TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160359
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2025126072,2022547998
出願日
2025-07-29,2021-02-25
発明の名称
ウェハ熱成形のための延伸ポリマーを用いてウェハを作製し、且つ前記ウェハを含む眼鏡レンズを射出成形する方法
出願人
エシロール アンテルナショナル
,
ESSILOR INTERNATIONAL
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
G02C
7/02 20060101AFI20251015BHJP(光学)
要約
【課題】射出成形により金型を汚染することなくレンズを製造する。
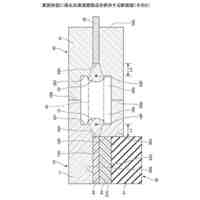
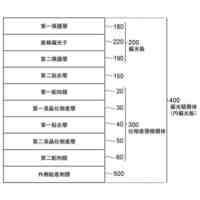
【解決手段】眼鏡用積層レンズを形成する方法は、熱可塑性エラストマー層120の第1の側に第1の延伸ポリマー層115を付着、且つ熱可塑性エラストマー層の第2の側に第2のポリマー層125を付着させることにより、平面積層体を形成するステップであって、第1の延伸ポリマー層は、250pmを上回る厚さを有し、第2のポリマー層は、250pmを上回る厚さを有し、及び熱可塑性エラストマー層は、15μm~150μmの範囲の厚さを有する、ステップと、平面積層体を、成形前湾曲部を有する湾曲積層体105に熱成形するステップと、湾曲積層体を金型145a内に配置するステップと、所定の温度及び圧力に設定された金型を介して、ポリマー溶融物140を用いて湾曲積層体を湾曲レンズに成形するステップとを含み、ポリマー溶融物の温度は、第1の延伸ポリマー層の延伸温度を上回る。
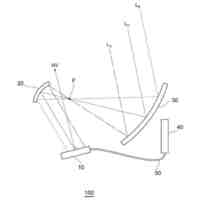
【選択図】図1D
特許請求の範囲
【請求項1】
眼鏡用積層レンズを形成する方法であって、
熱可塑性エラストマー層の第1の側に第1の延伸ポリマー層を付着させ、且つ前記熱可塑性エラストマー層の第2の側に第2のポリマー層を付着させることにより、平面積層体を形成するステップであって、前記第1の延伸ポリマー層は、250μmを上回る厚さを有し、前記第2のポリマー層は、250μmを上回る厚さを有し、及び前記熱可塑性エラストマー層は、15μm~150μmの範囲の厚さを有する、ステップと、
前記平面積層体を、成形前湾曲部を有する湾曲積層体に熱成形するステップと、
前記湾曲積層体を金型内に配置するステップと、
所定の温度及び所定の圧力に設定された前記金型を介して、ポリマー溶融物を用いて前記湾曲積層体を湾曲レンズに成形するステップと
を含み、前記ポリマー溶融物の温度は、前記第1の延伸ポリマー層の延伸温度を上回る、方法。
続きを表示(約 690 文字)
【請求項2】
前記金型は、凹金型挿入部及び凸金型挿入部を含み、
前記湾曲積層体は、前記第2のポリマー層が前記凹金型挿入部に隣接するように前記金型内に配置され、及び
