TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025177170
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083760
出願日
2024-05-23
発明の名称
加工方法、加工プログラム
出願人
株式会社ヨコオ
代理人
個人
主分類
B23B
35/00 20060101AFI20251128BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
孔形成の加工時に孔の内壁を崩れにくくする。
【解決手段】
加工方法は、前記第1孔形成対象領域と前記第2孔形成対象領域と前記第3孔形成対象領域に、第1ドリルを使って、第1深さのV面取り加工を行う、一次面取り工程と、前記第1孔形成対象領域と前記第3孔形成対象領域に、第1径の第2ドリルを使って、前記第1深さよりも深い第2深さの浅孔加工を行う、第1ガイド孔形成工程と、前記第2孔形成対象領域に、前記第1径よりも小さい第2径の第3ドリルを使って、前記第2深さの浅孔加工を行う、第2ガイド孔形成工程と、前記第1孔形成対象領域と前記第3孔形成対象領域に、前記第1径よりも大きい第3径の第4ドリルを使って、前記第2深さよりも深い第3深さの深孔加工を行う、第1本孔形成工程と、前記第2孔形成対象領域に、前記第3径の第5ドリルを使って、前記第3深さの深孔加工を行う、第2本孔形成工程と、を備える、加工方法である。
【選択図】 図2
特許請求の範囲
【請求項1】
3つ以上の孔形成対象領域を含む孔形成対象物における、前記3つ以上の孔形成対象領域のそれぞれに孔を形成する加工方法であって、
前記3つ以上の孔形成対象領域は、少なくとも第1孔形成対象領域、第2孔形成対象領域、第3孔形成対象領域を含み、
前記第1孔形成対象領域、前記第2孔形成対象領域、前記第3孔形成対象領域は、所定の配列方向に隣接して並べられ、
前記第2孔形成対象領域は、前記第1孔形成対象領域と前記第3孔形成対象領域の間に配置され、
それぞれの前記孔形成対象領域に孔を形成する加工方法であり、
前記第1孔形成対象領域と前記第2孔形成対象領域と前記第3孔形成対象領域に、第1ドリルを使って、第1深さのV面取り加工を行う、一次面取り工程と、
前記第1孔形成対象領域と前記第3孔形成対象領域に、第1径の第2ドリルを使って、前記第1深さよりも深い第2深さの浅孔加工を行う、第1ガイド孔形成工程と、
