TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152858
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055018
出願日
2024-03-28
発明の名称
熱交換器の製造方法およびアルミニウム部品の製造方法
出願人
住友精密工業株式会社
代理人
個人
主分類
C23C
18/31 20060101AFI20251002BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】耐食性を向上させるために亜鉛拡散層を形成しつつ、高い機械的強度を有する熱処理型アルミニウム合金材によって構成される熱交換器の製造方法を提供する。
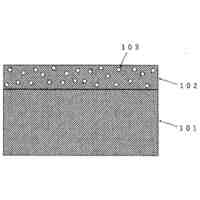
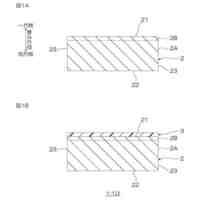
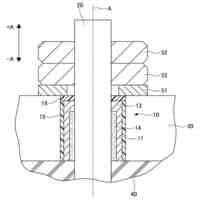
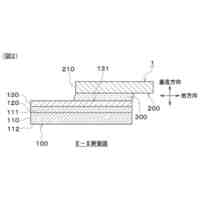
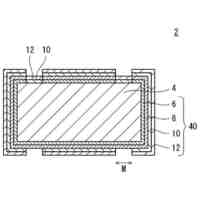
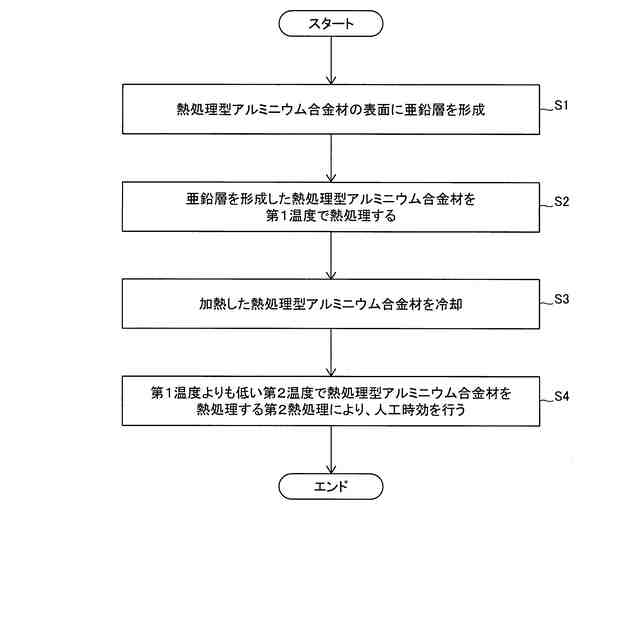
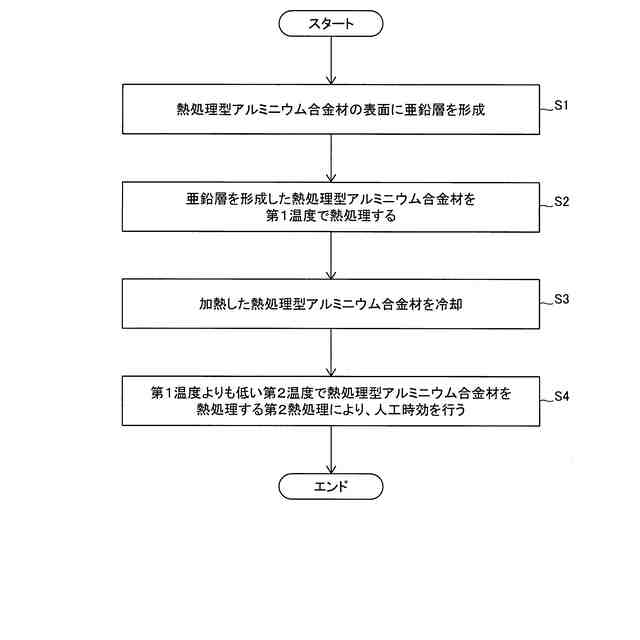
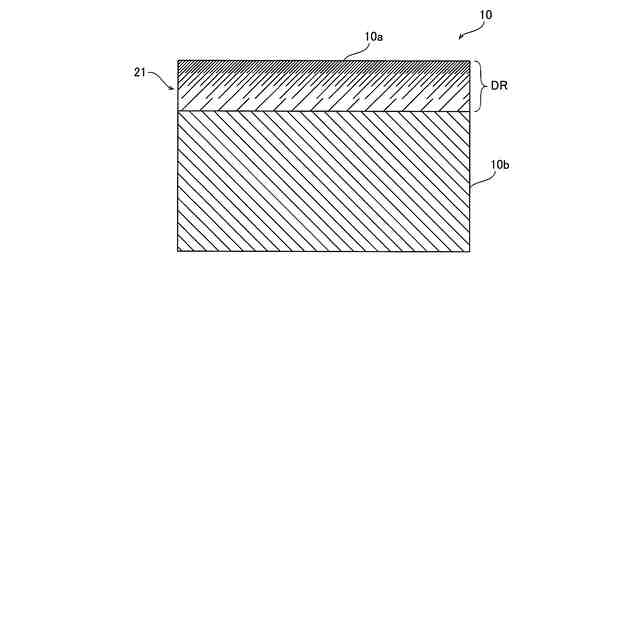
【解決手段】この熱交換器100の製造方法は、熱交換器本体1を構成する熱処理型アルミニウム合金材10の表面10aに対して亜鉛層20を形成する工程と、亜鉛層20を形成した熱処理型アルミニウム合金材10を第1温度で熱処理することにより、亜鉛層20に含まれる亜鉛を熱処理型アルミニウム合金材10に拡散させるとともに、熱処理型アルミニウム合金材10を溶体化させる第1熱処理を行う工程と、第1熱処理後の熱処理型アルミニウム合金材10を冷却する工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
熱交換器本体を構成する熱処理型アルミニウム合金材の表面に対して亜鉛層を形成する工程と、
前記亜鉛層を形成した前記熱処理型アルミニウム合金材を第1温度で熱処理することにより、前記亜鉛層に含まれる亜鉛を前記熱処理型アルミニウム合金材に拡散させるとともに、前記熱処理型アルミニウム合金材を溶体化させる第1熱処理を行う工程と、
前記第1熱処理後の前記熱処理型アルミニウム合金材を冷却する工程と、を備える、熱交換器の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
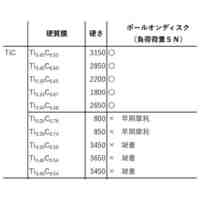
