TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162076
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065185
出願日
2024-04-15
発明の名称
歯車の研磨装置及び研磨方法
出願人
Astemo株式会社
代理人
個人
,
個人
,
個人
主分類
B23F
19/02 20060101AFI20251020BHJP(工作機械;他に分類されない金属加工)
要約
【課題】研磨用歯車の材料コストと研磨加工コストの低減化を図ると共に、資源環境の問題を払拭できる歯車の研磨装置及び研磨方法を提供する。
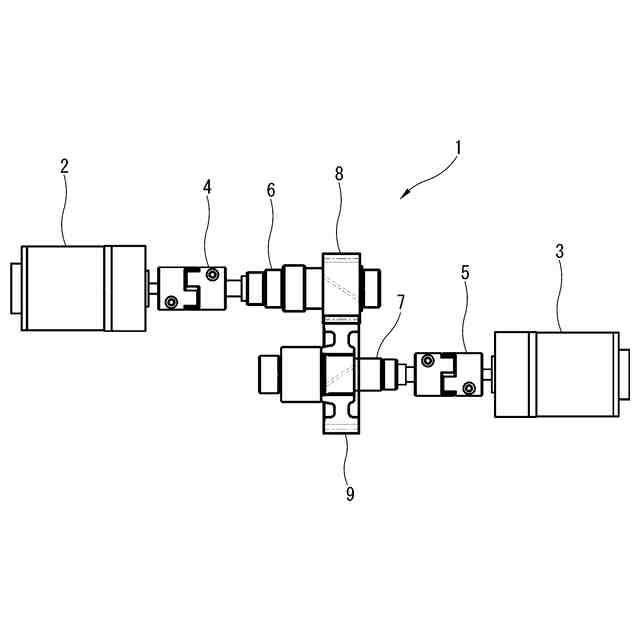
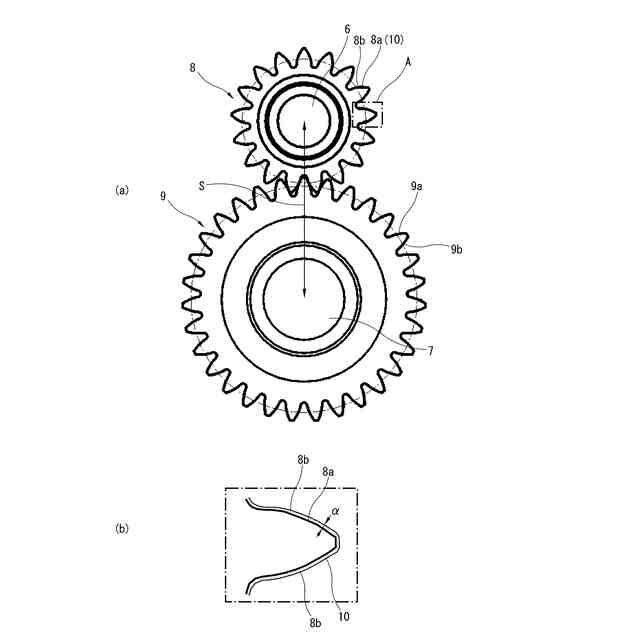
【解決手段】研磨用歯車8と被研磨歯車9を噛み合わせた状態で研磨用歯車を回転駆動させて被研磨歯車の歯面を研磨する研磨装置1であって、研磨用歯車の歯面8aに、アクリル樹脂材の膜厚αが約20μmのコーティング層10を形成し、研磨用歯車と被研磨歯車との噛み合い箇所に、研磨用歯車のコーティング層の膜厚よりも平均粒径が小さい炭化ケイ素系の砥粒を含有した研磨液を供給して、研磨用歯車を回転駆動させて被研磨歯車の歯面9aを研磨するように構成した。
【選択図】図2
特許請求の範囲
【請求項1】
研磨用歯車と被研磨歯車を噛み合わせた状態で前記研磨用歯車を回転駆動させて前記被研磨歯車の歯面を研磨する研磨装置であって、
前記研磨用歯車の歯面に、樹脂材または軟質金属のコーティング層を形成し、
前記研磨用歯車と被研磨歯車との噛み合い箇所に、前記研磨用歯車のコーティング層の膜厚よりも平均粒径が小さい砥粒を含有した研磨液を供給して、前記研磨用歯車を回転駆動させて前記被研磨歯車の歯面を研磨することを特徴とする歯車の研磨装置。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載された歯車の研磨装置であって、
前記研磨用歯車の歯面と被研磨歯車の歯面は、歯面の歯幅中央部が高いクラウニング形状にそれぞれ形成され、前記被研磨歯車の歯面の歯幅中央部を研磨することを特徴とする歯車の研磨装置。
【請求項3】
請求項1に記載された歯車の研磨装置であって、
前記研磨用歯車の歯面に施す樹脂材または軟質金属のコーティング層の押し込み硬さは、約20N/mm
2
以上で約360N/mm
2
以下に設定されていることを特徴とする歯車の研磨装置。
【請求項4】
請求項1に記載された歯車の研磨装置であって、
