TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149153
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049616
出願日
2024-03-26
発明の名称
トラフ乾燥方法、及び、トラフ乾燥装置
出願人
株式会社栗本鐵工所
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
13/10 20060101AFI20251001BHJP(鋳造;粉末冶金)
要約
【課題】遠心鋳造に係る部材の保護を図りつつ生産効率を高めること。
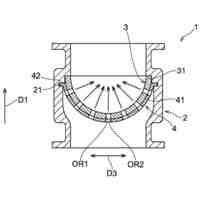
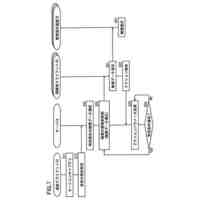
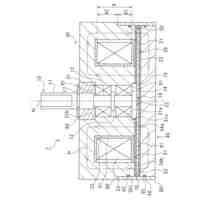
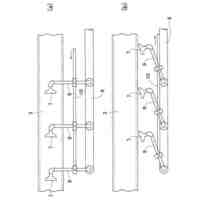
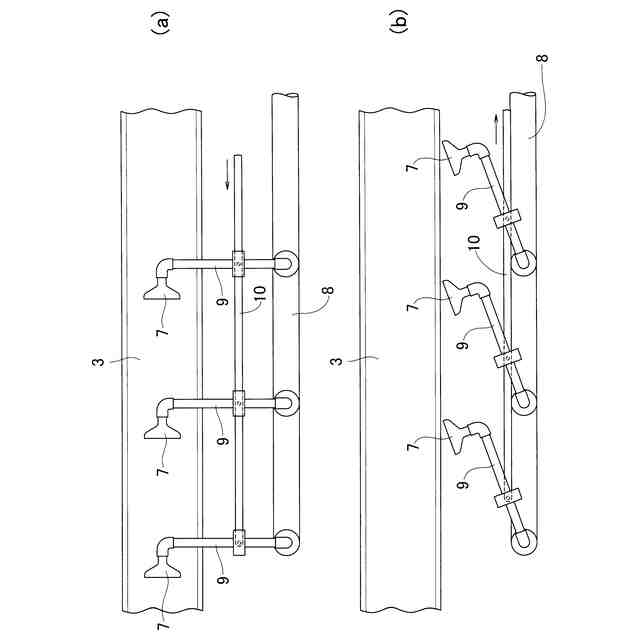
【解決手段】トラフ3にブラッキング液を流すブラッキング工程と、溶湯の注入方向に沿って設けられた複数のエアノズル7から上流側から下流側に向かって順に時間差をもってエアをブローしてブラッキング液を押し流してトラフ3の樋内を乾燥させる乾燥工程と、を有するトラフ乾燥方法、及び、トラフ3と、溶湯の注入方向に沿って設けられた複数のエアノズル7と、を備え、エアノズル7がトラフ3の樋内に臨み、エアのブローによってブラッキング液を前記注入方向の上流側から下流側に向かって押し流すことが可能な使用位置と、エアノズル7が、トラフ3の樋内から退避した退避位置との間で移動可能となっているトラフ乾燥装置を構成する。
【選択図】図3
特許請求の範囲
【請求項1】
金型内に溶湯を注入する樋状のトラフ(3)に遠心鋳造後にブラッキング液を流すブラッキング工程と、
前記溶湯の注入方向に沿って設けられた複数のエアノズル(7)から、前記注入方向の上流側から下流側に向かって順に時間差をもってエアをブローして、前記エアで前記トラフ(3)内の前記ブラッキング液を上流側から下流側に向かって押し流して前記トラフ(3)の樋内を乾燥させる乾燥工程と、
を有するトラフ乾燥方法。
続きを表示(約 600 文字)
【請求項2】
複数回の前記乾燥工程を行った後に前記金型内にコーティングを行うコーティング工程をさらに有する請求項1に記載のトラフ乾燥方法。
【請求項3】
金型内に溶湯を注入する樋状のトラフ(3)に遠心鋳造後にブラッキング液を流すブラッキング工程と、
エアノズル(7)からエアをブローして、前記エアで前記トラフ(3)内の前記ブラッキング液を押し流して前記トラフ(3)を乾燥させる乾燥工程と、
複数回の前記乾燥工程を行った後に前記金型内にコーティングを行うコーティング工程と、
を有するトラフ乾燥方法。
【請求項4】
遠心鋳造機の金型内に溶湯を注入する樋状のトラフ(3)と、
前記溶湯の注入方向に沿って設けられた複数のエアノズル(7)と、
を備え、前記エアノズル(7)が前記トラフ(3)の樋内に臨み、前記エアノズル(7)からのエアのブローによってブラッキング液を前記注入方向の上流側から下流側に向かって押し流すことが可能な使用位置と、前記エアノズル(7)が前記トラフ(3)の樋内から退避した退避位置との間で切り替え可能となっているトラフ乾燥装置。
【請求項5】
前記複数のエアノズル(7)から、前記注入方向の上流側から下流側に向かって順に時間差をもってエアをブローするように構成された請求項4に記載のトラフ乾燥装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、遠心鋳造において用いられるトラフのトラフ乾燥方法、及び、トラフ乾燥装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
