TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160393
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2025127476,2022543111
出願日
2025-07-30,2021-01-12
発明の名称
真空含浸のためのシステム及び方法
出願人
ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン
,
Henkel AG & Co. KGaA
代理人
個人
主分類
B05C
3/02 20060101AFI20251015BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】単一部品又は組立部品等の物品における孔及び小さな間隙を封止するために使用される真空含浸システム及びプロセスを提供する。
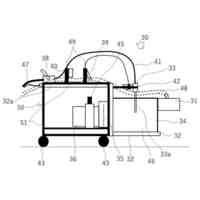
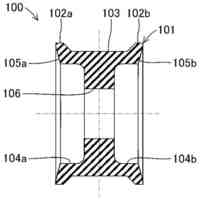
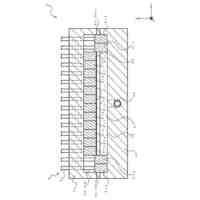
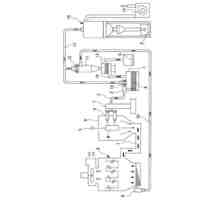
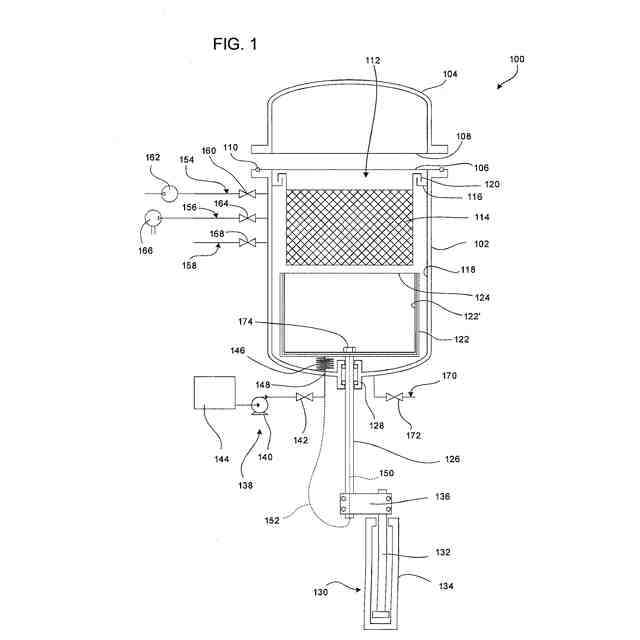
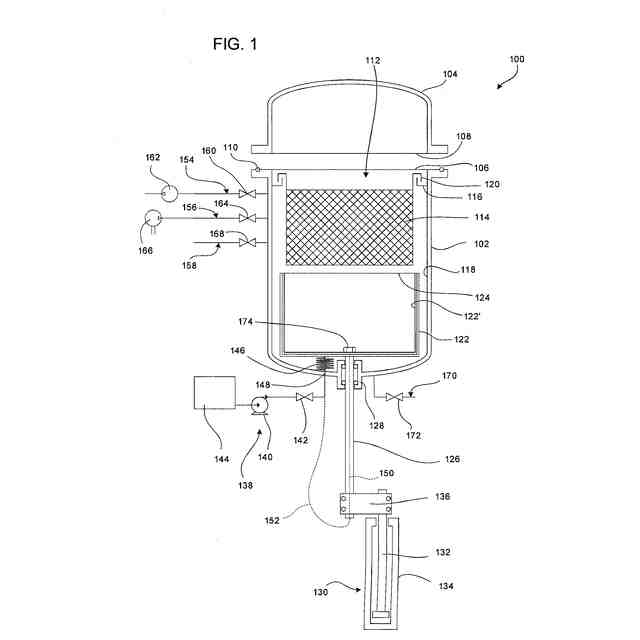
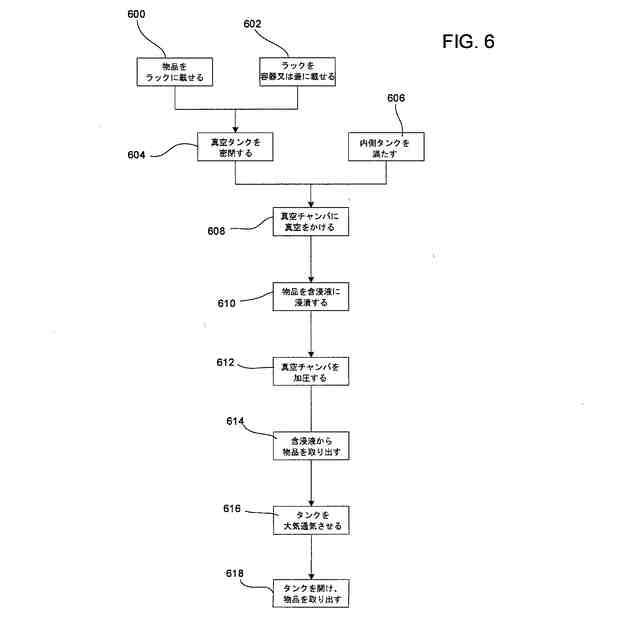
【解決手段】真空含浸システム100は、容器102及び蓋104によって形成された真空タンクを含む。部品を真空にさらし、部品をポリマー含浸液に浸漬し、部品に陽圧を加えて部品の間隙にポリマー含浸液を入り込ませ、圧力を大気圧に解放し、好ましくは活性重合工程無しでポリマー含浸液を固化させる。
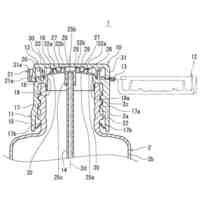
【選択図】図1
特許請求の範囲
【請求項1】
容器と取り外し可能な蓋とを備えた真空タンクであって、前記容器及び前記蓋は、前記蓋が前記容器上にあるときに、全体として密閉された真空チャンバを形成する、前記真空タンクと、
前記真空チャンバ内に固定又は取り外し可能に支持され、かつ1つ又は複数の物品を保持するように構成されたラックと、
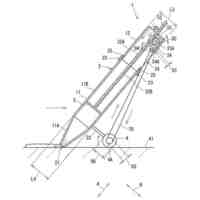
前記容器に移動可能に取り付けられ、内部に所定量の含浸液を保持するように構成された内側タンクであって、前記内側タンクは、前記1つ又は複数の前記物品が前記含浸液に浸漬されない第1の位置と、前記1つ又は複数の前記物品が少なくとも部分的に前記含浸液に浸漬される第2の位置との間で垂直方向に移動可能である、前記内側タンクと、
前記蓋が前記容器上にあるときに前記真空チャンバと流体連結する1つ又は複数のガス制御回路を備える真空及び圧力制御システムと、
を備える真空含浸システム。
続きを表示(約 660 文字)
【請求項2】
前記ラックは、少なくとも1つのアタッチメントによって前記真空チャンバ内に取り外し可能に支持されている、請求項1に記載の真空含浸システム。
【請求項3】
