TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025156432
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025127336,2023163852
出願日
2025-07-30,2021-03-11
発明の名称
緩衝器用ピストンロッドの製造方法
出願人
Astemo株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
F16F
9/32 20060101AFI20251002BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】本発明は、耐摩耗性に優れ、摺動特性の経時変化が少なく、ドライ状態から定常状態までのなじみ易さを向上させたシリンダ装置とピストンロッドの製造方法の提供を目的とする。
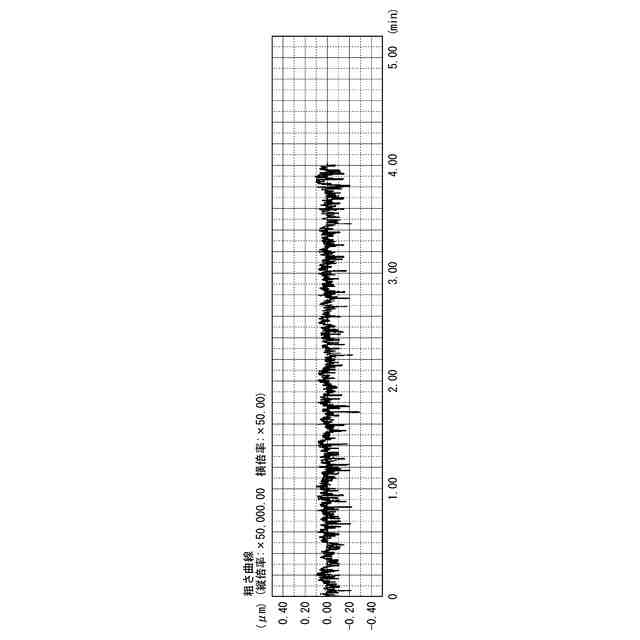
【解決手段】本発明のシリンダ装置は、有底筒状のシリンダと、シリンダの開口部に設けられるシール手段と、シリンダの開口部から突出して設けられ、シール手段と摺動されるピストンロッドと、を有し、ピストンロッドは、クロムめっきされており、ピストンロッドの軸方向の摺動表面は、JIS B 0671-2およびISO 13565-2に記載されるプラトー構造表面の特性評価パラメータである、突出谷部深さRvk:0.06μm以上かつめっき厚さ未満、突出山部高さRpk:0μm以上かつ0.04μm以下、コア部のレベル差Rk:0.08μm以上かつ0.16μm以下である。
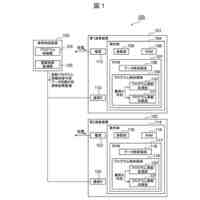
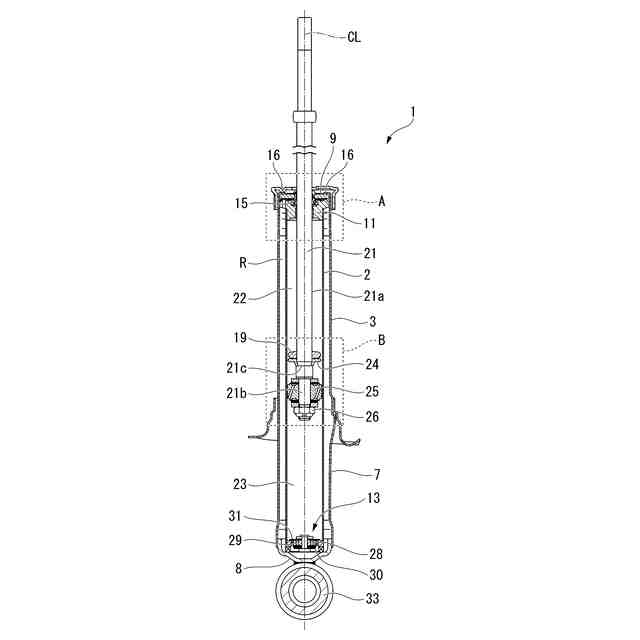
【選択図】図1
特許請求の範囲
【請求項1】
作動液体が封入されるシリンダと、
前記シリンダの開口部に設けられたオイルシールと、
前記シリンダの前記開口部から突出して設けられ、前記オイルシールに接触しつつ軸方向に摺動し、摺動面を前記シリンダの内部と前記シリンダの外部との間で繰り返し出入自在とする緩衝器用ピストンロッドの製造方法であり、
前記緩衝器用ピストンロッドの前記摺動面にクロムめっき層を形成するめっき工程と、
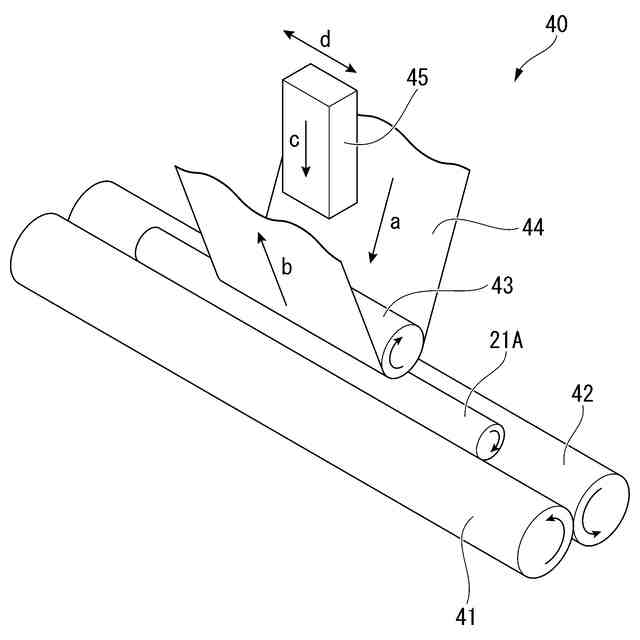
前記めっき工程後に前記緩衝器用ピストンロッドを軸回りに回転しながら第1研磨用フィルムを用いて、前記摺動面に前記作動液体が滞留可能な油溜まり溝を複数形成する第1の研磨処理工程と、