前記ポリマー溶融物は、前記湾曲積層体の前記第1の延伸ポリマー層と前記凸金型挿入部との間に射出される、請求項1に記載の方法。
【請求項3】
前記第1の延伸ポリマーは、一軸延伸ポリカーボネートである、請求項2に記載の方法。
【請求項4】
前記第1の延伸ポリマーは、二軸延伸ポリカーボネートである、請求項2に記載の方法。
【請求項5】
前記第2のポリマー層は、延伸ポリマーであり、且つ一軸延伸されている、請求項2に記載の方法。
【請求項6】
前記第2のポリマー層は、延伸ポリマーであり、且つ二軸延伸されている、請求項2に記載の方法。
【請求項7】
前記第1の延伸ポリマー層の前記厚さ及び前記第2のポリマー層の前記厚さは、それぞれ250μm超~800μmの範囲である、請求項1に記載の方法。
【請求項8】
前記第1の延伸ポリマー層の前記厚さは、前記第2のポリマー層の前記厚さにほぼ等しい、請求項7に記載の方法。
【請求項9】
前記熱可塑性エラストマー層の前記厚さは、25μm~75μmの範囲である、請求項1に記載の方法。
【請求項10】
前記熱成形された湾曲積層体は、5.0Dを上回るベースカーブを有する、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レンズ製造中、熱可塑性エラストマーをベースとする光学機能性膜層の流出によって生じる射出成形金型空洞の汚染を防止するために使用される積層体に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ここに述べる背景技術の説明は、本開示の文脈を一般的に示すことを目的とする。現時点で指名された本発明者らの業績であって、背景技術セクションに記述される範囲における業績及び出願時点で他に先行技術として適格でない可能性がある記述の態様は、本開示に対する先行技術として明示的にも暗示的にも認められない。
【0003】
機能性光学膜及び/又は積層体は、調光、偏光子又は他の機能性用途のレンズに整形(形成)及びオーバーモールドすることができる。これは、積層構造を製造し、積層体を湾曲ウェハに形成し、射出成形して、健康又は光管理のためのレンズを形成する方法を含む。
【0004】
ポリマー、例えばポリカーボネート又はポリアミドの射出成形を用いて処方又は非矯正眼鏡レンズを製造することができる。このポリマー射出成形方法は、結果適に得られるレンズの全体的な機能性を変化させる所定の材料の機能膜を中心に有する薄い多層積層構造のオーバーモールドに拡張され得る。例えば、矯正又は非矯正偏光サングラスレンズの製造方法は、中心機能膜として調光及び/又は偏光染料が含浸された層を含む多層積層体を利用することができる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
積層ウェハの構築において、熱可塑性エラストマー(TPE)をベースとする材料を用いることには、特定の利点(例えば、軟質ポリマー部分、延性、添加物との化学的適合性等)があるが、これらの利点は、最終製品であるレンズの製造を阻害する要因になり得る。レンズ基板の前(凸)屈折面において、TPEをベースとする積層ウェハを射出成形する間、金型内の高い温度及び圧力により、軟化したTPE材料が圧搾されてウェハの無障壁の端縁から外部に流出して、挿入部及び金型空洞を含む金型を汚染する恐れがある。この流出(溢れ出し、滲み出し)は、温度が上昇して圧力が印加されたウェハ表面で中心膜層の可塑/粘性流に関係する。従って、射出成形により金型を汚染することなくレンズを製造する方法が必要とされている。
