TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025141026
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024040740
出願日
2024-03-15
発明の名称
ポリプロピレン系樹脂押出発泡粒子、発泡成形体、及びポリプロピレン系樹脂押出発泡粒子の製造方法
出願人
株式会社カネカ
代理人
個人
,
個人
主分類
C08J
9/16 20060101AFI20250919BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】高い圧縮強度を有する発泡成形体が得られるポリプロピレン系樹脂押出発泡粒子、当該押出発泡粒子を用いて得られる発泡成形体、及び当該ポリプロピレン系樹脂押出発泡粒子の製造方法を提供する。
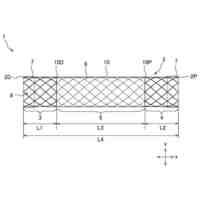
【解決手段】押出発泡法で得られるポリプロピレン系樹脂押出発泡粒子であって、前記発泡粒子が、1つの円柱側面と、2つのカット面とから形成された円柱状であり、前記円柱側面の長さ、前記カット面の長径、及び前記カット面の短径を測定したときの値を、それぞれ円柱側面の長さL、カット面の長径D1、及びカット面の短径D2と表記した場合に、円柱側面の長さLが8.0mm以下であり、かつ下記式(1)で表されるカット面比率が0.30以下である、ポリプロピレン系樹脂押出発泡粒子。
カット面比率=2つのカット面の表面積/(2つのカット面の表面積+円柱側面の表面積) (1)
【選択図】なし
特許請求の範囲
【請求項1】
押出発泡法で得られるポリプロピレン系樹脂押出発泡粒子であって、
前記発泡粒子が、基材樹脂として分岐構造を有するランダムポリプロピレン系樹脂(A)を含有し、
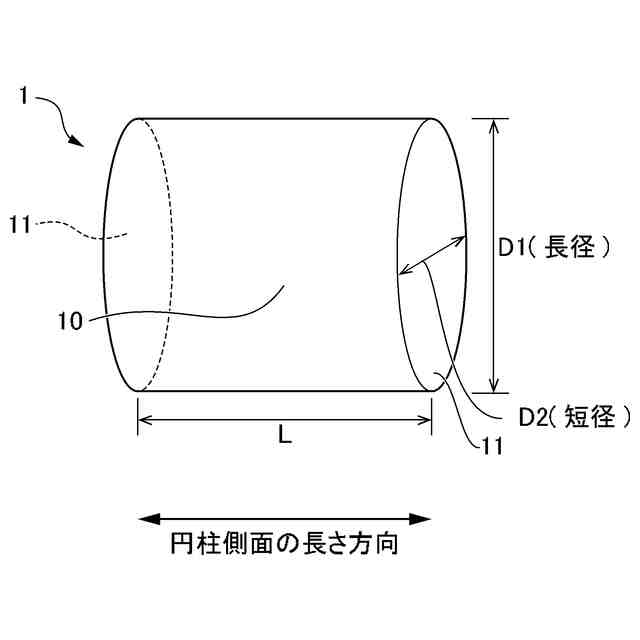
前記発泡粒子が、1つの円柱側面と、該円柱側面の長さ方向に対して垂直な切断面が略円形である2つのカット面とから形成された円柱状であり、
前記円柱側面の長さ、前記カット面の長径、及び前記カット面の短径を測定したときの値を、それぞれ円柱側面の長さL、カット面の長径D1、及びカット面の短径D2と表記した場合に、
前記円柱側面の長さLが8.0mm以下であり、かつ
下記式(1)で表されるカット面比率が0.30以下である、ポリプロピレン系樹脂押出発泡粒子。
カット面比率=2つのカット面の表面積/(2つのカット面の表面積+円柱側面の表面積) (1)
式(1)において、2つのカット面の表面積は下記式(2)で表され、円柱側面の表面積は下記式(3)で表される。
2つのカット面の表面積=(π×D1×D2)/2 (2)
円柱側面の表面積=(π×(D1+D2)×L)/2 (3)
続きを表示(約 410 文字)
【請求項2】
前記円柱側面の長さLが1.0mm以上8.0mm以下である、請求項1に記載のポリプロピレン系樹脂押出発泡粒子。
【請求項3】
請求項1又は2に記載のポリプロピレン系樹脂押出発泡粒子を成形してなる、ポリプロピレン系樹脂発泡成形体。
【請求項4】
ポリプロピレン系樹脂組成物を押出機に供給して溶融混練したのちに発泡剤を添加して、さらに溶融混練を行なって溶融混練物とすることと、該溶融混練物を冷却したのちにダイスからストランド状に押出発泡した樹脂をカットすることとを含む、ポリプロピレン系樹脂押出発泡粒子の製造方法であって、
前記ポリプロピレン系樹脂組成物が、分岐構造を有するランダムポリプロピレン系樹脂(A)を含有し、
前記ダイスのダイス径が1.0mm未満であり、カットされた前記樹脂の発泡倍率が40倍以下、ストランド長さが8.0mm以下である、製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリプロピレン系樹脂押出発泡粒子、発泡成形体、及びポリプロピレン系樹脂押出発泡粒子の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
ポリプロピレン系樹脂押出発泡粒子を用いて得られる発泡成形体は、主に自動車内装部材及び自動車バンパー用芯材の他、断熱材及び緩衝包装材等の様々な用途に用いられている。
【0003】
ポリプロピレン系樹脂押出発泡粒子の製造方法としては、分岐構造を有するポリプロピレン系樹脂を含む樹脂組成物に、発泡剤として無機ガスを添加し、得られた溶融混練物をダイスから押出して発泡させる押出発泡法が知られている(特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
国際公開第2022/163627号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された方法により製造されるポリプロピレン系樹脂発泡粒子は、その後の型内発泡成形において、発泡粒子内のセル膜が破れやすく、連続気泡率が高くなる(連泡化ともいう)ため、圧縮強度が低くなりやすいという問題がある。