前記第1熱処理を行う工程において、前記亜鉛層を形成した前記熱処理型アルミニウム合金材を前記第1温度で熱処理することにより、前記第1熱処理後の前記熱処理型アルミニウム合金材の機械的強度が3000系のO材のアルミニウム合金材の機械的強度よりも高くなるとともに、前記第1熱処理後の前記熱処理型アルミニウム合金材の表面から100μmの深さ範囲において、前記熱処理型アルミニウム合金材の表面から深さ方向に進むにつれて亜鉛濃度が低くなるような濃度勾配を有する亜鉛拡散層が形成される、請求項1に記載の熱交換器の製造方法。
【請求項3】
前記熱処理型アルミニウム合金材は、6000系のアルミニウム合金材により形成され、
前記第1温度は、460℃以上である、請求項2に記載の熱交換器の製造方法。
【請求項4】
前記第1温度は、460℃以上500℃以下である、請求項3に記載の熱交換器の製造方法。
【請求項5】
前記第1熱処理を行う工程において、前記亜鉛層を形成した前記熱処理型アルミニウム合金材を前記第1温度で熱処理することにより、前記亜鉛拡散層の前記濃度勾配における前記亜鉛の濃度範囲の上限値が0.5%以上となるように、前記亜鉛層に含まれる前記亜鉛を拡散させる、請求項2に記載の熱交換器の製造方法。
【請求項6】
前記亜鉛層を形成する工程において、前記熱処理型アルミニウム合金材を亜鉛溶液に浸潤させることにより、前記亜鉛層を形成する、請求項1に記載の熱交換器の製造方法。
【請求項7】
前記熱処理型アルミニウム合金材を冷却する工程の後に、前記第1温度よりも低い第2温度で前記熱処理型アルミニウム合金材を熱処理する第2熱処理により、人工時効を行う工程をさらに備える、請求項1に記載の熱交換器の製造方法。
【請求項8】
熱処理型アルミニウム合金材の表面に対して亜鉛層を形成する工程と、
前記亜鉛層を形成した前記熱処理型アルミニウム合金材を第1温度で熱処理することにより、前記亜鉛層に含まれる亜鉛を前記熱処理型アルミニウム合金材に拡散させるとともに、前記熱処理型アルミニウム合金材を溶体化させる第1熱処理を行う工程と、
前記第1熱処理後の前記熱処理型アルミニウム合金材を冷却する工程と、を備える、アルミニウム部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、熱交換器の製造方法およびアルミニウム部品の製造方法に関し、特に、アルミニウム合金材の表面に亜鉛の拡散層を形成する熱交換器の製造方法およびアルミニウム部品の製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、アルミニウム合金材の表面に亜鉛の拡散層を形成する熱交換器の製造方法およびアルミニウム部品の製造方法が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、耐食性を向上させるために、アルミニウム合金材の表面に金属亜鉛層を形成し、加熱することにより、アルミニウム合金材の表面に亜鉛の拡散層を形成する耐食性アルミニウム合金材の製造方法が開示されている。上記特許文献1に開示されている構成では、3000系のアルミニウム合金材の表面に対して、亜鉛の拡散層を形成している。