前記研磨用歯車の歯面に形成された樹脂材は、アクリル樹脂材あるいはニトロセルロース樹脂材であることを特徴とする歯車の研磨装置。
【請求項5】
請求項1に記載された歯車の研磨装置であって、
前記研磨用歯車の歯面に形成された軟質金属は、錫または錫合金のメッキであることを特徴とする歯車の研磨装置。
【請求項6】
請求項1に記載された歯車の研磨装置であって、
前記研磨用歯車と被研磨歯車の噛合わせた際の軸間距離を、前記コーティング層の膜厚分に相当する距離に調整したことを特徴とする歯車の研磨装置。
【請求項7】
前記研磨用歯車と被研磨歯車を噛み合わせた状態で前記研磨用歯車を回転駆動させて前記被研磨歯車の歯面を前記研磨用歯車によって研磨する研磨方法であって、
前記研磨用歯車の歯面に樹脂材または軟質金属のコーティング層を予め形成する工程と、
前記研磨用歯車と被研磨歯車を所定の軸間距離で噛み合わせる工程と、
前記研磨用歯車と被研磨歯車の間の噛み合い箇所に、前記研磨用歯車のコーティング層の膜厚よりも平均粒径が小さい砥粒を含有した研磨液を供給しつつ前記研磨用歯車を回転駆動させて前記被研磨歯車の歯面を研磨する工程と、
を有することを特徴とする歯車の研磨方法。
【請求項8】
相互に噛み合って対を成す第1歯車と第2歯車とを備え、前記第1歯車と第2歯車のいずれか一方を研磨用歯車とし、他方を被研磨歯車として構成し、前記研磨用歯車を回転駆動して被研磨歯車の歯面を研磨する研磨方法であって、
前記研磨用歯車の歯面に、樹脂材または軟質金属のコーティング層を予め形成する工程と、
前記一対の研磨用歯車と被研磨歯車を所定の軸間距離で噛み合わせる工程と、
前記研磨用歯車と被研磨歯車の噛み合わせ箇所に、前記研磨用歯車の歯面のコーティング層の膜厚よりも平均粒径が小さい砥粒を含有した研磨液を供給しつつ前記研磨用歯車を回転駆動して被研磨歯車の歯面を研磨する工程と
を有することを特徴とする歯車の研磨方法。
【請求項9】
請求項8に記載された歯車の研磨方法であって、
前記研磨用歯車の歯面と被研磨歯車の歯面は、歯面の歯幅中央部が高いクラウニング形状にそれぞれ形成され、前記被研磨歯車の歯面の歯幅中央部を研磨することを特徴とする歯車の研磨方法。
【請求項10】
請求項8に記載された歯車の研磨方法であって、
前記研磨用歯車の歯面に施す樹脂材または軟質金属のコーティング層の押し込み硬さは、約20N/mm
2
以上で約360N/mm
2
以下に設定されていることを特徴とする歯車の研磨方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車の研磨装置及び研磨方法の改良発明に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来の歯車の研磨装置としては、例えば、以下の特許文献1に記載されたものが知られている。