水道管等の管路には、鋳鉄管が広く採用されている。鋳鉄管は、内外径が一定の円筒形の直部と、直部の一端側に形成され内外径が直部よりも大きい受口と、直部の他端側に形成され内径が直部と等しい挿し口とから構成されているものが多い。鋳鉄管は、主に金型を用いた遠心鋳造法によって製造される。遠心鋳造法には、例えば下記特許文献1に示すドライ鋳造法や、下記特許文献2に示すウェット鋳造法などがある。これらの鋳造法は、金型へのコーティングの方法が異なっている。
【0003】
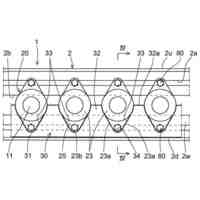
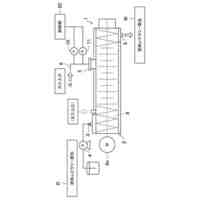
一般的なドライ鋳造法の一連の流れを図4(a)~(g)に示す。ドライ鋳造法においては、トラフ移動台20に載置された2本のトラフ(以下、一方のトラフを第一トラフ21a、他方のトラフを第二トラフ21bと称する。)を交互に鋳造に用いる。まず、図4(a)に示すように、一端側にコアセッタ22(受口を形成するための中子)が設けられた金型(図示せず)を鋳造台車23に載置し、鋳造台車23を前進端まで移動(本図中において下向きに移動)させて第一トラフ21aを金型内に挿入する。そして、金型を軸周りに回転させながら第一トラフ21aから金型内に溶湯を注入しつつ、図4(b)に示すように鋳造台車23を後退(本図中において上向きに移動)させる。
【0004】
鋳造台車23が後退端まで移動したら、図4(c)に示すようにトラフ移動台20を移動させて、第二トラフ21bと金型の軸を一致させる。そして、第一トラフ21aに残留したジャミ等の異物を除去するとともに、第一トラフ21aにブラッキング液を流してその表面の保護と冷却を行う。さらに、図4(d)(e)に示すように、コアセッタ22を金型から取り外した上で引き抜き機24を鋳造台車23に接近させて、この引き抜き機24で鋳鉄管25の受口をクランプする。そして、図4(f)に示すように、鋳造台車23を前進端まで移動させることによって、鋳鉄管25を金型から引き抜く。このとき、金型内に第二トラフ21bが挿入された状態となっている。鋳鉄管25の引き抜きが完了したら、図4(g)に示すように引き抜き機24による鋳鉄管25のクランプを解除して、この引き抜き機24を後退端まで移動させる。その後、第二トラフ21b側で新たに鋳造を行う。
【0005】
図4(a)~(g)に示した一連の工程においては、第一トラフ21a側と第二トラフ21b側で交互に鋳造を行うため、各トラフ21a、21bにブラッキング液を流した後に乾燥のための十分な時間が確保される。このため、この乾燥は自然乾燥とすることができる。
【0006】
ドライ鋳造法は、特に小口径(Φ50~250)の鋳鉄管の製造に広く採用されている鋳造法であり、金型に溶湯を注入する樋状のトラフの先端近傍から例えばシリコン等を含むドライパウダ(接種剤)を放出することによって金型のコーティングを行っている。ドライ鋳造法は、2本のトラフを交互に用いて鋳造をすることができるため生産性に優れる。その一方で、ドライパウダによるコーティングは耐久性が低いため、長時間の鋳造によって金型の割れ等が生じやすく、金型の寿命が短くなる傾向がある。
【0007】
ウェット鋳造法は、鋳造が終了するごとに金型のコーティング(ウェットコーティング)を液状のスラリ液を用いて行っている。このため、スラリ液を噴射するためのランスが必要となり鋳造を行うためのトラフは1本しか設けることができなくなるとともに、スラリ液によるコーティング作業は乾燥等に時間を要するため生産性が低下する。その一方で、強固なコーティング膜が形成されるため、金型の割れ等が生じにくく、金型が長寿命化するメリットがある。