前記第1の研磨処理工程後に前記緩衝器用ピストンロッドを軸回りに回転しながら第2研磨用フィルムを用いて、前記油溜まり溝をプラトー形状に形成する第2の研磨処理工程と、
を有し、
前記第1の研磨処理工程は、前記緩衝器用ピストンロッドを旋回させながら、前記第1研磨用フィルムを送り出し、前記第1研磨用フィルムを前記緩衝器用ピストンロッドに当接させて研磨しており、前記第1研磨用フィルムを前記緩衝器用ピストンロッドに押し当てる押圧力は0.15~0.3MPaである緩衝器用ピストンロッドの製造方法。
続きを表示(約 740 文字)
【請求項2】
請求項1に記載の緩衝器用ピストンロッドの製造方法であり、
前記第1の研磨処理工程および前記第2の研磨処理工程は、
軸回りに回転自在な第1ローラーと、
前記第1ローラーと離隔して配置され、軸回りに回転自在な第2ローラーと、
前記第1研磨用フィルムもしくは前記第2研磨用フィルムが供給される第3ローラーと、
を有し、
前記第1ローラーと前記第2ローラーとの間の境界部上に前記緩衝器用ピストンロッドが配置され、前記第1ローラーと前記第2ローラーとが軸回りに回転することで該緩衝器用ピストンロッドを軸回りに回転させ、前記第3ローラーが前記第1ローラーと前記第2ローラーとの間の境界部上に配置され、前記第3ローラーに前記第1研磨用フィルムもしくは前記第2研磨用フィルムが供給されながら軸回りに回転し、前記緩衝器用ピストンロッドを前記第1ローラーと前記第2ローラーと側に押圧することで研磨処理をおこなう緩衝器用ピストンロッドの製造方法。
【請求項3】
請求項2に記載の緩衝器用ピストンロッドの製造方法であり、
前記第3ローラーは、該第3ローラーを前記緩衝器用ピストンロッド側に加圧する加圧ヘッドによって、前記緩衝器用ピストンロッドに押圧されている緩衝器用ピストンロッドの製造方法。
【請求項4】
請求項3に記載の緩衝器用ピストンロッドの製造方法であり、
前記加圧ヘッドは、前記第3ローラーの軸方向に移動自在に支持され、前記第3ローラーを前記緩衝器用ピストンロッド側に押圧した状態のまま前記第3ローラーの軸方向に沿って往復移動自在に支持されている緩衝器用ピストンロッドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、緩衝器用ピストンロッドの製造方法に関する。
本願は、2020年3月27日に、日本国に出願された特願2020-057547号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
