TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144213
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043883
出願日
2024-03-19
発明の名称
モータの回転制御方法、回転制御システム、および該システムの製造方法
出願人
NTN株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H02P
6/16 20160101AFI20250925BHJP(電力の発電,変換,配電)
要約
【課題】モータの制御における計算量を減らし、安価なマイコンが使用可能となるような軽負荷の回転制御システムを提供する。
【解決手段】 ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、前記ロータの回転角を検出する回転角センサ、および前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムであって、前記回転角センサは、前記ロータに対して所定の機械的位置で取り付けられている、モータの回転制御システム。
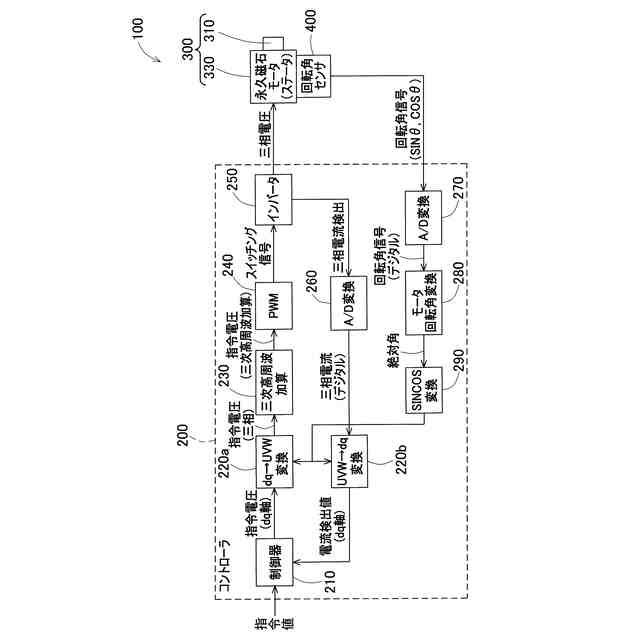
【選択図】図3
特許請求の範囲
【請求項1】
ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、
前記ロータの回転角を検出する回転角センサ、および
前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムにおけるモータの回転制御方法であって、
前記回転角センサを、前記ロータに対して所定の機械的位置で取り付ける取付工程と、
前記回転角センサが正弦信号および余弦信号を出力する出力工程と、を含み、
前記出力工程の前に前記取付工程を実行する、
モータの回転制御方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載のモータの回転制御方法であって、
前記コントローラは、
前記出力工程において前記回転角センサが出力した、前記正弦信号および前記余弦信号を取得する取得工程と、
前記取得工程で取得した両信号をアナログデジタル変換する変換工程と、
前記変換工程で変換された両信号のデジタル値において、各々、振幅補正およびオフセット補正のうちの少なくとも一方の補正を実行するデジタル値補正工程と、
を含む、モータの回転制御方法。
【請求項3】
ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、
前記ロータの回転角を検出する回転角センサ、および
前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムであって、
前記回転角センサは、前記ロータに対して所定の機械的位置で取り付けられている、
モータの回転制御システム。
【請求項4】
請求項3に記載のモータの回転制御システムであって、
前記コントローラは、
前記回転角センサが出力した、前記正弦信号および前記余弦信号を取得して、両信号をアナログデジタル変換するA/D変換部と、
この変換された両信号のデジタル値において、各々、振幅補正およびオフセット補正のうちの少なくとも一方の補正を実行するデジタル値補正部と、を備えた、
モータの回転制御システム。
【請求項5】
ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、
前記ロータの回転角を検出する回転角センサ、および
前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムの製造方法であって、
前記回転角センサを、前記ロータに対して所定の機械的位置で取り付ける取付工程を含み、