前記第2孔形成対象領域に、前記第1径よりも小さい第2径の第3ドリルを使って、前記第2深さの浅孔加工を行う、第2ガイド孔形成工程と、
前記第1孔形成対象領域と前記第3孔形成対象領域に、前記第1径よりも大きい第3径の第4ドリルを使って、前記第2深さよりも深い第3深さの深孔または貫通孔加工を行う、第1本孔形成工程と、
前記第2孔形成対象領域に、前記第3径の第5ドリルを使って、前記第3深さの深孔または貫通孔加工を行う、第2本孔形成工程と、を備える加工方法。
続きを表示(約 1,600 文字)
【請求項2】
前記第1本孔形成工程の後で、且つ前記第2本孔形成工程の前に、前記第2孔形成対象領域に、前記第1径よりも小さく前記第2径よりも大きい第4径の第6ドリルを使って、前記第3深さの深孔または貫通孔加工を行う、下孔形成工程を、更に備える請求項1に記載の加工方法。
【請求項3】
前記第2本孔形成工程の後に、前記第1孔形成対象領域と前記第2孔形成対象領域と前記第3孔形成対象領域に、前記第1ドリルを使って、前記第1深さよりも深く、前記第2深さよりも浅い第4深さのV面取り加工を行う、二次面取り工程を、更に備える請求項1または請求項2に記載の加工方法。
【請求項4】
前記孔形成対象物は、前記3つ以上の孔形成対象領域として、並列型配列で並べられた複数の孔形成対象領域を含み、
前記第1ガイド孔形成工程では、前記複数の孔形成対象領域のうち、1つおきの孔形成対象領域に、前記第2ドリルを使った前記浅孔加工が行われ、
前記1つおきの孔形成対象領域は、前記第1孔形成対象領域と前記第3孔形成対象領域を含み、
前記第2ガイド孔形成工程では、前記複数の孔形成対象領域のうち、前記第1ガイド孔形成工程で前記浅孔加工が行われなかった孔形成対象領域に、前記第3ドリルを使った前記浅孔加工が行われ、
前記第1ガイド孔形成工程で前記浅孔加工が行われなかった孔形成対象領域は、前記第2孔形成対象領域を含む、請求項1に記載の加工方法。
【請求項5】
前記孔形成対象物は、前記3つ以上の孔形成対象領域として、千鳥型配列で並べられた複数の孔形成対象領域を含み、
前記第1ガイド孔形成工程では、前記複数の孔形成対象領域のうち、1行おきの孔形成対象領域に、前記第2ドリルを使った前記浅孔加工が行われ、
前記1行おきの孔形成対象領域は、前記第1孔形成対象領域と前記第3孔形成対象領域を含み、
