TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025147229
公報種別
公開特許公報(A)
公開日
2025-10-06
出願番号
2025132682,2022061284
出願日
2025-08-07,2022-03-31
発明の名称
研磨装置及び研磨方法、並びに機械部品
出願人
日本発條株式会社
代理人
弁理士法人高橋・林アンドパートナーズ
主分類
B24B
19/02 20060101AFI20250926BHJP(研削;研磨)
要約
【課題】研磨加工に要する時間を短縮化し、シール面の品質を安定化させることができる研磨装置、及び研磨方法を提供することを目的の一つとし、さらにシール面の品質を安定化された機械部品を提供することを目的の一つとする。
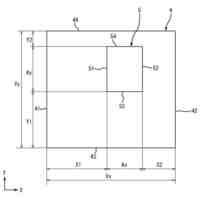
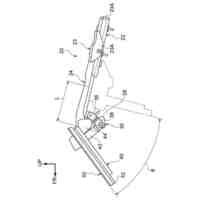
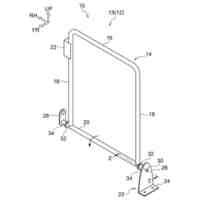
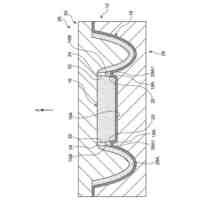
【解決手段】一実施形態に係る研磨装置は、研磨具を支持する支持部と、研磨対称物を保持するステージと、前記支持部と前記ステージとを研磨面の形状に沿って相対的に移動させる第1駆動部と、前記第1駆動部と同期して、前記研磨具に取り付けられた研磨部材の一端が、移動方向を向くように前記支持部を回転させる第2駆動部と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
硬質アルマイト表面を研磨する研磨装置であって、
第1の押圧強度で前記硬質アルマイト表面における研磨面を研磨する第1の研磨工程に用いられる第1研磨部材と、
前記第1の研磨工程の後に、前記第1の押圧強度より大きい第2の押圧強度で前記研磨面を研磨する第2の研磨工程に用いられる第2研磨部材と、
を有する研磨装置。
続きを表示(約 1,100 文字)
【請求項2】
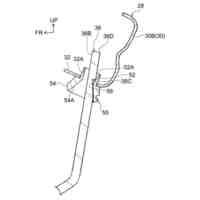
前記第1研磨部材または前記第2研磨部材を保持する軸状の治具をさらに含み、
前記治具は、収納部と、前記収納部に収納されたコイルスプリングと、前記コイルスプリングを圧縮するように収納部に挿入されて、前記第1研磨部材または前記第2研磨部材を着脱可能に保持する研磨部材保持部と、を含み、
前記第1の研磨工程において、前記コイルスプリングは、第1のばね係数を有する第1ばねであり、
前記第2の研磨工程において、前記コイルスプリングは、前記第1のばね係数よりも大きい第2のばね係数を有する第2ばねである、請求項1に記載の研磨装置。
【請求項3】
前記第1のばね係数は、1N/mm以上、5N/mm以下であり、
前記第2のばね係数は、1N/mm超、10N/mm以下である、請求項2に記載の研磨装置。
【請求項4】
前記第1研磨部材はブラシであり、前記第2研磨部材はスポンジである、請求項1乃至3のいずれか一項に記載の研磨装置。
【請求項5】
硬質アルマイト上の研磨面を研磨する研磨方法であって、
第1研磨部材によって、第1の押圧強度で前記研磨面を研磨する第1の研磨工程と、
前記第1の研磨工程の後に、前記第1研磨部材とは異なる第2研磨部材によって、第2の押圧強度で前記研磨面を研磨する第2の研磨工程と、を含み、
前記第2の押圧強度は、前記第1の押圧強度より大きい、硬質アルマイト表面の研磨方法。
【請求項6】
前記第1研磨部材または前記第2研磨部材を軸状の治具で保持し、
前記第1の押圧強度と前記第2の押圧強度とを前記治具のばね係数で制御する、請求項5に記載の硬質アルマイト表面の研磨方法。
【請求項7】
前記第1の研磨工程における、前記ばね係数は、1N/mm以上、5N/mm以下であり、
前記第2の研磨工程における、前記ばね係数は、1N/mm超、10N/mm以下である、請求項6に記載の硬質アルマイト表面の研磨方法。
【請求項8】
前記第2の研磨工程は、
前記第2研磨部材を前記研磨面に押圧し、前記第2研磨部材と前記研磨面とを相対的に移動させること、および
前記移動の開始から終了に至る間において、前記第2研磨部材の一端が常に移動方向の最先端となるように、前記治具の軸を中心に回転させること、を含む、請求項6または7に記載の硬質アルマイト表面の研磨方法。
【請求項9】
前記第1研磨部材は、ブラシであり、
前記第2研磨部材は、スポンジである、請求項5に記載の硬質アルマイト表面の研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本開示の一実施形態は、研磨装置及び研磨方法、並びに機械部品に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
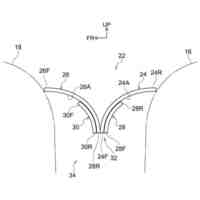
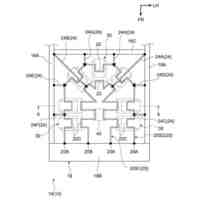
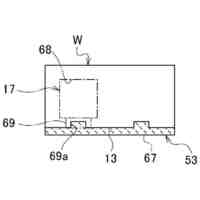
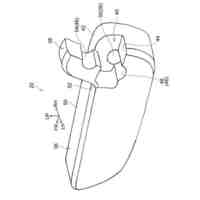