前記回転角センサが正弦信号および余弦信号を出力する出力工程の前に前記取付工程を実行する、
モータの回転制御システムの製造方法。
【請求項6】
請求項5に記載のモータの回転制御システムの製造方法であって、
前記コントローラは、
前記出力工程において前記回転角センサが出力した、前記正弦信号および前記余弦信号を取得する取得工程と、
前記取得工程で取得した両信号をアナログデジタル変換する変換工程と、
前記変換工程で変換された両信号のデジタル値において、各々、振幅補正およびオフセット補正のうちの少なくとも一方の補正を実行するデジタル値補正工程と、
を含む、モータの回転制御システムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータの回転制御方法、回転制御システム、および該システムの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
モータの制御において、モーターロータのような回転シャフトの回転角に基づいてモータの駆動電流を制御することが行われてきている。そこで、モータの回転角(正弦信号、余弦信号)を出力する回転角センサ(以下、SinCosセンサとも呼ぶ)が使用される。モータのロータの回転角に基づいてモータの駆動電流を制御する場合、回転角をできるだけ精度良く測定することが好ましい。しかしながら、測定に用いられるセンサによっては、回転角の測定値に誤差が含まれることがある。こうした場合には、例えば別途測定した既知の回転角に基づいて較正することで除去できるが、回転角を別途測定するための外部の測定手段が必要となる。
【先行技術文献】
【特許文献】
【0003】
特開2021-191135号公報
特許第4606033号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
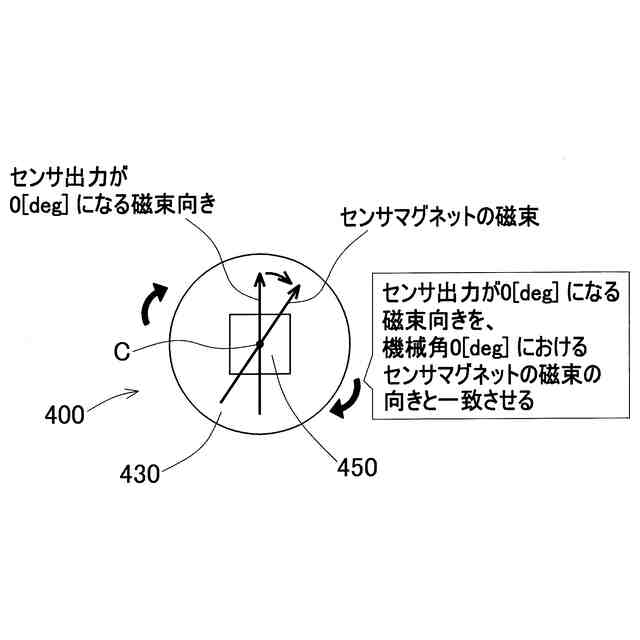
加えて、精度向上面において、上記誤差除去の必要性と同様に以下のような補正の必要性も生じる。例えばSinCosセンサを使用したモータのベクトル制御の場合、機械的なロータの位置(角度)を示す絶対的な角度(以下、単に絶対角とも呼ぶ)が必要である一方で、センサが出力するモータ回転角の値は、絶対角ではなく、センサが取り付けられている位置(角度)からの相対的な角度(以下、単に相対角とも呼ぶ)である。そのため、ソフトウェア上で、センサ出力が示すモータ回転角(相対角)と実際のモータ回転角(絶対角)のずれの補正(以下、0点補正とも呼ぶ)が必要である。この補正の演算では、角度計算の計算量が多くなるため、例えば32ビットCPUのような高価なマイコンを使用する必要が生じる。
【0005】
特許文献1に記載のモータ回転角の0点補正を行うモータ制御方法では、SinCosセンサから入力された波形をA/D(アナログ/デジタル)変換して回転角を算出した後に、ソフトウェアによって0点補正することで、モータ回転角の絶対角を取得し、モータの制御に使用している。また、特許文献2では、ハードウェア上に補正部を設けて回転角センサデータを0点補正する方法が提示されている。ここでは、補正部において、補正指令信号を入力している時は、d-q変換後のd,q軸上の電流Id,Iqをゼロにして、d,q軸上の電圧Vd,Vqを検出する。この一方で、ソフトウェアでVd,Vqの比に対してarctanをとることで、ずれ角度を算出し、0点補正を行っている。
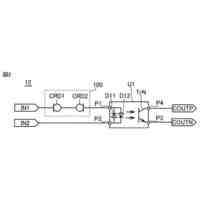
【0006】
従来技術では、例えば図1に示すようなフローにおいて、d-q変換または逆d-q変換の前に、上記のようにソフトウェアによって相対角の算出を行ったり、arctan等を演算するため、高度な演算を必要とし演算量が増加する。よって、マイコンに求められる性能が高く、ハードウェアのコストが増加してしまう。例えば、上記従来技術では、計算量を減らし、16ビットCPUなどの安価なマイコンが使用可能となるような軽負荷の制御方法の提示がなされていない。