従来から、自動車関連摺動部品の表面性状を規定することにより、耐摩耗性や摺動特性を向上させる技術が提案されている。例えば、以下の特許文献1には、ベルト式無段変速機用プーリーにおけるエレメントとの接触面の溝部をラップフィルムにて研磨し、表面粗さについて、突出山部高さRpkを0.09μm以下、突出谷部深さRvkを0.4~1.3μmに加工する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
日本国特開2011-137492号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
自動車関連摺動部品の表面性状に関連し、ピストンロッドの場合について検討すると、摺動特性および耐食性の観点から、オイルシールとの摺動面にクロムめっきを施し、その後、バフ仕上げや超仕上等の研磨加工を行っている。
ピストンロッドにおけるオイルシールとの摺動面において、摺動面の突出山部高さが高い場合、オイルシールへの攻撃力が強くなり、オイルシールの摩耗が懸念される。また、ピストンロッド摺動面の突出谷部深さが浅い場合、油膜が不足し、突出谷部深さが深い場合、オイルシールとの引っ掛かりが強くなる懸念がある。
【0005】
更に、本発明者らの研究によると、ピストンロッド摺動面においてコア部のレベル差が少ないと、ドライ状態から定常状態までのなじみやすさに影響が及ぶことがわかった。
ここで、ピストンロッドが自動車のサスペンション装置のピストンロッドである場合、コア部のレベル差は自動車の乗り心地への影響があると考えられる。
即ち、ピストンロッド摺動面の表面性状が不適切であると、自動車の乗り心地の低下に帰結し、摺動特性の経時変化が発生するおそれがある。また、ピストンロッド摺動面の表面性状が不適切であると、摺動特性の経時変化が発生するおそれもある。
【0006】
本発明が解決しようとする課題は、ピストンロッドの摺動面における耐摩耗性を向上させることにより、ピストンロッドの摺動特性の経時変化を少なくするとともに、ドライ状態から定常状態までのなじみ易さを向上させることができる、シリンダ装置とピストンロッドの製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、以下の各態様を採用した。
(1)作動液体が封入されるシリンダと、前記シリンダの開口部に設けられたオイルシールと、前記シリンダの前記開口部から突出して設けられ、前記オイルシールに接触しつつ軸方向に摺動し、摺動面を前記シリンダの内部と前記シリンダの外部との間で繰り返し出入自在とする緩衝器用ピストンロッドの製造方法であり、前記緩衝器用ピストンロッドの前記摺動面にクロムめっき層を形成するめっき工程と、前記めっき工程後に前記緩衝器用ピストンロッドを軸回りに回転しながら第1研磨用フィルムを用いて、前記摺動面に前記作動液体が滞留可能な油溜まり溝を複数形成する第1の研磨処理工程と、前記第