TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136938
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035878
出願日
2024-03-08
発明の名称
動力伝達シャフト
出願人
NTN株式会社
代理人
個人
,
個人
主分類
F16C
3/02 20060101AFI20250911BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
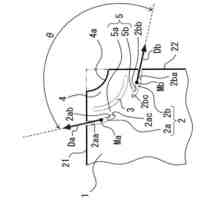
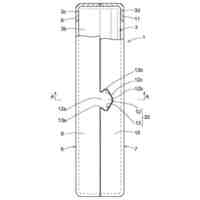
【課題】遅れ破壊の感受性が低く、曲げ矯正を適切に実施可能な中空状の動力伝達シャフト1を実現する。
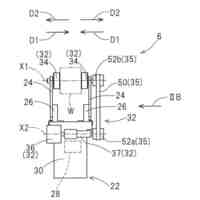
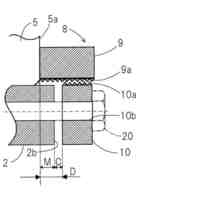
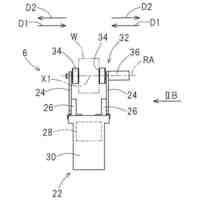
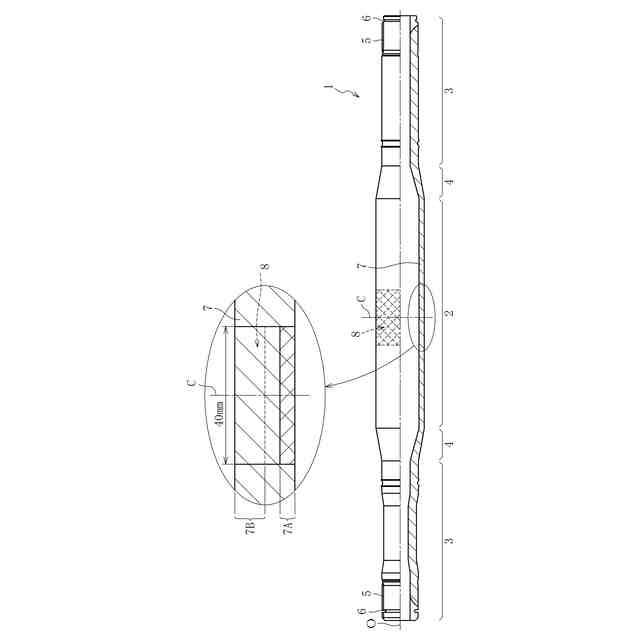
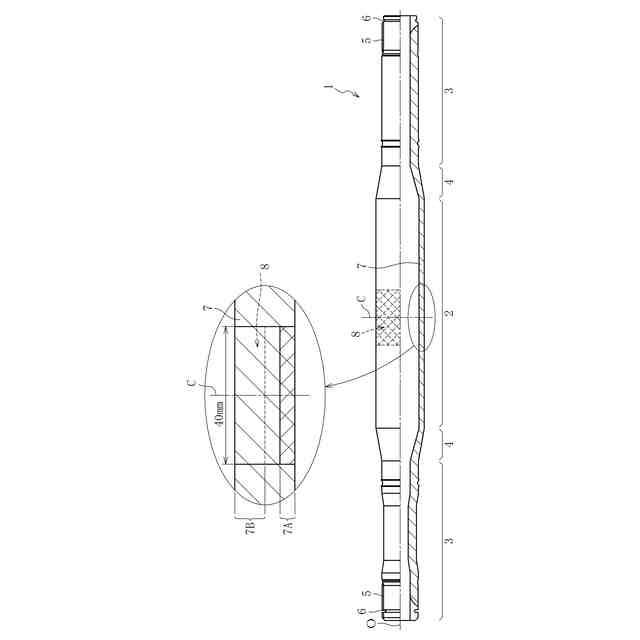
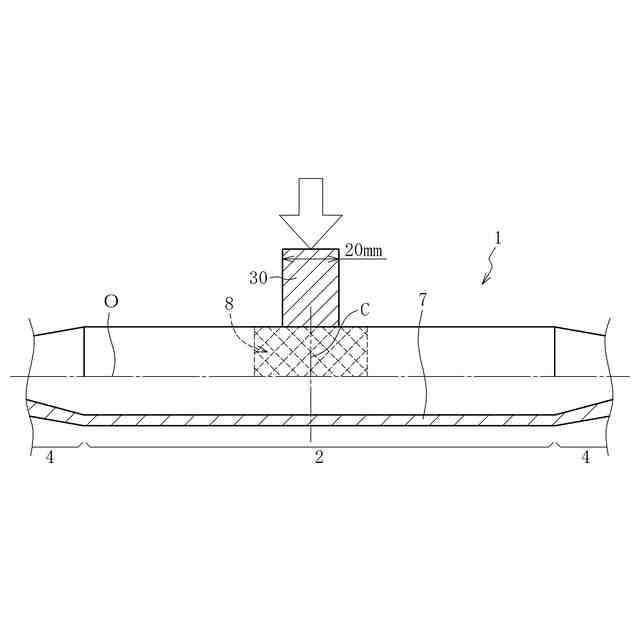
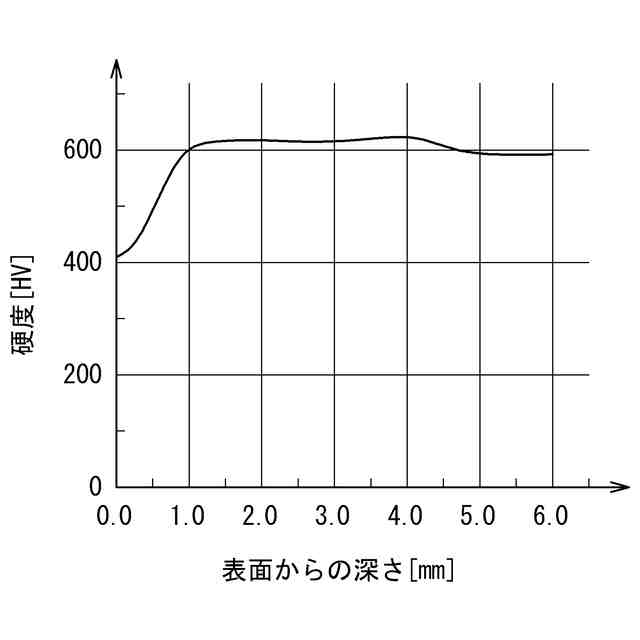
【解決手段】鋼管を基材とした中空状の動力伝達シャフト1であり、軸方向の中央領域に大径部2が設けられ、大径部2の軸方向両側にスプライン5が形成された小径部3を有する。大径部2の全域には焼入れにより形成された表面硬化層7が設けられており、当該硬化層7は、表面(外径面)からの深さ1.5mm以下の表層域にビッカース硬さ(HV)400以上500以下の低硬度層7Aが設けられた筒状の軟化部8を有する。
【選択図】図2
特許請求の範囲
【請求項1】
鋼管を基材とした中空状の動力伝達シャフトであって、
軸方向の中央領域に大径部を有すると共に前記大径部の軸方向両側に前記大径部よりも小径の小径部を有し、
前記小径部の外径面に動力伝達用の連結要素が形成され、
焼入れにより形成された表面硬化層が、少なくとも前記大径部の全域に設けられたものにおいて、
前記大径部の表面硬化層は、表面からの深さ1.5mm以下の表層域にビッカース硬さ(HV)400以上500以下の低硬度層が設けられた軟化部を有することを特徴とする動力伝達シャフト。
続きを表示(約 220 文字)