前記第2ガイド孔形成工程では、前記複数の孔形成対象領域のうち、前記第1ガイド孔形成工程で前記浅孔加工が行われなかった孔形成対象領域に、前記第3ドリルを使った前記浅孔加工が行われ、
前記第1ガイド孔形成工程で前記浅孔加工が行われなかった孔形成対象領域は、前記第2孔形成対象領域を含む、請求項1に記載の加工方法。
【請求項6】
マシニングセンターのNC装置にインストールされた、3つ以上の孔形成対象領域を含む孔形成対象物における、前記3つ以上の孔形成対象領域のそれぞれに孔を形成する加工プログラムであって、
前記3つ以上の孔形成対象領域は、少なくとも第1孔形成対象領域、第2孔形成対象領域、第3孔形成対象領域を含み、
前記第1孔形成対象領域、前記第2孔形成対象領域、前記第3孔形成対象領域は、所定の配列方向に隣接して並べられ、
前記第2孔形成対象領域は、前記第1孔形成対象領域と前記第3孔形成対象領域の間に配置され、それぞれの前記孔形成対象領域に孔を形成する加工プログラムであり、
前記第1孔形成対象領域と前記第2孔形成対象領域と前記第3孔形成対象領域に、第1ドリルを使って、第1深さのV面取り加工を行う、一次面取り工程と、
前記第1孔形成対象領域と前記第3孔形成対象領域に、第1径の第2ドリルを使って、前記第1深さよりも深い第2深さの浅孔加工を行う、第1ガイド孔形成工程と、
前記第2孔形成対象領域に、前記第1径よりも小さい第2径の第3ドリルを使って、前記第2深さの浅孔加工を行う、第2ガイド孔形成工程と、
前記第1孔形成対象領域と前記第3孔形成対象領域に、前記第1径よりも大きい第3径の第4ドリルを使って、前記第2深さよりも深い第3深さの深孔または貫通孔加工を行う、第1本孔形成工程と、
前記第2孔形成対象領域に、前記第3径の第5ドリルを使って、前記第3深さの深孔または貫通孔加工を行う、第2本孔形成工程と、を備える加工プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工方法などに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、特許文献1のように、ドリルを使った孔形成方法が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2004-314266号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、孔形成対象領域の間隔が狭い場合に、形成された孔の内壁が崩れるおそれがあった。