1の研磨処理工程後に前記緩衝器用ピストンロッドを軸回りに回転しながら第2研磨用フィルムを用いて、前記油溜まり溝をプラトー形状に形成する第2の研磨処理工程と、を有し、前記第1の研磨処理工程は、前記緩衝器用ピストンロッドを旋回させながら、前記第1研磨用フィルムを送り出し、前記第1研磨用フィルムを前記緩衝器用ピストンロッドに当接させて研磨しており、前記第1研磨用フィルムを前記緩衝器用ピストンロッドに押し当てる押圧力は0.15~0.3MPaである緩衝器用ピストンロッドの製造方法。
(2)上記(1)に記載の緩衝器用ピストンロッドの製造方法で、以下のようにしてもよい:前記第1の研磨処理工程および前記第2の研磨処理工程は、軸回りに回転自在な第1ローラーと、前記第1ローラーと離隔して配置され、軸回りに回転自在な第2ローラーと、前記第1研磨用フィルムもしくは前記第2研磨用フィルムが供給される第3ローラーと、を有し、前記第1ローラーと前記第2ローラーとの間の境界部上に前記緩衝器用ピストンロッドが配置され、前記第1ローラーと前記第2ローラーとが軸回りに回転することで該緩衝器用ピストンロッドを軸回りに回転させ、前記第3ローラーが前記第1ローラーと前記第2ローラーとの間の境界部上に配置され、前記第3ローラーに前記第1研磨用フィルムもしくは前記第2研磨用フィルムが供給されながら軸回りに回転し、前記緩衝器用ピストンロッドを前記第1ローラーと前記第2ローラーと側に押圧することで研磨処理をおこなう緩衝器用ピストンロッドの製造方法。
(3)上記(2)に記載の緩衝器用ピストンロッドの製造方法で、以下のようにしてもよい:前記第3ローラーは、該第3ローラーを前記緩衝器用ピストンロッド側に加圧する加圧ヘッドによって、前記緩衝器用ピストンロッドに押圧されている緩衝器用ピストンロッドの製造方法。
(4)上記(3)に記載の緩衝器用ピストンロッドの製造方法で、以下のようにしてもよい:前記加圧ヘッドは、前記第3ローラーの軸方向に移動自在に支持され、前記第3ローラーを前記緩衝器用ピストンロッド側に押圧した状態のまま前記第3ローラーの軸方向に沿って往復移動自在に支持されている緩衝器用ピストンロッドの製造方法。
【発明の効果】
【0008】
本発明の上記各態様によれば、ピストンロッドの摺動面が、好適な、突出谷部の深さと突出山部の高さとコア部のレベル差とを有する。よって、優れた耐摩耗性を有し、オイルシールに対する攻撃性が低く、オイルシールの摩耗を少なくできるとともに、摺動特性の経時変化を小さくすることができる。また、ドライ状態から定常状態までのなじみが良好であり、自動車用サスペンション装置用のピストンロッドに適用した場合には、自動車の乗り心地を低下させないサスペンション装置を提供できる。