【請求項2】
前記軟化部は、少なくとも、前記大径部の軸方向中央部を基準として軸方向一方側及び他方側に20mmシフトした位置まで設けられている請求項1に記載の動力伝達シャフト。
【請求項3】
前記軟化部は、前記大径部の全域に設けられている請求項1に記載の動力伝達シャフト。
【請求項4】
前記大径部の外径面に、旋削加工により形成された旋削加工面が設けられている請求項1に記載の動力伝達シャフト。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車や各種産業機械の動力伝達装置の構成部材である動力伝達シャフトに関し、特に鋼管を基材とする中空状の動力伝達シャフトに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
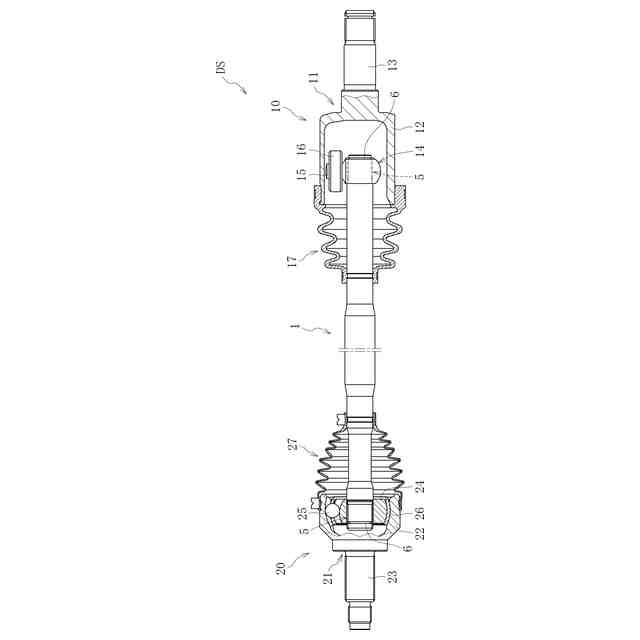
エンジンや電動モータなどの駆動源を車台上に搭載した自動車には、駆動源の出力を車輪に伝達するためにドライブシャフトやプロペラシャフトなどの動力伝達装置が搭載される。この種の動力伝達装置は、間隔を空けて配置された2つの等速自在継手と、これらをトルク伝達可能に連結する動力伝達シャフトとを備える。動力伝達シャフトは、棒鋼を基材とする中実タイプと、鋼管を基材とする中空タイプとに大別される。ドライブシャフト等においては、自動車の軽量化、操縦性向上及びNVH特性向上等といった機能面での必要性から中空タイプの動力伝達シャフト(以下、単に「中空シャフト」とも言う)が重用される傾向にある。
【0003】
中空シャフトは、例えば、
(1)基材としての鋼管に対してその軸方向両端部を縮径させる塑性加工を施すことにより、軸方向の中央領域に大径部を有すると共に大径部の軸方向両側に大径部よりも小径の小径部を有する一次中間品を得る一次加工工程、
(2)一次中間品に塑性加工や機械加工を施すことにより、上記小径部に動力伝達用の連結要素(例えばスプライン)等が形成された略完成品形状の二次中間品を得る二次加工工程、及び
(3)二次中間品に焼入れ等の熱処理を施す熱処理工程、などを経ることで得られる。
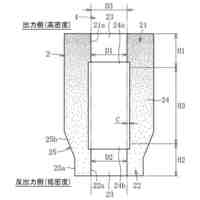
一次加工工程で実施される塑性加工としては、中心軸回りに回転している鋼管の外周面に縮径方向の打撃を加えるスウェージング加工や、鋼管をダイスに押し込む絞り加工などがあり、形成すべき形状等に応じて選択される。
【0004】