【課題を解決するための手段】
【0006】
本開示は、眼鏡用積層レンズを形成する方法であって、熱可塑性エラストマー層の第1の側に第1の延伸ポリマー層を付着させ、且つ熱可塑性エラストマー層の第2の側に第2のポリマー層を付着させることにより、平面積層体を形成するステップであって、第1の延伸ポリマー層は、250μmを上回る厚さを有し、第2のポリマー層は、250μmを上回る厚さを有し、及び熱可塑性エラストマー層は、15μm~150μmの範囲の厚さを有する、ステップと、平面積層体を、成形前湾曲部を有する湾曲積層体に熱成形するステップと、湾曲積層体を金型内に配置するステップと、所定の温度及び所定の圧力に設定された金型を介して、ポリマー溶融物を用いて湾曲積層体を湾曲レンズに成形するステップとを含み、ポリマー溶融物の温度は、第1の延伸ポリマー層の延伸温度を上回る、方法に関する。
【0007】
本開示は、追加的に、眼鏡レンズ積層体であって、250μmを上回る厚さを有する第1の延伸ポリマー層と、250μmを上回る厚さを有する第2のポリマー層と、15μm~150μmの範囲の厚さを有する熱可塑性エラストマー層であって、第1の延伸ポリマー層と第2のポリマー層との間に配置され、熱可塑性エラストマーの第1の側で第1の延伸ポリマー層に結合され、且つ熱可塑性エラストマー層の第2の側で第2のポリマー層に結合される、熱可塑性エラストマー層とを含む眼鏡レンズ積層体に関する。
【0008】
この要約セクションは、本開示又は本発明の請求項のあらゆる実施形態及び/又は漸進的に新規な態様を指定するわけではないことに留意されたい。むしろ、本概要は、異なる実施形態に関する事前の議論及び対応する新規な点を提示するに過ぎない。本発明及び実施形態の追加的な詳細及び/又は可能な発展形態については、以下に詳述するような本開示の詳細な説明セクション及び対応する図を参照されたい。
【0009】
複数の例として提案する本開示の各種の実施形態について、同様の要素を同様の参照符号で示す以下の図を参照して詳細に述べる。
【図面の簡単な説明】
【0010】
本開示の一実施形態による平面積層ウェハの概略図である。
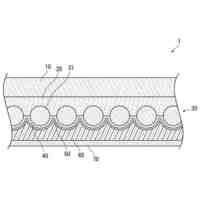
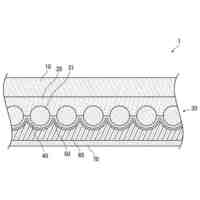
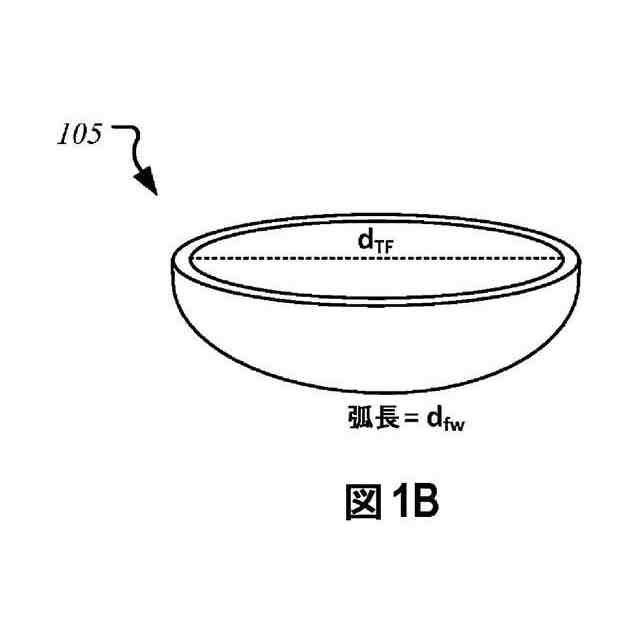
本開示の一実施形態による熱成形積層ウェハの概略図である。
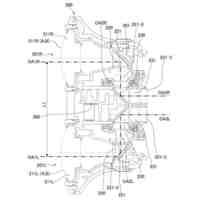
本開示の一実施形態による凹金型挿入部の概略図である。
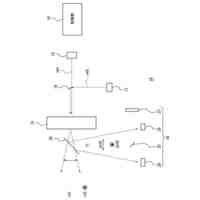
本開示の一実施形態による成形装置の概略図である。
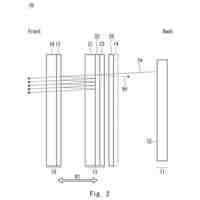
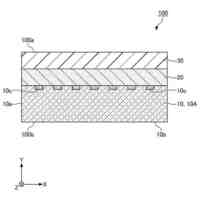