前記ラックは、前記蓋又は前記容器に固定されている、請求項1に記載の真空含浸システム。
【請求項4】
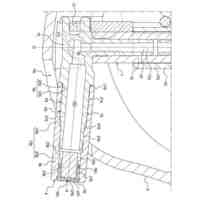
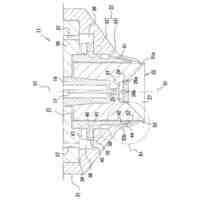
前記内側タンクは、前記容器の底部の封止部を通って延びるシャフトに取り付けられている、請求項1に記載の真空含浸システム。
【請求項5】
前記内側タンクは、前記シャフトに取り外し可能に取り付けられている、請求項4に記載の真空含浸システム。
【請求項6】
前記シャフトはリニアスライダを備える、請求項4に記載の真空含浸システム。
【請求項7】
前記シャフトに取り付けられ、かつ前記内側タンクを前記第1の位置と前記第2の位置との間で移動させるように構成されたアクチュエータをさらに備える、請求項6に記載の真空含浸システム。
【請求項8】
前記内側タンクから含浸液の供給源へ延びる流体制御回路をさらに備える、請求項7に記載の真空含浸システム。
【請求項9】
前記流体制御回路は、前記内側タンクから前記容器内の流体ポートへ延びる可撓性の管を備える、請求項8に記載の真空含浸システム。
【請求項10】
前記流体制御回路は、前記シャフトを通って延びる通路を備える、請求項8に記載の真空含浸システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、概ね、部品を真空にさらし、部品を含浸液に浸漬し、含浸液が固化する部品孔隙内に含浸液を入り込ませるために部品に陽圧を加える真空含浸システム及びプロセスの分野に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
真空含浸システムは、単一部品又は組立部品等の物品における孔及び小さな間隙を封止するために使用される。このような封止は、例えば、水、油、土及び他の汚染物質の部品又は組立品への侵入を低減又は防止するために有用であり、物品の腐食を防止するのに役立つ。物品には、鋳造金属及び他の材料(金属とプラスチック材料との組合せを含む)が含まれ得る。一般的に、真空含浸は、物品を真空にさらし、物品を含浸液に接触させ、次いで含浸液を孔及び間隙に移動させるのを促進させるために任意に陽圧を加えることによって行われる。真空含浸プロセスは、乾式真空と湿式真空との2つのグループに分類することができる。
【0003】
乾式真空含浸は、周囲空気のような気相環境を含む密閉されたチャンバ内に部品があることを意味し、真空をかけて、チャンバから(物品内の孔及び間隙からを含む)気相を除去すると、真空が維持されている間、封止剤が貯留容器から密閉されたチャンバ内に移され、真空が解放されると、封止剤が孔内に引き入れられ、未使用の封止剤が貯留容器に戻される。乾式真空含浸は、真空が解放された後に、通常約4~7バール(400~700kPa)の陽圧を加え、封止剤が孔隙に浸透できるように、選択された時間の間その圧力を保持するステップを含むことができる。
【0004】
湿式真空は、真空チャンバ内の含浸液に部品を浸し、容器及び封止剤から空気が完全に除去されるまで真空をかけて保持することを意味する。湿式真空は、真空チャンバ内の封止剤の水頭圧を克服し、穴や間隙にかかる負圧を小さくすることが課題である。このため、有限量の空気が孔に閉じ込められ、最終的に封止品質の低下につながり得るという欠点がある。第2のステップにおいて、真空を開放し、物品を大気圧の封止剤の中に残して、封止剤が物品内の孔及び間隙に浸透できるようにする。