【先行技術文献】
【特許文献】
【0004】
特開昭43-22166号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上記特許文献1には開示されていないが、アルミニウム合金材は、熱交換器を構成する部品として用いられる。たとえば、熱交換器を航空機に用いる場合、航空機に用いない熱交換器と比較して、高い機械的強度が要求される。そのため、アルミニウム合金材についても、高い機械的強度が要求される。しかしながら、上記特許文献1に開示されている3000系のアルミニウム合金材は、熱処理によって機械的強度を向上させることができない、いわゆる、非熱処理型のアルミニウム合金材である。3000系のアルミニウム合金材も、要求される機械的強度によっては、航空機用の熱交換器の材料として用いられる。一方、6000系などの熱処理型アルミニウム合金材であれば、3000系のアルミニウム合金材により構成される熱交換器よりも、より高い機械的強度が要求される熱交換器の材料として使用できる。しかしながら、熱処理型アルミニウム合金材に対して、上記特許文献1に開示されている製造方法を用いて亜鉛拡散層を形成して熱交換器を製造する場合、熱処理型アルミニウム合金材が焼鈍されてしまう。そのため、高い機械的強度を有するアルミニウム材を得ることが困難であるという不都合がある。したがって、耐食性を向上させるために亜鉛拡散層を形成しつつ、高い機械的強度を有する熱処理型アルミニウム合金材によって構成される熱交換器を製造する技術が望まれている。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、耐食性を向上させるために亜鉛拡散層を形成しつつ、高い機械的強度を有する熱処理型アルミニウム合金材によって構成される熱交換器を製造することが可能な熱交換器の製造方法およびアルミニウム部品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本願発明者が種々の実験を行い鋭意検討した結果、所定の第1温度によって熱処理を行うことにより、熱処理型アルミニウム合金材の表面に対して亜鉛拡散層を形成すること、および、熱処理型アルミニウム合金材の溶体化を、並行して行うことが可能であるという点を見出した。このような知見に基づき、この発明の第1の局面による熱交換器の製造方法は、熱交換器本体を構成する熱処理型アルミニウム合金材の表面に対して亜鉛層を形成する工程と、亜鉛層を形成した熱処理型アルミニウム合金材を第1温度で熱処理することにより、亜鉛層に含まれる亜鉛を熱処理型アルミニウム合金材に拡散させるとともに、熱処理型アルミニウム合金材を溶体化させる第1熱処理を行う工程と、第1熱処理後の熱処理型アルミニウム合金材を冷却する工程と、を備える。なお、熱処理型アルミニウム合金材の溶体化とは、熱処理型アルミニウム合金材含まれるアルミニウム以外の合金成分を、基材であるアルミニウムに溶かし込む処理である。
