスペーサが、芯材に溶接して取り付けられる。
【0005】
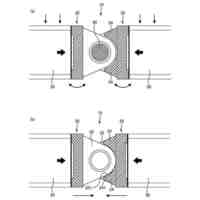
加えて、先行して建て込まれた芯材との間隔を保持するために、鋼製の上杭部および下杭部にのみ、図12(b)に示されるような断面形状を有する鋼製間隔保持用スペーサが溶接して取り付けられる。
【0006】
また、鋼製の上杭部および下杭部は、隣接する鋼製の芯材を互いに連結する鋼製連結スペーサによって連結される。従来の連結スペーサは鋼製であり、図12(a)に示されるように溶接によって芯材に固定される。これにより、鋼製の各芯材間の間隔を保持している。
【0007】
図11には従来の溶接カッティングスペーサが示され、図12(a)にはその取付け態様が示されている。図11に示されるように、従来の溶接カッティングスペーサは、円弧状の膨出部がFRPで形成され、当該膨出部の両端には芯材に溶接するための鋼製アングルが設けられている。溶接カッティングスペーサの膨出部をFRP製とすることで、後行エレメントを回転水平多軸式掘削機などによって掘削する際に、当該溶接カッティングスペーサを切削しながら掘削することが可能となっている。
【先行技術文献】
【特許文献】
【0008】
特開2007-177487号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
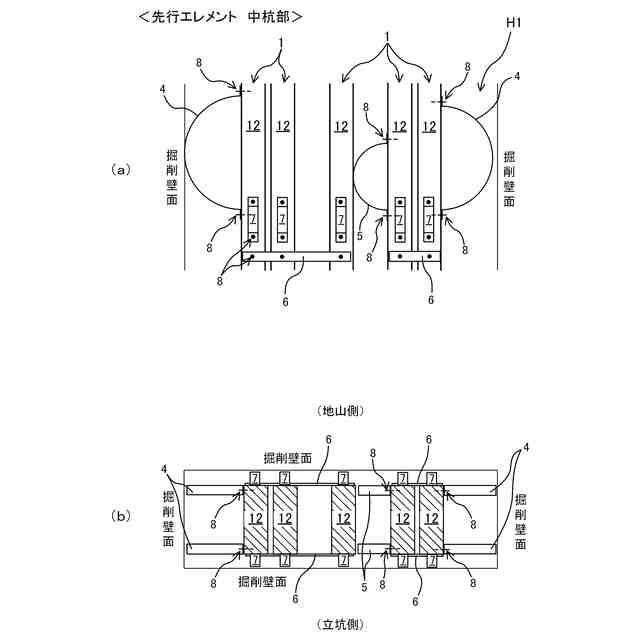
しかしながら、上記した従来技術においては、シールド機によって切削される部分の芯材が樹脂製であるが故に、従来の溶接カッティングスペーサ及び鋼製間隔保持用スペーサ、鋼製連結スペーサ等を取り付けることができない中杭部においては、芯材と掘削壁面との間隔や、先行して建て込まれた芯材との間隔が確保できないおそれがあった。
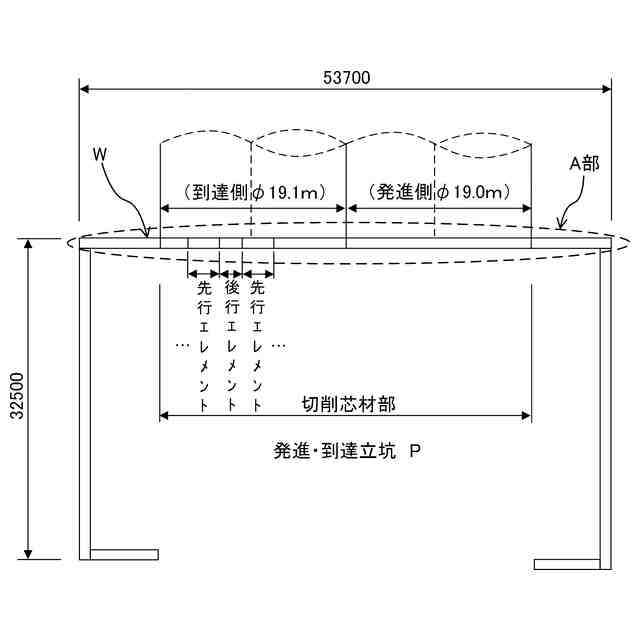
【0010】
特に、シールド機が大口径となる場合、樹脂で構成される中杭部が長尺となる場合がある。そうすると、中杭部が反るなどして、芯材の建て込み精度を確保することができない可能性がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大林組
建物
19日前
株式会社大林組
建築物
1か月前
株式会社大林組
建築物
1か月前
株式会社大林組
建築物
1か月前
株式会社大林組
建築物
1か月前
株式会社大林組
支承装置
1か月前
株式会社大林組
制振建物
12日前
株式会社大林組
地下貯留槽
18日前
株式会社大林組
天井構造物
1か月前
株式会社大林組
照明システム
27日前
株式会社大林組
庇および構造物
19日前
株式会社大林組
真三軸試験方法
1か月前
株式会社大林組
給気照明システム
27日前
株式会社大林組
建築物の施工方法
1か月前
株式会社大林組
異常検知システム
1か月前
株式会社大林組
木質横軸材の接合構造
1か月前
株式会社大林組
接続構造及び接続方法
24日前
株式会社大林組
接続構造及び接続方法
24日前
株式会社大林組
照明を計測するシステム
27日前
株式会社大林組
作業支援装置及び作業支援方法
19日前
株式会社大林組
照明計画の評価方法及びプログラム
27日前
株式会社大林組
切断装置及び棒状部材の切断撤去方法
24日前
株式会社大林組
木架構の接合構造、及び、木架構の接合方法
1か月前
株式会社大林組
有機排水浄化システム及び有機排水浄化方法
26日前
株式会社大林組
回転体設置方法およびブレードリフトアップ装置
4日前
株式会社大林組
貫入抵抗低減装置及びサクション構造体の貫入方法
4日前
株式会社大林組
水害危険度評価方法、及び、水害危険度評価システム
20日前
株式会社大林組
沈下解析システム、沈下解析方法及び沈下解析プログラム
13日前
株式会社大林組
設計支援システム、設計支援方法及び設計支援プログラム
1か月前
株式会社大林組
作業支援システム、作業支援方法及び作業支援プログラム
1か月前
株式会社大林組
吊り治具
10日前
株式会社大林組
トンネル剥落防止工法及びトンネル剥落防止工法用スプレー剤
1か月前
株式会社大林組
構造物形成システム、構造物形成方法及び構造物形成プログラム
1か月前
株式会社大林組
接続構造、踏板ピース、螺旋階段、および、螺旋階段の組立方法
4日前
株式会社大林組
風速分布推定装置、風速分布推定方法及び風速分布推定プログラム
26日前
株式会社大林組
接触防止支援方法、接触防止支援システム、及び接触防止支援装置
21日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