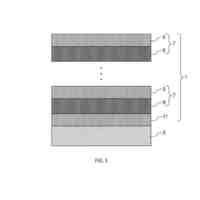
本開示の一実施形態による、平面積層ウェハ内の層の概略図である。
本開示の一実施形態による、非対称な延伸ポリマー構造を含む平面積層ウェハ内の層の概略図である。
本開示の一実施形態による、対称な延伸ポリマー構造を含む平面積層ウェハ内の層の概略図である。
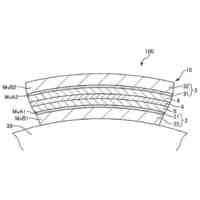
本開示の一実施形態による、第1の層に延伸ポリマーを用いた熱成形積層ウェハの概略図である。
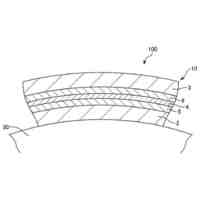
本開示の一実施形態による、第1の層及び第2の層の両方に延伸ポリマーを用いた熱成形積層ウェハの概略図である。
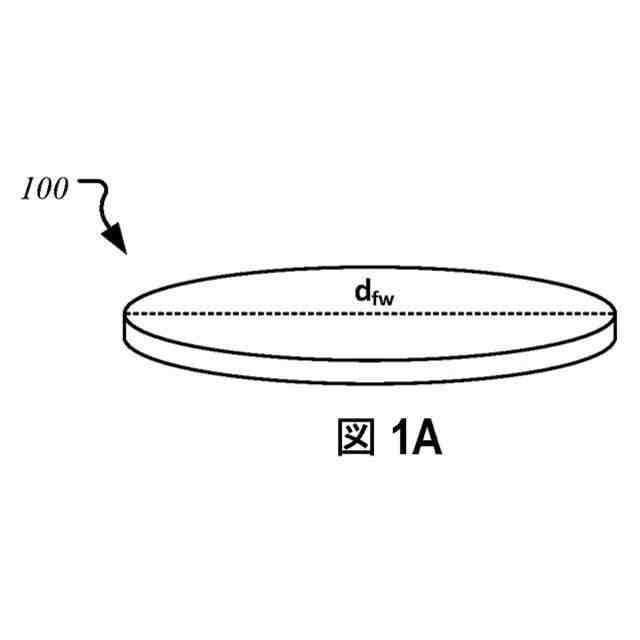
本開示の一実施形態による、一軸収縮前後の平面積層ウェハの概略上面図である。
本開示の一実施形態による、二軸収縮前後の平面積層ウェハの概略上面図である。
本開示の一実施形態による、眼鏡レンズを製造する方法のフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
立体像表示装置
11日前
住友化学株式会社
偏光板
8日前
カンタツ株式会社
光学系
3日前
住友化学株式会社
垂直偏光板
8日前
東レ株式会社
赤外線遮蔽構成体
11日前
東レ株式会社
貼合体の製造方法
11日前
古河電気工業株式会社
融着機
3日前
日本電気株式会社
光集積回路素子
15日前
三菱電機株式会社
レンズモジュール
8日前
個人
眼鏡装着位置変更具および眼鏡
9日前
日東電工株式会社
調光フィルム
16日前
住友化学株式会社
積層体
15日前
AGC株式会社
インフィニティミラー
4日前
住友化学株式会社
偏光板
11日前
住友化学株式会社
偏光板
11日前
新光電気工業株式会社
光導波路部品
8日前
住友化学株式会社
偏光積層体
11日前
新光電気工業株式会社
光導波路部品
8日前
住友化学株式会社
光学積層体
11日前
キヤノン株式会社
レンズ装置および撮像装置
16日前
住友ベークライト株式会社
積層体の製造方法
16日前
富士通株式会社
波長変換装置および波長変換方法
1日前
京セラ株式会社
走査装置及び制御装置
15日前
京セラ株式会社
走査装置及び制御装置
15日前
住友ベークライト株式会社
光学シート
15日前
株式会社小糸製作所
画像投影装置
8日前
キヤノン電子株式会社
光学部材、撮像装置及び宇宙航行体
9日前
日東電工株式会社
積層光学部材及び光学装置
15日前
TDK株式会社
メタサーフェスレンズ
15日前
キヤノン電子株式会社
光学部材、撮像装置及び宇宙航行体
9日前
住友ベークライト株式会社
光学性積層体
15日前
住友ベークライト株式会社
光学性積層体
15日前
住友化学株式会社
積層体および表示装置
15日前
日本カーバイド工業株式会社
微小球型再帰反射シート
15日前
日本カーバイド工業株式会社
微小球型再帰反射シート
15日前
株式会社表面・界面工房
反射防止膜
11日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