【0008】
この発明の第1の局面による熱交換器の製造方法は、上記のように、亜鉛層を形成した熱処理型アルミニウム合金材を第1温度で熱処理することにより、亜鉛層に含まれる亜鉛を熱処理型アルミニウム合金材に拡散させるとともに、熱処理型アルミニウム合金材を溶体化させる第1熱処理を行う工程を備える。これにより、耐食性を向上させるために亜鉛拡散層を形成しつつ、高い機械的強度を有する熱処理型アルミニウム合金材によって構成される熱交換器を製造することができる。なお、耐食性を向上させるために亜鉛拡散層を形成しつつ、高い機械的強度を有する熱処理型アルミニウム合金材によって構成される熱交換器を製造することができる点については、本願発明者による後述する実験において確認済みである。また、単一の熱処理により亜鉛の拡散処理と、熱処理型アルミニウム合金材の溶体化とを行うことが可能となるので、熱交換器の製造工程を簡略化することができる。なお、熱処理型アルミニウムの機械的強度とは、引張強度である。
【0009】
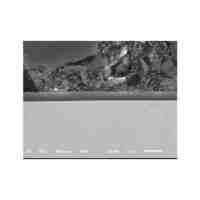
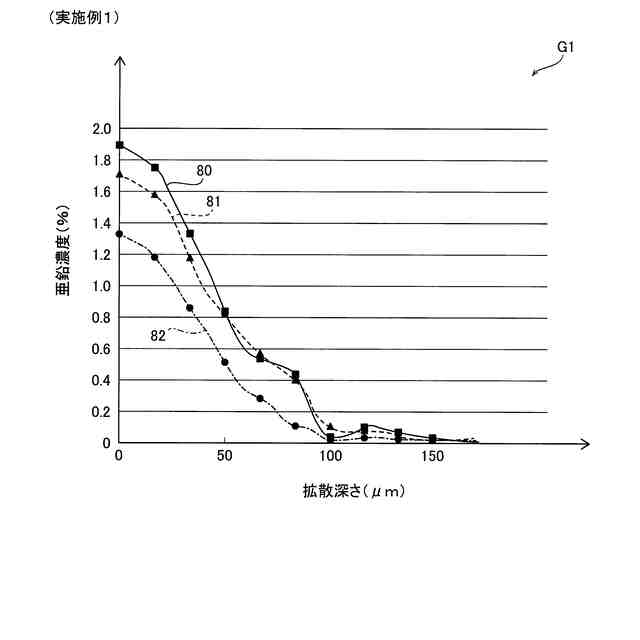
上記第1の局面による熱交換器の製造方法において、好ましくは、第1熱処理を行う工程において、亜鉛層を形成した熱処理型アルミニウム合金材を第1温度で熱処理することにより、第1熱処理後の熱処理型アルミニウム合金材の機械的強度が3000系のO材のアルミニウム合金材の機械的強度よりも高くなるとともに、第1熱処理後の熱処理型アルミニウム合金材の表面から100μmの深さ範囲において、熱処理型アルミニウム合金材の表面から深さ方向に進むにつれて亜鉛濃度が低くなるような濃度勾配を有する亜鉛拡散層が形成される。
【0010】
ここで、濃度勾配を有する亜鉛拡散層では、亜鉛の濃度が高い部分が、亜鉛濃度が低い部分よりも先に腐食する。したがって、表面の亜鉛濃度が最も高く、深さ方向(熱処理型アルミニウム合金材の中心に近づく方向)に進むにつれて亜鉛濃度が低くなるように亜鉛拡散層を形成することにより、亜鉛拡散層を形成した熱処理型アルミニウム合金材の表面付近で腐食が進行しやすくなる。この場合、亜鉛拡散層を形成した熱処理型アルミニウム合金材では、亜鉛濃度が徐々に低くなる熱処理型アルミニウム合金材の深さ方向ではなく、亜鉛濃度が高い熱処理型アルミニウム合金材の表面に沿う方向に腐食が進行する。そのため、熱処理型アルミニウム合金材において、局部的に孔状に腐食する孔食が生じることを抑制することができる。