【0006】
本発明は、上記課題に鑑みてなされたものであり、高い圧縮強度を有する発泡成形体が得られるポリプロピレン系樹脂押出発泡粒子、当該押出発泡粒子を用いて得られる発泡成形体、及び当該ポリプロピレン系樹脂押出発泡粒子の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、ダイスからストランド状に押出発泡した樹脂をカットして得られる円柱状のポリプロピレン系樹脂押出発泡粒子について、カット面の比率を小さくすることにより、上記の課題を解決できることを見出し、本発明を完成した。
【0008】
本開示の態様は、以下のポリプロピレン系樹脂押出発泡粒子、発泡成形体、及びポリプロピレン系樹脂押出発泡粒子の製造方法に関する。
【0009】
[1] 押出発泡法で得られるポリプロピレン系樹脂押出発泡粒子であって、
前記発泡粒子が、基材樹脂として分岐構造を有するランダムポリプロピレン系樹脂(A)を含有し、
前記発泡粒子が、1つの円柱側面と、該円柱側面の長さ方向に対して垂直な切断面が略円形である2つのカット面とから形成された円柱状であり、
前記円柱側面の長さ、前記カット面の長径、及び前記カット面の短径を測定したときの値を、それぞれ円柱側面の長さL、カット面の長径D1、及びカット面の短径D2と表記した場合に、
前記円柱側面の長さLが8.0mm以下であり、かつ
下記式(1)で表されるカット面比率が0.30以下である、ポリプロピレン系樹脂押出発泡粒子。
カット面比率=2つのカット面の表面積/(2つのカット面の表面積+円柱側面の表面積) (1)
式(1)において、2つのカット面の表面積は下記式(2)で表され、円柱側面の表面積は下記式(3)で表される。
2つのカット面の表面積=(π×D1×D2)/2 (2)
円柱側面の表面積=(π×(D1+D2)×L)/2 (3)
[2] 前記円柱側面の長さLが1.0mm以上8.0mm以下である、[1]に記載のポリプロピレン系樹脂押出発泡粒子。
[3] [1]又は[2]に記載のポリプロピレン系樹脂押出発泡粒子を成形してなる、ポリプロピレン系樹脂発泡成形体。
[4] ポリプロピレン系樹脂組成物を押出機に供給して溶融混練したのちに発泡剤を添加して、さらに溶融混練を行なって溶融混練物とすることと、該溶融混練物を冷却したのちにダイスからストランド状に押出発泡した樹脂をカットすることとを含む、ポリプロピレン系樹脂押出発泡粒子の製造方法であって、
前記ポリプロピレン系樹脂組成物が、分岐構造を有するランダムポリプロピレン系樹脂(A)を含有し、
前記ダイスのダイス径が1.0mm未満であり、カットされた前記樹脂の発泡倍率が40倍以下、ストランド長さが8.0mm以下である、製造方法。
【発明の効果】
【0010】
本発明によれば、高い圧縮強度を有する発泡成形体が得られるポリプロピレン系樹脂押出発泡粒子、当該押出発泡粒子を用いて得られる発泡成形体、及び当該ポリプロピレン系樹脂押出発泡粒子の製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社カネカ
抗菌剤
4日前
株式会社カネカ
電解装置
1か月前
株式会社カネカ
塗布装置
1日前
株式会社カネカ
積層装置
1日前
株式会社カネカ
二次電池
1か月前
株式会社カネカ
剃刀の持手
2か月前
株式会社カネカ
汎用かつら
12日前
株式会社カネカ
ヘルメット
21日前
株式会社カネカ
正極活物質
1日前
株式会社カネカ
生体内留置具
1か月前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
蓄冷材組成物
1か月前
株式会社カネカ
濃縮システム
1か月前
株式会社カネカ
樹脂チューブ
11日前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
光学フィルム
28日前
株式会社カネカ
製造システム
25日前
株式会社カネカ
硬化性組成物
11日前
株式会社カネカ
製造システム
28日前
株式会社カネカ
結晶化促進剤
2か月前
株式会社カネカ
保護キャップ
1か月前
株式会社カネカ
硬化性組成物
2か月前
株式会社カネカ
延長カテーテル
13日前
株式会社カネカ
顆粒の製造方法
1日前
株式会社カネカ
ブラッシング装置
13日前
株式会社カネカ
ブラッシング装置
13日前
株式会社カネカ
ブラッシング装置
13日前
株式会社カネカ
ブラッシング装置
13日前
株式会社カネカ
フィルム延伸装置
1日前
株式会社カネカ
樹脂粒子の製造方法
5日前
株式会社カネカ
バルーンカテーテル
2か月前
株式会社カネカ
太陽電池モジュール
2か月前
株式会社カネカ
太陽光発電システム
20日前
株式会社カネカ
太陽電池モジュール
2か月前
株式会社カネカ
固体撮像装置用基板
1か月前
株式会社カネカ
可撓性ガス拡散電極
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