【図面の簡単な説明】
【0009】
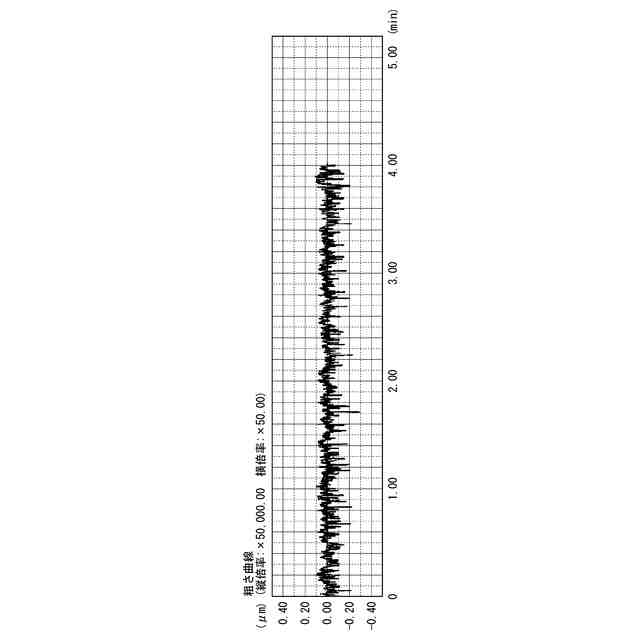
本発明の一実施形態に係るピストンロッドの製造方法により得られたピストンロッドにおける、摺動面の表面粗さ曲線の一例を示すグラフである。
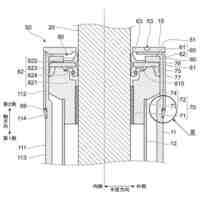
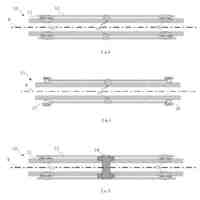
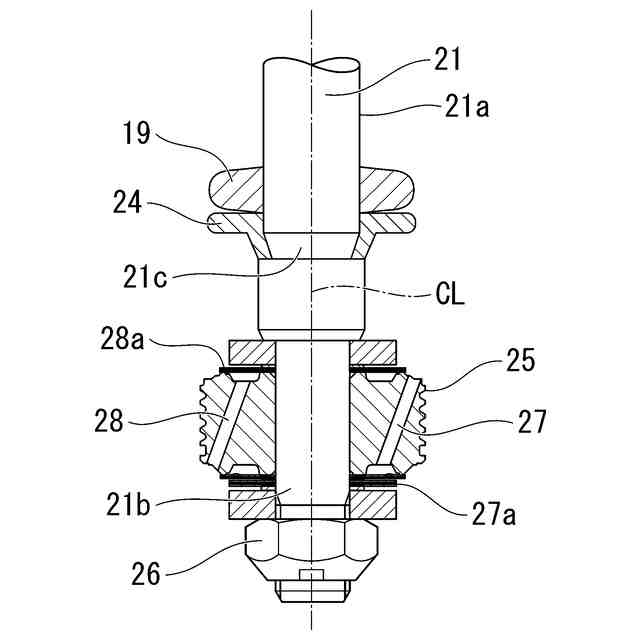
同ピストンロッドを備えたシリンダ装置である、ショックアブソーバの全体構造を示す図であって、中心軸線CLを含む断面で見た断面図である。前記ピストンロッドの摺動面は、図1に示す表面粗さ曲線の特性を有する。
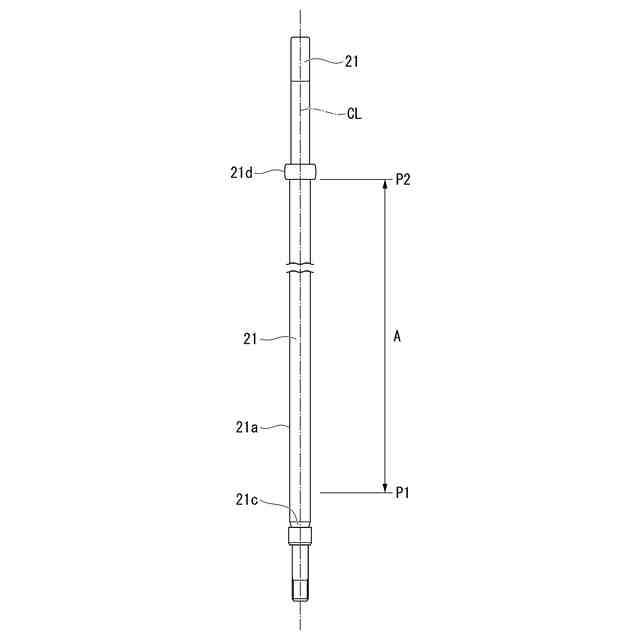
同ピストンロッドの外形状と摺動面の位置とを示す正面図である。
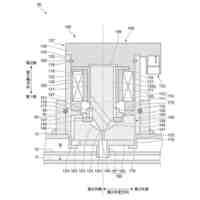
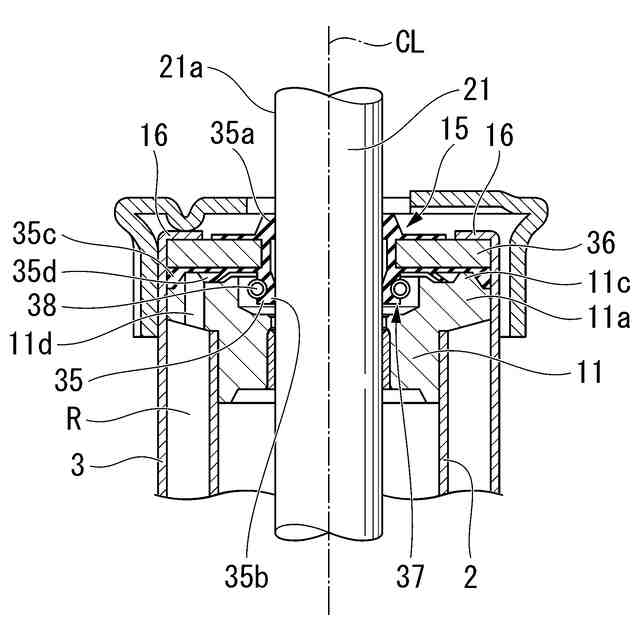
同ショックアブソーバの上部構造を示す図であって、図2のA部の拡大断面図である。
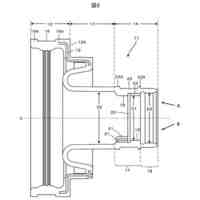
同ピストンロッドの先端部を示す図であって、図2のB部の拡大断面図である。
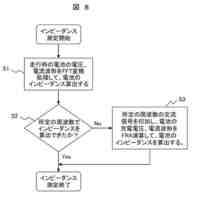
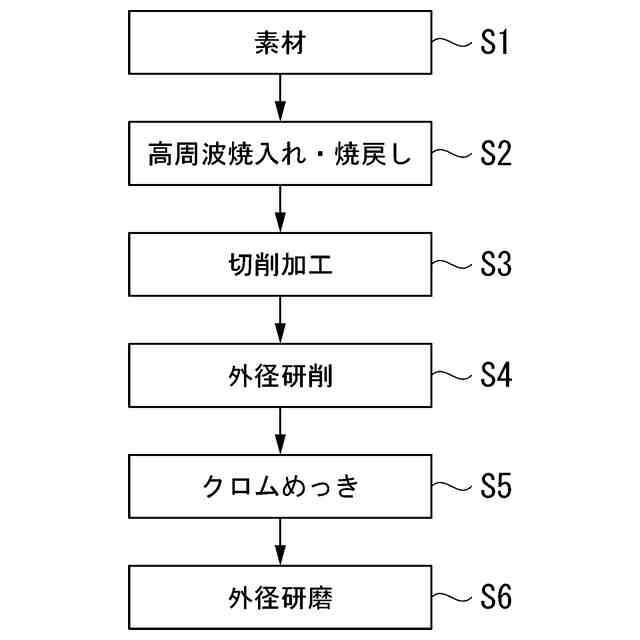
同ピストンロッドの製造工程の一例を示すフロー図である。
同ピストンロッドの外径研磨(図6の研磨処理工程S6)の一例を示すフロー図である。
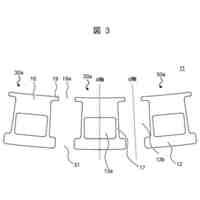
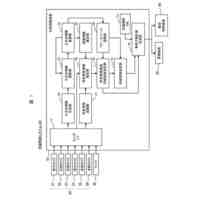
同ピストンロッドの外径研磨に用いる研磨装置の一例を示す斜視図であって、同研磨装置の要部を示す。
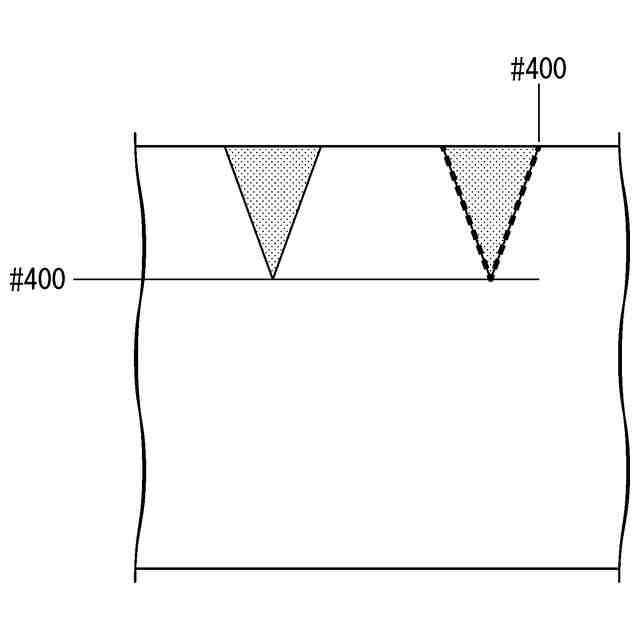
同ピストンロッドの摺動面を含む部分を、中心軸線CLを含む断面で見た場合の部分拡大断面図であって、同ピストンロッドの外径を#400の研磨フィルムで研磨した場合の図である。
同ピストンロッドの摺動面を含む部分を、中心軸線CLを含む断面で見た場合の部分拡大断面図であって、同ピストンロッドの外径を#320の研磨フィルムで研磨した場合を示す。
同ピストンロッドの摺動面を含む部分を、中心軸線CLを含む断面で見た場合の部分拡大断面図であって、同ピストンロッドの外径を#1000の研磨フィルムで研磨した場合を示す。