【0003】
この歯車の研磨装置は、ラッピング研磨加工法によって行われるもので、研磨歯車であるラップ歯車と被研磨歯車である被加工歯車との間に、ラップ剤を介在させた状態で噛み合わせ、被加工歯車を、駆動軸を中心に回転させると共に、駆動軸の軸方向に往復移動させる。これによって、ラップ歯車と被加工歯車との間に相対運動を行わせることにより、被加工歯車の歯面を滑らかに仕上げるようになっている。
【0004】
また、この研磨装置は、前記ラップ歯車を、従動軸の軸方向に所定振動数で振動させる振動発生手段を備え、ラップ歯車が振動発生手段からの加振力によって従動軸の軸方向へ所定振動数で振動される。このためラップ歯車と被加工歯車の各歯面同士は、常に違う面が接触して被加工歯車の歯形全体にわたって均等なラッピングが行われるようになっている。
【先行技術文献】
【特許文献】
【0005】
特開2000-343328号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の従来の歯車の研磨装置にあっては、前記ラップ歯車が、引っ張り強さ及び曲げ強さなどの機械的性質に優れたモノマーキャストナイロン(MCナイロン)によって一体に形成されている。このため、ラップ歯車は、長期使用後に歯面が摩耗した場合には、新しいものに取り換えて再度使用に供されるようになっている。つまり、ラップ歯車は、摩耗によって使用不可となった場合は、その都度新しいものと交換するようになっている。このため、材料コストと加工コストの高騰を招いていると共に、資源環境の問題も発生するおそれがある。
【0007】
本発明は、従来の歯車の研磨装置の技術的課題に鑑みて案出されたもので、材料コストと研磨加工コストの低減化や資源環境の問題を払拭できる歯車の研磨装置及び研磨方法を提供することを一つの目的としている。
【課題を解決するための手段】
【0008】
本発明の一態様として、とりわけ、研磨用歯車の歯面に、樹脂材または軟質金属のコーティング層を形成し、前記研磨用歯車と被研磨歯車との噛み合い箇所に、前記研磨用歯車のコーティング層の膜厚よりも平均粒径が小さい砥粒を含有した研磨液を供給して、前記研磨用歯車を回転駆動させて前記被研磨歯車の歯面を研磨することを特徴としている。
【発明の効果】
【0009】
本発明の態様によれば、研磨用歯車の歯面のコーティング層が摩耗した場合には、歯面に再度コーティングし直して同じ研磨用歯車を使用することができるので、研磨用歯車の材料コストと研磨加工コストの低減化が図れると共に、資源環境の問題を払拭することができる。
【図面の簡単な説明】
【0010】