【0007】
そこで、本発明の目的は、上記の従来技術の課題を解決すべく、モータの制御における計算量を減らし、安価なマイコンが使用可能となるような軽負荷のモータの回転制御方法、回転制御システム、および該システムの製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明に係るモータの回転制御方法は、
ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、
前記ロータの回転角を検出する回転角センサ、および
前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムにおけるモータの回転制御方法であって、
前記回転角センサを、前記ロータに対して所定の機械的位置で取り付ける取付工程と、
前記回転角センサが正弦信号および余弦信号を出力する出力工程と、を含み、
前記出力工程の前に前記取付工程を実行する。
【0009】
本発明に係るモータの回転制御システムは、
ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、
前記ロータの回転角を検出する回転角センサ、および
前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムであって、
前記回転角センサは、前記ロータに対して所定の機械的位置で取り付けられている。
【0010】
本発明に係るモータの回転制御システムの製造方法は、
ステータと、回転軸を中心として前記ステータに対して回転するロータと、を有するモータ、
前記ロータの回転角を検出する回転角センサ、および
前記回転角センサで検出した前記回転角を使用して前記ロータの回転を制御するコントローラ、を備える前記モータの回転制御システムの製造方法であって、
前記回転角センサを、前記ロータに対して所定の機械的位置で取り付ける取付工程を含み、
前記回転角センサが正弦信号および余弦信号を出力する出力工程の前に前記取付工程を実行する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
NTN株式会社
基板
17日前
NTN株式会社
ハンド
12日前
NTN株式会社
玉軸受
18日前
NTN株式会社
玉軸受
25日前
NTN株式会社
玉軸受
4日前
NTN株式会社
作業装置
10日前
NTN株式会社
軸受装置
24日前
NTN株式会社
把持装置
12日前
NTN株式会社
軸受装置
4日前
NTN株式会社
焼結軸受
4日前
NTN株式会社
軸受装置
4日前
NTN株式会社
軸受装置
4日前
NTN株式会社
軸受装置
4日前
NTN株式会社
密封装置
10日前
NTN株式会社
把持装置
12日前
NTN株式会社
転がり軸受
12日前
NTN株式会社
転がり軸受
5日前
NTN株式会社
荷積込装置
5日前
NTN株式会社
転がり軸受
18日前
NTN株式会社
転がり軸受
4日前
NTN株式会社
回転伝達装置
5日前
NTN株式会社
回転伝達装置
5日前
NTN株式会社
シール付軸受
10日前
NTN株式会社
状態監視装置
11日前
NTN株式会社
回転伝達装置
10日前
NTN株式会社
基板取付構造
24日前
NTN株式会社
等速自在継手
24日前
NTN株式会社
保持器付きころ
14日前
NTN株式会社
モータユニット
14日前
NTN株式会社
車輪用軸受装置
10日前
NTN株式会社
円すいころ軸受
17日前
NTN株式会社
リンク作動装置
6日前
NTN株式会社
車輪用軸受装置
5日前
NTN株式会社
動力伝達シャフト
24日前
NTN株式会社
電動オイルポンプ
11日前
NTN株式会社
プランマブロック
24日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