同ピストンロッドの摺動面を含む部分を、中心軸線CLを含む断面で見た場合の部分拡大断面図であって、同ピストンロッドの外径を#2000の研磨フィルムで研磨した場合を示す。
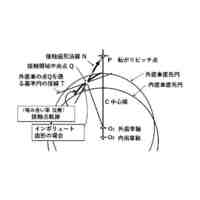
平滑化粗さ曲線における、突出山部高さ(Rpk)とコア部のレベル差(Rk)と突出谷部深さ(Rvk)との関係を示す説明図である。
突出山部高さ(Rpk)とコア部のレベル差(Rk)と突出谷部深さ(Rvk)とを求める場合の説明図であり、表面粗さ曲線において突出部を分離する直線位置を示す説明図である。
表面粗さ曲線から求めた評価長さに対する輪郭曲線要素の負荷長さの比を示す説明図である。
負荷長さ率の差であるΔMrを40%として引いた負荷曲線の割線が最も緩い傾斜となる直線の位置を示す説明図である。
ΔMr=0%および100%まで前記直線を伸ばして、突出山部と突出谷部とに分断した状態を示す説明図である。
突出山部の断面積A1に等しくなる直角三角形の高さを求める状態を示す説明図である。
実施例試料について行った再現試験方法の説明図である。
外径研磨(図6の研磨処理工程S6)における試験条件を変更して求めた場合の実施例の評価試験結果を示すグラフである。
実施例において製造した複数のピストンロッドにおける、突出谷部深さ(Rvk)と摩擦力変化量(ΔN)との関係示すグラフである。
実施例において製造した複数のピストンロッドにおける、コア部のレベル差(Rk)と摩擦力変化量(ΔN)との関係示すグラフである。
実施例において製造した複数のピストンロッドにおける、突出谷部深さ(Rvk)と最大摩擦力(P-P)との関係示すグラフである。
実施例において製造した複数のピストンロッドにおける、コア部のレベル差(Rk)と最大摩擦力(P-P)との関係示すグラフである。
実施例において製造した複数のピストンロッドにおける、突出山部高さ(Rpk)とオイルシール付着量との関係示すグラフである。
実施例において製造した複数のピストンロッドにおける、コア部のレベル差(Rk)とオイルシール付着量との関係示すグラフである。
第1の研磨処理工程~第4の研磨処理工程で用いた研磨用フィルムを示す表である。
試料1~10のそれぞれにおける、突出谷部深さ、突出山部高さ、コア部のレベル差の各測定結果を示す表である。
加振条件を示す表である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態に係るシリンダ装置とピストンロッドの製造方法とについて説明する。