本発明の実施形態に係る歯車の研磨装置を示す側面図である。
(a)は本実施形態の歯車の研磨装置に供される研磨用歯車と被研磨歯車が噛み合っている状態を示す側面図、(b)は同図(a)のA部拡大図である。
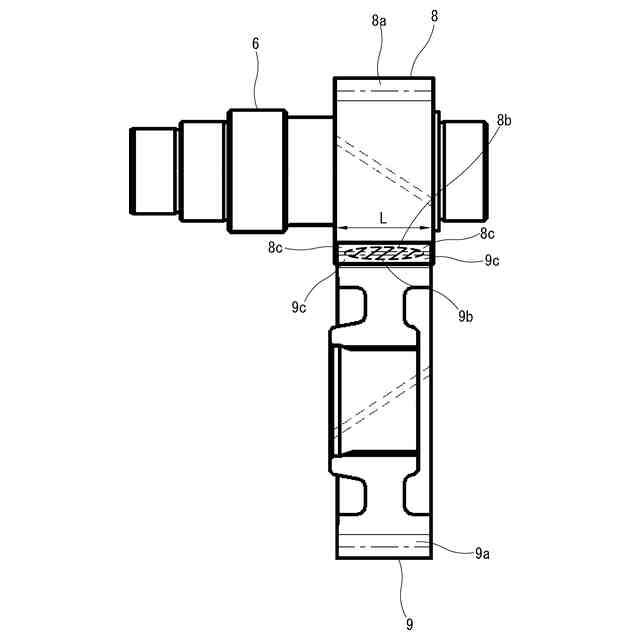
本実施形態の歯車の研磨装置に供される研磨用歯車と被研磨歯車が噛み合っている状態を示す平面図である。
研磨用歯車の歯面に複数の樹脂をコーティングしたコーティング試験片の押し込み硬さと算術平均粗さの実験結果を示す表である。
同コーティング試験片の押し込み硬さと算術平均粗さとの関係を示すグラフである。
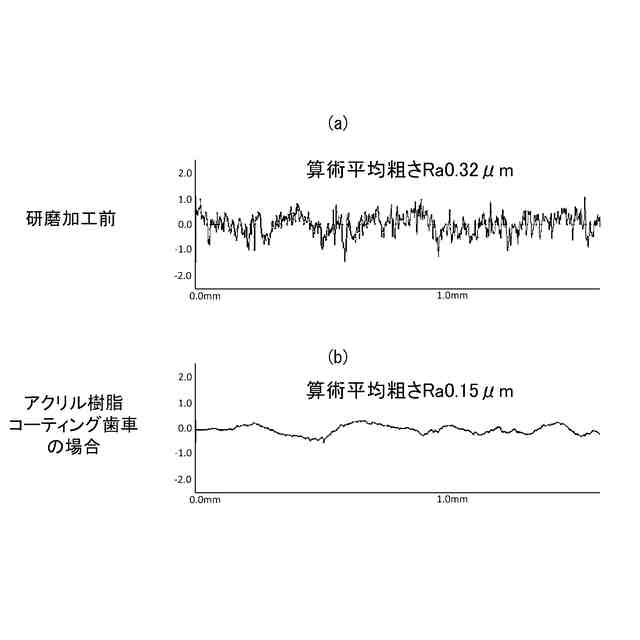
アクリル樹脂をコーティングした研磨用歯車の歯面で被加工歯車の歯面を研磨加工する前後の算術平均粗さ示し、(a)は研磨加工する前の算術平均粗さを示すグラフ、(b)は研磨加工した後の算術平均粗さを示すグラフである。
本発明の第2実施形態を示し、(a)は本実施形態の歯車の研磨装置に供される研磨用歯車と被研磨歯車が噛み合っている状態を示す側面図、(b)は同図(a)のB部拡大図である。
同実施形態の歯車の研磨装置に供される研磨用歯車と被研磨歯車が噛み合っている状態を示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
19日前
キヤノン電子株式会社
加工装置
16日前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
11日前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
4か月前
睦月電機株式会社
金属表面処理方法
16日前
キヤノン電子株式会社
加工システム
3か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
24日前
個人
型枠製造装置のフレーム
1か月前
株式会社アンド
半田付け方法
2か月前
村田機械株式会社
レーザ加工機
5か月前
株式会社トヨコー
被膜除去方法
6か月前
大見工業株式会社
ドリル
3か月前
株式会社ツガミ
工作機械
2か月前
株式会社向洋技研
スタッドの製造方法
18日前
村田機械株式会社
レーザ加工機
5か月前
株式会社ダイヘン
溶接装置
4か月前
トヨタ自動車株式会社
溶接ヘッド
5か月前
株式会社ダイヘン
溶接装置
4か月前
株式会社不二越
ブローチ盤
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ

