【0005】
最も一般的には、含浸液は、部品の含浸後にスピニング又は同様の機械的手段によって部品の外部から容易に除去される低粘度モノマー溶液であり、孔及び間隙の中に液体が残る。低粘度モノマー溶液は、次に、後処理工程においてその場重合される。低粘度モノマー材料は、部品の孔及び間隙に送り込むことが容易であるため、少なくとも部分的には商業的に成功している。一般的なモノマー材料としては、例えば、典型的には23℃で約5MPa・s~約65MPa・s(5~65センチポアズ)の粘度を有するメタクリレートモノマーが挙げられる。これらは、重合及び架橋して硬質のポリアクリレート固体になる熱硬化性材料である。様々な理由により、これらのその場重合封止は、シミュレーションされた寿命耐久性テストにおいて、携帯電話アセンブリ等の特定の電子アセンブリ上の隣接する金属部品とプラスチック部品との間の間隙の封止に失敗する傾向があることが分かっている。
【0006】
その場重合による封止の欠点を克服するために、含浸後に重合又は架橋を必要とせず、封止を形成するために乾燥のみを必要とするポリマー含浸液を、その場重合されたモノマー溶液に置き換えることができる。ポリマーは、水等の溶媒内に溶解又は分散させることができる。多量の溶媒を添加することによってモノマー溶液と同様の粘度で作られるポリマー/溶媒含浸液の1つの欠点は、それらを乾燥するのに必要なエネルギー/時間である。別の起こり得る欠点は、含浸液に十分なポリマー固体がないために乾燥時にポリマー封止剤が収縮することにより、孔及び間隙の効果的な封止ができないことである。
【0007】
この問題を解決するために、本出願人は、ポリマーの非ニュートン挙動(50~3000センチポイズ)に依存して約50Pa・s~3000MPa・s及びそれより大きい範囲の粘度を有する、より多くのポリマー固体及びより少ない溶媒を含有する濃い(すなわち粘性の)ポリマー材料を選択した。濃いポリマー溶液又はポリマー分散液は、改善された封止性能をもたらし、架橋を必要としないことが分かっているが、他の不利益の原因となる。液体溶液の水頭圧は、吸引される真空に対して液体の陽圧及び任意の溶媒の蒸気圧が作用する、特に液体の表面よりさらに下の部分では、孔及び間隙から除去できる空気の量が制限されるので、例えば、濃いポリマー溶液は湿式真空プロセスで使用するのにあまり適していない。これは、ポリマー含浸剤のより高い粘度と組み合わされて、封止性能低下の原因となる。液体の水頭圧によって引き起こされる問題は、浅いタンクで真空含浸プロセスを実施することによって低減することができるが、小さな部品の商業的生産量には多数の比較的大きな直径の圧力定格化されたタンクが必要であり、特にある種のポリマー含浸液による腐食に耐えるためにステンレス鋼が必要とされる場合には、法外なコストとなる。
【0008】