熱処理工程では、高い静的捩れ強度を具備した中空シャフトを実現すべく、通常、二次中間品のうち少なくとも大径部の表面全域に硬化層が形成される。静的捩れ強度を高めるには、上記硬化層の厚みを増加させる(焼入れ深さを深くする)のが有効であり、大径部の外径面から内径面に至る鋼管の厚み方向(径方向)の全域を熱処理による硬化層とする場合もある。熱処理工程での二次中間品の加熱は、炉加熱又は高周波誘導加熱により行われるのが一般的であるところ、近時においては高周波誘導加熱が重用されている。これは、エネルギー効率が高く炉加熱に比べて加熱時間を大幅に短縮できる、炉加熱に比べて格段にコンパクトな加熱装置で済む、などのメリットがあるためである。
【0005】
上記の一次加工工程で実施される各種塑性加工は、切削等の機械加工に比べて加工時間が短く材料ロスも低減できる、加工硬化による高強度化を実現できる、などのメリットがある反面、曲がりなどの形状不良が生じ易いというデメリットがある。曲がり不良は、例えば、熱処理後の二次中間品に矯正加工を施すことによって改善又は解消することができるが、機械構造用炭素鋼などの高強度材料で作製されるのが一般的な中空シャフトに再度の塑性加工となる矯正加工を施すと、応力集中による遅れ破壊が生じる可能性が高まる。遅れ破壊を防止するには、例えば、熱処理時に二次中間品の表層部に炭素量が規定値以下となった脱炭層を生成し、遅れ破壊に対する感受性を低下させる、という技術手段を採用できる(例えば特許文献2)。
【先行技術文献】
【特許文献】
【0006】
特開2007-75824号公報
特開昭62-267420号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、中空シャフトの表層部に脱炭層を存在させるには、熱処理に供される二次中間品を長時間高温状態に維持する必要がある。そのため、上記のように、二次中間品に熱処理を施す際の加熱方法として高周波誘導加熱を選択する場合には、脱炭層を生成することが極めて困難であるか、或いは脱炭層を生成することができない。
【0008】
また、二次中間品の表層部に脱炭層を生成することができたとしても、軽量化や表面仕上げ等を目的として、熱処理後の二次中間品の表層部を旋削等の機械加工で削り取るような場合には、脱炭層が併せて削り取られてしまうため、遅れ破壊を適切に防止することが難しくなる。
【0009】
係る実情に鑑み、本発明は、遅れ破壊の感受性が低く、曲げ矯正を適切に実施可能な中空状の動力伝達シャフトを実現し、もって形状不良等に起因する廃棄の低減に寄与することを目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するために創案された本発明は、