【0005】
したがって本発明の目的の一例は、孔形成の加工時に孔の内壁を崩れにくくすることである。本発明の他の目的は、本明細書の記載から明らかになるであろう。
【課題を解決するための手段】
【0006】
本発明の一態様は、3つ以上の孔形成対象領域を含む孔形成対象物における、前記3つ以上の孔形成対象領域のそれぞれに孔を形成する加工方法であって、前記3つ以上の孔形成対象領域は、少なくとも第1孔形成対象領域、第2孔形成対象領域、第3孔形成対象領域を含み、前記第1孔形成対象領域、前記第2孔形成対象領域、前記第3孔形成対象領域は、所定の配列方向に隣接して並べられ、前記第2孔形成対象領域は、前記第1孔形成対象領域と前記第3孔形成対象領域の間に配置され、それぞれの前記孔形成対象領域に孔を形成する加工方法であり、加工方法は、前記第1孔形成対象領域と前記第2孔形成対象領域と前記第3孔形成対象領域に、第1ドリルを使って、第1深さのV面取り加工を行う、一次面取り工程と、前記第1孔形成対象領域と前記第3孔形成対象領域に、第1径の第2ドリルを使って、前記第1深さよりも深い第2深さの浅孔加工を行う、第1ガイド孔形成工程と、前記第2孔形成対象領域に、前記第1径よりも小さい第2径の第3ドリルを使って、前記第2深さの浅孔加工を行う、第2ガイド孔形成工程と、前記第1孔形成対象領域と前記第3孔形成対象領域に、前記第1径よりも大きい第3径の第4ドリルを使って、前記第2深さよりも深い第3深さの深孔または貫通孔加工を行う、第1本孔形成工程と、前記第2孔形成対象領域に、前記第3径の第5ドリルを使って、前記第3深さの深孔または貫通孔加工を行う、第2本孔形成工程と、を備える、加工方法である。
【0007】
本発明の上記態様によれば、孔形成の加工時に孔の内壁を崩れにくくすることができる。
【図面の簡単な説明】
【0008】
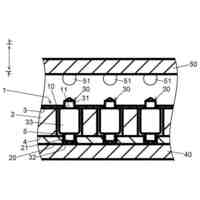
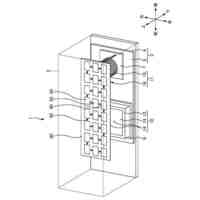
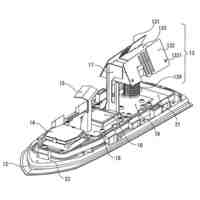
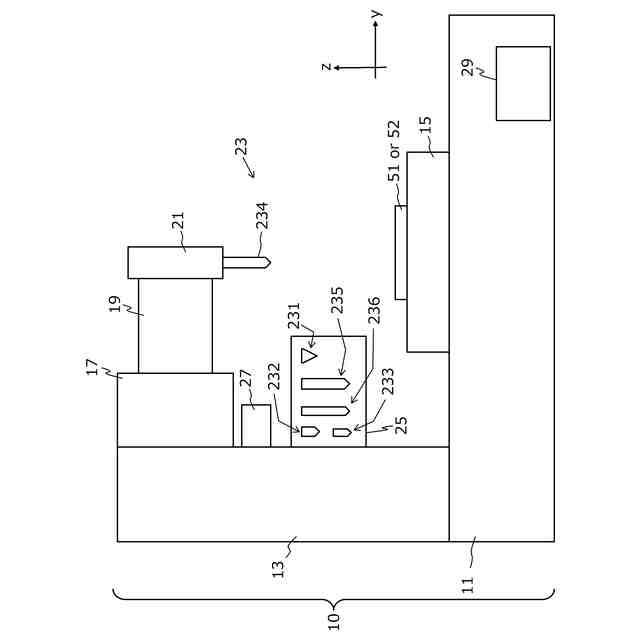
第1実施形態、第2実施形態におけるマシニングセンターと孔形成対象物(第1工作物、第2工作物)の構成図である。