なお、以下に説明する実施形態は、本発明の趣旨をより良く理解させるために具体的に説明するものであり、特に指定のない限り、本発明を限定するものではない。また、以下に示す実施形態の説明に用いる図面は、各部を見やすくするために、縮尺を適宜変更して示している。また、図2~図5及び以下の説明における符号CLは、シリンダ装置及びピストンロッドの中心線を示す。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
Astemo株式会社
緩衝器
5日前
Astemo株式会社
緩衝器
1か月前
Astemo株式会社
緩衝器
11日前
Astemo株式会社
緩衝装置
1か月前
Astemo株式会社
操舵装置
12日前
Astemo株式会社
撮像装置
26日前
Astemo株式会社
電子制御装置
1か月前
Astemo株式会社
外界認識装置
19日前
Astemo株式会社
プロペラシャフト
17日前
Astemo株式会社
学習システム及び学習方法
25日前
Astemo株式会社
歯車の研磨装置及び研磨方法
14日前
Astemo株式会社
画像処理装置及び画像処理方法
14日前
Astemo株式会社
画像処理装置および画像処理方法
27日前
Astemo株式会社
車両データ収集装置および車両データ収集方法
14日前
Astemo株式会社
車両制御プログラム決定方法および通信制御装置
26日前
Astemo株式会社
攻撃監視装置、攻撃監視システム及び攻撃監視方法
25日前
本田技研工業株式会社
車両の制御装置及び制御方法
1か月前
日産自動車株式会社
車両制御方法および車両制御装置
12日前
日産自動車株式会社
車両制御方法および車両制御装置
12日前
日産自動車株式会社
車両制御方法および車両制御装置
12日前
Astemo株式会社
データ収集装置、車両制御装置及びデータ収集システム
3日前
Astemo株式会社
回転電機の回転子、回転電機、インホイールモータ、車両
18日前
Astemo株式会社
更新管理システム
3日前
Astemo株式会社
制御装置及び制御システム
11日前
Astemo株式会社
バッテリーマネージメントシステム、および、バッテリーマネージメント方法
24日前
Astemo株式会社
緩衝器用ピストンロッドの製造方法
27日前
Astemo株式会社
外界認識装置、および、外界認識方法
1か月前
Astemo株式会社
減衰力調整式緩衝器の製造方法およびソレノイドの製造方法
24日前
個人
留め具
27日前
個人
鍋虫ねじ
2か月前
個人
ホース保持具
6か月前
個人
回転伝達機構
3か月前
個人
紛体用仕切弁
2か月前
個人
トーションバー
7か月前
個人
差動歯車用歯形
4か月前
個人
給排気装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