半導体装置、表示装置用の表示パネルなどの様々な電子部品の製造工程において、真空中での処理が行われる。このような真空中での処理で使用される真空容器を構成する部品同士が接触する部分には、容器内部の密封性を確保するために、接触する部品の一方、又は両方に溝が設けられ、該溝にOリングなどのシール部材が設置される。特許文献1には、ワークをヘールバイト形切削工具を用いて切削する切削加工方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平06-126520号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
シール部材に設けられる溝は、通常、エンドミル等の回転式切削工具などを用いて、シール面を切削加工することにより形成される。所望の形状の溝を切削した後のシール面には、凹凸や切削屑が僅かに残ることがあり、これらを取り除くために研磨加工が必要である。シール面の研磨加工は、作業員により手作業で行われることが多いが、研磨完了までに長時間を要し、作業員の経験や技量に応じて、研磨面の表面粗さに差が生じ、シール面の品質が安定化しないという問題があった。
【0005】
本開示の一実施形態は、上記問題に鑑み、研磨加工に要する時間を短縮化し、シール面の品質を安定化させることができる研磨装置、及び研磨方法を提供することを目的の一つとする。
【0006】
また、本開示の一実施形態は、シール面の品質を安定化された機械部品を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
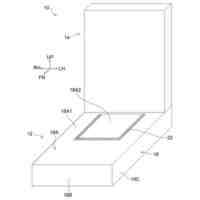
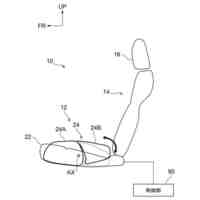
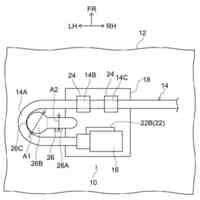
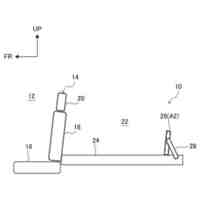
本開示の一実施形態による研磨装置は、研磨具を支持する支持部と、研磨対称物を保持するステージと、前記支持部と前記ステージとを研磨面の形状に沿って相対的に移動させる第1駆動部と、前記第1駆動部と同期して、前記研磨具に取り付けられた研磨部材の一端が、移動方向を向くように前記支持部を回転させる第2駆動部と、を有する。
【0008】
本開示の一実施形態による研磨方法は、硬質アルマイト上の研磨面を研磨する研磨方法であって、第1研磨部材により、第1の押圧強度で前記研磨面を研磨する第1の段階と、前記第1の段階の後に、第2研磨部材により、第2の押圧強度で前記研磨面を研磨する第2の段階と、を有し、前記第1の押圧強度は、前記第2の押圧強度より低い、硬質アルマイト表面の研磨方法である。
【0009】
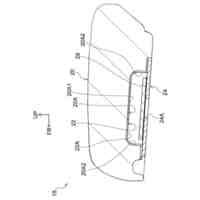
本開示の一実施形態による機械部品は、硬質アルマイト表面を有し、前記硬質アルマイト表面の一部に研磨面を有し、前記研磨面のうねりは0.2μm以下であり、且つ前記研磨面の表面粗さは、0.4μm以下である。
【発明の効果】
【0010】
本開示の一実施形態によると、研磨工程を機械で自動化することにより、研磨加工に要する時間を短縮化し、シール面の品質を安定化させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本発條株式会社
積層体
18日前
日本発條株式会社
積層体
18日前
日本発條株式会社
記録装置
9日前
日本発條株式会社
支持構造物
8日前
日本発條株式会社
支持構造物
8日前
日本発條株式会社
ヒータ装置
18日前
日本発條株式会社
放熱構造体
29日前
日本発條株式会社
車両用シート
28日前
日本発條株式会社
車両用シート
28日前
日本発條株式会社
車両用シート
14日前
日本発條株式会社
車両用シート
14日前
日本発條株式会社
車両用シート
28日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
8日前
日本発條株式会社
車両用シート
8日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
8日前
日本発條株式会社
クリップ部材
22日前
日本発條株式会社
車両用支持装置
18日前
日本発條株式会社
車両用立寝装置
8日前
日本発條株式会社
車両用リアシート
16日前
日本発條株式会社
車両用リアシート
18日前
日本発條株式会社
車両用リアシート
18日前
日本発條株式会社
車両用シート装置
8日前
日本発條株式会社
シート用操作装置
14日前
日本発條株式会社
車両用シート装置
8日前
日本発條株式会社
コンタクトプローブ
8日前
日本発條株式会社
コンタクトプローブ
8日前
日本発條株式会社
インサート成形部品
22日前
日本発條株式会社
接合体および接合方法
18日前
日本発條株式会社
車両用ハンモック装置
16日前
日本発條株式会社
シートカバーの固定方法
8日前
日本発條株式会社
ハーネス固定位置の識別構造
3日前
日本発條株式会社
固定子鉄心片の打ち抜き方法
22日前
日本発條株式会社
アームレスト及び車両用シート
18日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