第1工作物の上面図である。
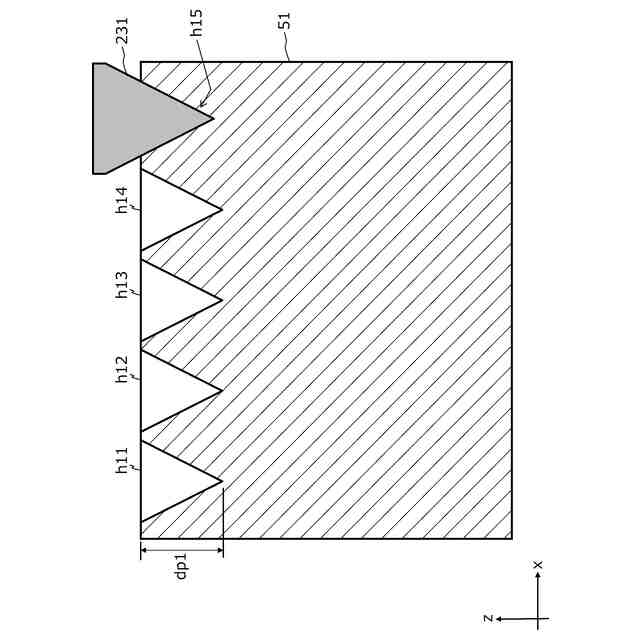
第1実施形態における一次面取り加工工程で、第15領域のV面取り加工が行われている状態を示す第1工作物と第1ドリルの断面構成図である。
第1実施形態における第1ガイド孔形成工程で、第15領域の浅孔加工が行われている状態を示す第1工作物と第2ドリルの断面構成図である。
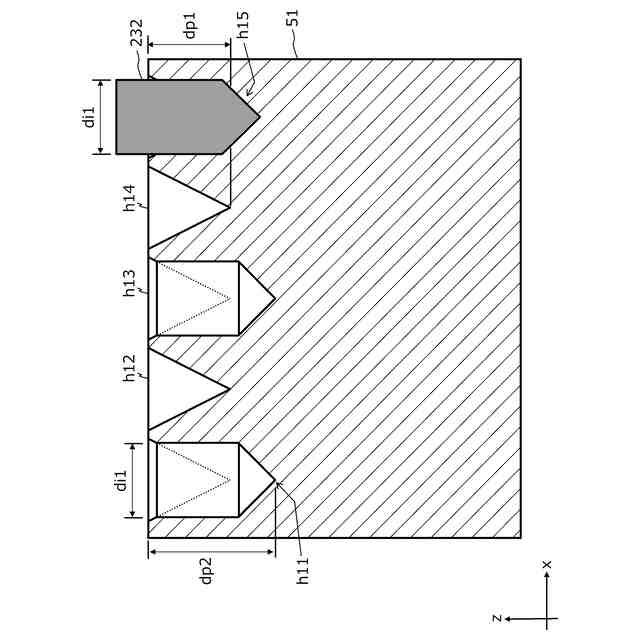
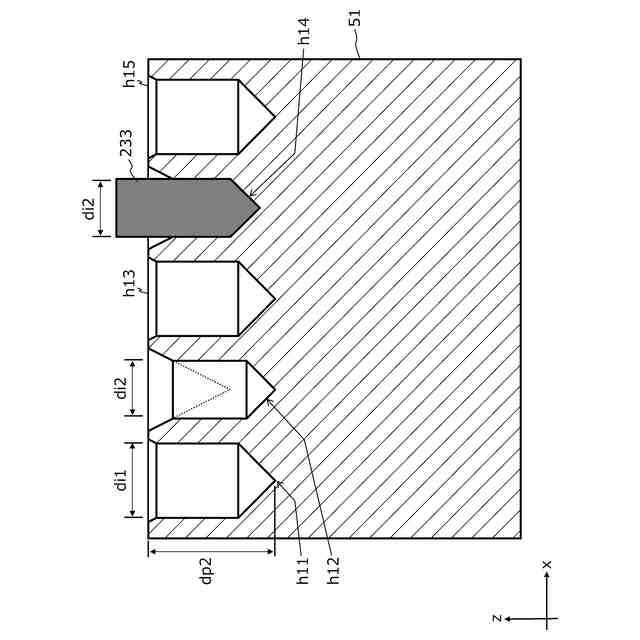
第1実施形態における第2ガイド孔形成工程で、第14領域の浅孔加工が行われている状態を示す第1工作物と第3ドリルの断面構成図である。
第1実施形態における第1本孔形成工程で、第15領域の深孔加工が行われている状態を示す第1工作物と第4ドリルの断面構成図である。
第1実施形態における下孔形成工程で、第14領域の深孔加工が行われている状態を示す第1工作物と第6ドリルの断面構成図である。
第1実施形態における第2本孔形成工程で、第14領域の深孔加工が行われている状態を示す第1工作物と第5ドリルの断面構成図である。
第1実施形態における二次面取り工程で、第15領域のV面取り加工が行われている状態を示す第1工作物と第1ドリルの断面構成図である。
第2工作物の上面図である。
第2実施形態における一次面取り加工工程で、第42領域のV面取り加工が行われている状態を示す第2工作物と第1ドリルの断面構成図である。
第2実施形態における第1ガイド孔形成工程で、第32領域の浅孔加工が行われている状態を示す第2工作物と第2ドリルの断面構成図である。
第2実施形態における第2ガイド孔形成工程で、第42領域の浅孔加工が行われている状態を示す第2工作物と第3ドリルの断面構成図である。
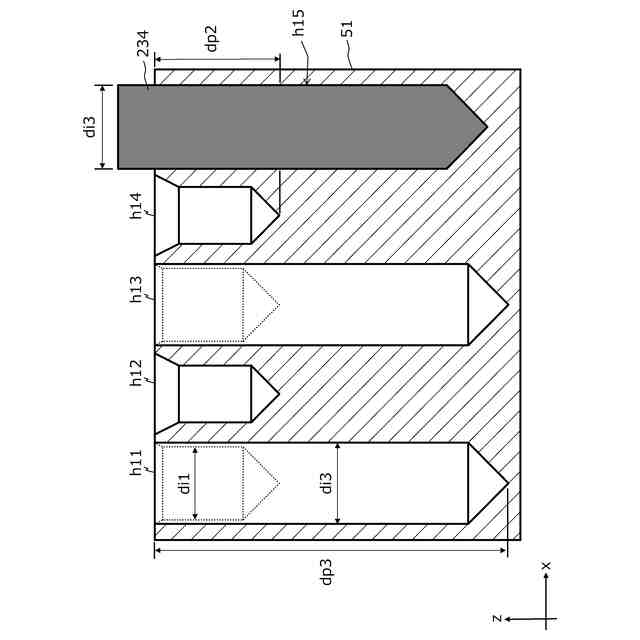
第2実施形態における第1本孔形成工程で、第32領域の深孔加工が行われている状態を示す第2工作物と第4ドリルの断面構成図である。
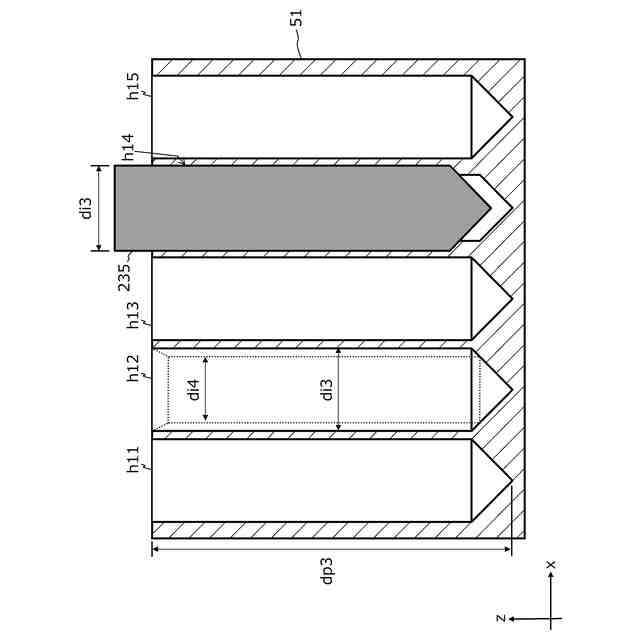
第2実施形態における下孔形成工程で、第42領域の深孔加工が行われている状態を示す第2工作物と第6ドリルの断面構成図である。
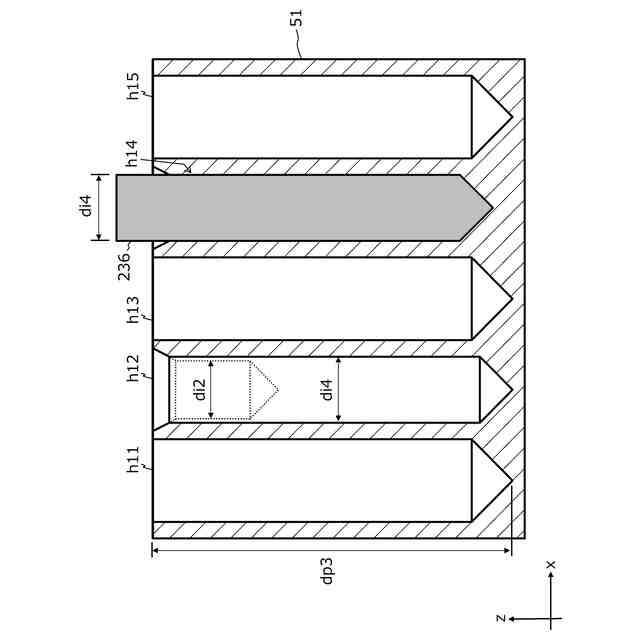