湿式真空プロセスを使用する場合の問題は、乾式真空プロセスを使用することによってある程度対処することができる。乾式真空プロセスでは、克服すべき水頭圧がないので容器の高さが封止品質に影響を与えないため、同じ生産量に対してより少数のより深い小径タンクを使用することができる。しかしながら、乾式真空プロセスにも欠点がある。例えば、空のタンクの真空環境に最初に濃い含浸液が入ったときに激しい発泡が起こりやすい。この発泡は、真空含浸システムの広い領域を覆い、乾燥して硬質被膜になることが観察されている。また、薄いモノマーとは異なり、濃い含浸液は、サイクルの終わりにタンクの側壁から十分に排出されない。そのため、発泡した含浸液及びプロセス中にタンクの壁に接触する他の含浸液は、わずか数回の運転サイクルの後に、タンクの側壁に厚い除去することが困難な付着物を形成する。この問題は、含浸液は粘着性が非常に高く、かつ耐溶剤性が非常に高いという事実によって一層ひどくなる。したがって、タンク内部の洗浄にはオペレータが容器へ入ることがほぼ確実に必要となり、これは、運転休止時間をスケジューリングする必要性や、オペレータの安全性を確保するための厳格化された要件等の運用上の複雑さを招く。
【0009】
したがって、従来技術の真空含浸システムはさらに改善することができる。
【発明の概要】
【課題を解決するための手段】
【0010】
本出願人の発明は、本明細書に開示されるような乾式真空含浸システム及び乾式含浸プロセスにより1つ又は複数の上記の欠点を解決することを対象とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ベック株式会社
被膜形成方法
25日前
ベック株式会社
被膜形成方法
4か月前
ベック株式会社
被膜形成方法
4か月前
有限会社 芦屋ドレス
湯噴霧器
10日前
スズカファイン株式会社
多色性塗膜
1か月前
株式会社吉野工業所
キャップ
3か月前
アイカ工業株式会社
塗料仕上げ工法
1か月前
ベック株式会社
装飾被膜の形成方法
2か月前
プルガティオ株式会社
噴霧装置
4か月前
能美防災株式会社
水噴霧ヘッド
29日前
トヨタ自動車株式会社
塗布装置
1か月前
株式会社カネカ
塗布装置
1か月前
個人
スプレー缶高所対応携帯ホルダー
1か月前
日本ライナー株式会社
塗装装置
1か月前
プルガティオ株式会社
噴霧装置
4か月前
プルガティオ株式会社
噴霧装置
4か月前
ヒット工業株式会社
マスキング具
2か月前
中外炉工業株式会社
塗工装置
3か月前
株式会社吉野工業所
ポンプ式吐出器
3か月前
ブラザー工業株式会社
塗工装置
22日前
東レエンジニアリング株式会社
スリットダイ
25日前
ブラザー工業株式会社
塗工装置
22日前
ブラザー工業株式会社
塗工装置
22日前
東レエンジニアリング株式会社
粉体吐出装置
23日前
株式会社吉野工業所
吐出器
4か月前
株式会社吉野工業所
吐出器
3か月前
旭サナック株式会社
粉体塗装装置
1か月前
積水ハウス株式会社
接着剤塗布装置
2か月前
トリニティ工業株式会社
回転霧化式塗装機
29日前
個人
散水形態を変更可能な吐水装置
1か月前
AWJ株式会社
ステンシルプレートセット
2か月前
株式会社大関
塗装用ローラとその製造方法
4か月前
三菱鉛筆株式会社
多液混合型塗布具
3か月前
ブラザー工業株式会社
静電塗工装置
22日前
株式会社トーモク
印刷装置および印刷方法
1か月前
トヨタ自動車株式会社
間欠塗工装置
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