したがって、上記のように、第1温度で第1熱処理を行うことにより、熱処理型アルミニウム合金材の表面から100μmの深さ範囲において、熱処理型アルミニウム合金材の表面から深さ方向に進むにつれて亜鉛濃度が低くなるような濃度勾配を有する亜鉛拡散層が形成されるので、熱処理型アルミニウム合金材の耐食性を向上させることができる。また、第1温度で第1熱処理を行うことにより、3000系のO材のアルミニウム合金材の機械的強度よりも機械的強度が高くなる。これらの結果、耐食性を確保しつつ、3000系のO材のアルミニウム合金材の機械的強度よりも機械的強度が高い熱処理型アルミニウム合金材を取得することができる。なお、亜鉛の濃度は、亜鉛拡散層中に含まれる亜鉛の重量パーセント(wt%)により示している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フッ素樹脂塗装鋼板の保管方法
2か月前
株式会社カネカ
製膜装置
13日前
株式会社京都マテリアルズ
めっき部材
17日前
株式会社カネカ
製膜装置
13日前
株式会社KSマテリアル
防錆組成物
3か月前
株式会社三愛工業所
アルミニウム材
5か月前
エドワーズ株式会社
真空排気システム
6日前
日本化学産業株式会社
複合めっき皮膜
2か月前
台灣晶技股ふん有限公司
無電解めっき法
1か月前
東京エレクトロン株式会社
成膜方法
1か月前
日東電工株式会社
積層体の製造方法
4か月前
JFEスチール株式会社
鋼部品
2か月前
株式会社カネカ
気化装置及び製膜装置
7日前
東京エレクトロン株式会社
基板処理装置
4か月前
東京エレクトロン株式会社
基板処理装置
5か月前
信越半導体株式会社
真空蒸着方法
5か月前
住友重機械工業株式会社
成膜装置
4か月前
DOWAサーモテック株式会社
浸炭方法
5か月前
株式会社内村
防食具、防食具の設置方法
1か月前
住友重機械工業株式会社
成膜装置
3か月前
TOTO株式会社
構造部材
7日前
株式会社アルバック
マスクユニット
7日前
黒崎播磨株式会社
溶射装置
21日前
株式会社アルバック
基板ステージ装置
14日前
日本コーティングセンター株式会社
炭化ホウ素被膜
7日前
国立大学法人千葉大学
成膜装置及び成膜方法
1か月前
フジタ技研株式会社
被覆部材、及び、表面被覆金型
15日前
株式会社デンソー
接合体
27日前
黒崎播磨株式会社
溶射用ランス
4か月前
株式会社アルバック
成膜装置、および搬送方法
2か月前
ケニックス株式会社
蒸発源装置
1か月前
川崎重工業株式会社
水素遮蔽膜
2か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
1か月前
学校法人静岡理工科大学
放電被覆装置及び放電被覆方法
1か月前
株式会社アルバック
真空蒸着装置、真空蒸着方法
2か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