第2実施形態における第2本孔形成工程で、第42領域の深孔加工が行われている状態を示す第2工作物と第5ドリルの断面構成図である。
第2実施形態における二次面取り工程で、第42領域のV面取り加工が行われている状態を示す第2工作物と第1ドリルの断面構成図である。
【発明を実施するための形態】
【0009】
以下、第1実施形態に係る加工システムについて、図を用いて説明する。なお、実施形態は、以下の実施形態に限られるものではない。また、一つの実施形態に記載した内容は、原則として他の実施形態にも同様に適用される。また、各実施形態及び各変形例は、適宜組み合わせることができる。
【0010】
方向を説明するために、マシニングセンター10の左右方向をx方向、x方向と垂直な前後方向をy方向、x方向とy方向に垂直な略鉛直方向をz方向として説明する。図1などにおいて、xyz軸のそれぞれの矢印が指し示す方向をそれぞれ右方向、前方向、上方向と定義する。ただし、x方向などの定義は例であり、例えば、x方向が前後方向、y方向が左右方向を示すものであってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ヨコオ
ソケット
2か月前
株式会社ヨコオ
車載装置
1か月前
株式会社ヨコオ
ソケット
2か月前
株式会社ヨコオ
コネクタ
3か月前
株式会社ヨコオ
加工方法、加工プログラム
5日前
株式会社ヨコオ
シートコンタクタソケット
1か月前
株式会社ヨコオ
プローブカードの位置決め装置
2か月前
株式会社ヨコオ
アンテナ装置、アンテナ装置の取付方法
28日前
株式会社ヨコオ
アンテナ
22日前
株式会社ヨコオ
アンテナ装置
1か月前
株式会社ヨコオ
アンテナ装置
3か月前
個人
タップ
7か月前
個人
フライス盤
3か月前
個人
加工機
7か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
キヤノン電子株式会社
加工装置
1か月前
ダイニチ工業株式会社
配膳治具
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
ねじ整列トレー
28日前
中国電力株式会社
養生シート
1か月前
個人
型枠製造装置のフレーム
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