【先行技術文献】
【特許文献】
【0008】
特開2001-293546号公報
特開昭58-84653号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ドライ鋳造法の高い生産性とウェット鋳造法の金型の長寿命化の両立を図ることができる鋳造法として、セミドライ鋳造法がある。セミドライ鋳造法では、ウェット鋳造法と同じ設備を用いた上で、5~7本の鋳造を行った後にウェットコーティングを実施する。
【0010】
セミドライ鋳造法は、ウェット鋳造法と同じ設備、すなわち、トラフが1本しか設けられていない鋳造機を用いるため、ドライ鋳造と同じ生産性を得るには、トラフ1本当たりの鋳造ピッチを2倍にする必要がある。そのためには、鋳造の終了時におけるトラフの冷却を促進するためにドライ鋳造法と比較してより多くのブラッキング液を流す必要があるが、それによりトラフの乾燥時間が延びる問題が生じる。トラフの乾燥が不十分な状態で溶湯を流すと金型内でトラフに反りが生じて安定した鋳造を行なえなくなるとともに、トラフ塗型剥がれによる異物の噛み込み不良等の問題が生じるおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社栗本鐵工所
触覚提示装置
1か月前
株式会社栗本鐵工所
外面防食鉄管
28日前
株式会社栗本鐵工所
オリフィス弁
1か月前
株式会社栗本鐵工所
触覚提示システム
29日前
株式会社栗本鐵工所
ローラスクリーン
24日前
株式会社栗本鐵工所
触覚提示システム
1か月前
株式会社栗本鐵工所
磁気粘性流体装置
1か月前
株式会社栗本鐵工所
触覚提示システム
1か月前
株式会社栗本鐵工所
触覚提示システム
29日前
株式会社栗本鐵工所
触覚提示システム
29日前
株式会社栗本鐵工所
触覚提示システム
29日前
株式会社栗本鐵工所
管継手構造及び支柱
1か月前
株式会社栗本鐵工所
弁箱構造および管体構造
1か月前
株式会社栗本鐵工所
ハウジング管の製造方法
29日前
株式会社栗本鐵工所
操作装置及び操作受付方法
28日前
株式会社栗本鐵工所
磁気粘性流体装置の生産方法
28日前
株式会社栗本鐵工所
接続構造および磁気粘性流体装置
28日前
株式会社栗本鐵工所
外面防食鉄管およびその製造方法
28日前
株式会社栗本鐵工所
触覚提示可能な入力装置の制御方法
1か月前
株式会社栗本鐵工所
破砕制御システムおよびプログラム
29日前
株式会社栗本鐵工所
溶湯量予測システムおよびプログラム
1か月前
株式会社栗本鐵工所
トラフ乾燥方法、及び、トラフ乾燥装置
1か月前
株式会社栗本鐵工所
処理装置及び処理装置内の充満率算定方法
14日前
株式会社栗本鐵工所
管の接続構造、接続用金属管、接続方法及び排水管
8日前
株式会社栗本鐵工所
破砕制御システム、摩耗量予測装置およびプログラム
1か月前
株式会社栗本鐵工所
情報処理装置、触覚提示方法及びコンピュータプログラム
29日前
株式会社栗本鐵工所
遠隔検査装置、遠隔検査方法及びコンピュータプログラム
1か月前
株式会社栗本鐵工所
情報処理装置、触覚提示方法及びコンピュータプログラム
28日前
株式会社栗本鐵工所
情報処理システム、情報処理方法、及び情報処理プログラム
28日前
株式会社栗本鐵工所
情報処理システム、情報処理方法、及び情報処理プログラム
29日前
株式会社栗本鐵工所
情報処理システム、情報処理方法、情報処理装置及びコンピュータプログラム
1か月前
八千代エンジニヤリング株式会社
水切り装置、その設置方法、およびその設置方法に使用される位置決め治具とフック
1か月前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