鋼管を基材とした中空状の動力伝達シャフトであって、
軸方向の中央領域に大径部を有すると共に大径部の軸方向両側に大径部よりも小径の小径部を有し、
小径部の外径面に動力伝達用の連結要素が形成され、
焼入れにより形成された表面硬化層が、少なくとも大径部の全域に設けられたものにおいて、
大径部の表面硬化層は、表面からの深さ1.5mm以下の表層域にビッカース硬さ(HV)400以上500以下の低硬度層が設けられた筒状の軟化部を有することを特徴とする。
なお、本発明で言う「ビッカース硬さ」は、「JIS Z2244-1:ビッカース硬さ試験」に規定された試験方法に従って測定した測定値であり、より詳細には、試験片に負荷した300gf(0.3N)の試験荷重を除荷した後、試験片表面に形成されたくぼみの対角線長さをマイクロビッカース硬度計で測定して求めた値である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
NTN株式会社
基板
18日前
NTN株式会社
玉軸受
5日前
NTN株式会社
玉軸受
19日前
NTN株式会社
ハンド
13日前
NTN株式会社
把持装置
13日前
NTN株式会社
軸受装置
25日前
NTN株式会社
把持装置
13日前
NTN株式会社
軸受装置
5日前
NTN株式会社
軸受装置
5日前
NTN株式会社
焼結軸受
5日前
NTN株式会社
軸受装置
5日前
NTN株式会社
軸受装置
5日前
NTN株式会社
作業装置
11日前
NTN株式会社
密封装置
11日前
NTN株式会社
転がり軸受
6日前
NTN株式会社
転がり軸受
19日前
NTN株式会社
転がり軸受
13日前
NTN株式会社
荷積込装置
6日前
NTN株式会社
転がり軸受
5日前
NTN株式会社
回転伝達装置
6日前
NTN株式会社
シール付軸受
11日前
NTN株式会社
状態監視装置
12日前
NTN株式会社
等速自在継手
25日前
NTN株式会社
回転伝達装置
11日前
NTN株式会社
回転伝達装置
6日前
NTN株式会社
基板取付構造
25日前
NTN株式会社
保持器付きころ
15日前
NTN株式会社
モータユニット
15日前
NTN株式会社
円すいころ軸受
18日前
NTN株式会社
車輪用軸受装置
11日前
NTN株式会社
車輪用軸受装置
6日前
NTN株式会社
リンク作動装置
7日前
NTN株式会社
軸受装置及び間座
6日前
NTN株式会社
電動オイルポンプ
12日前
NTN株式会社
プランマブロック
25日前
NTN株式会社
状態監視システム
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