TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139040
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037757
出願日
2024-03-12
発明の名称
金属製品、および金属製品の製造方法
出願人
横浜ゴム株式会社
代理人
個人
主分類
B23K
1/18 20060101AFI20250918BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ろう付け姿勢の縦置き、横置きにかかわらず、ろう材による軸の外周面と孔の内周面とのろう付けによる接合を簡単に確実に行なう。
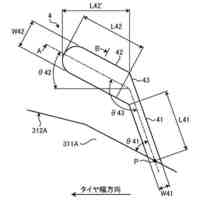
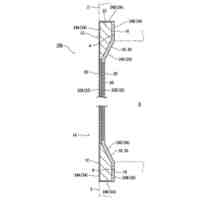
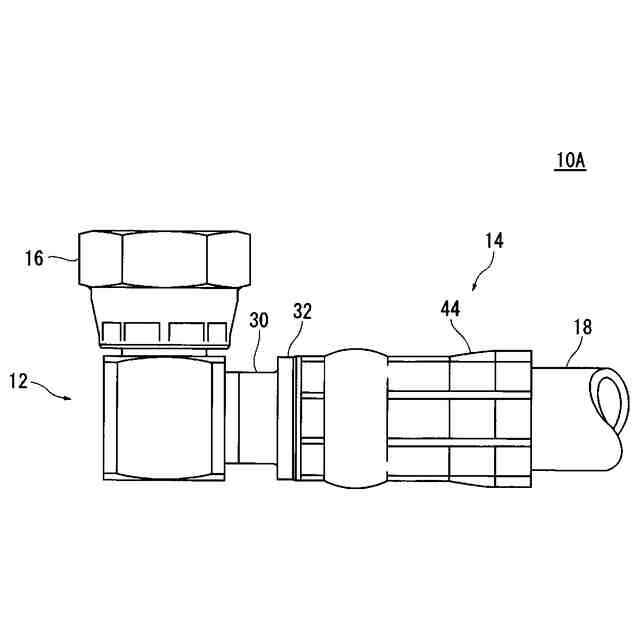
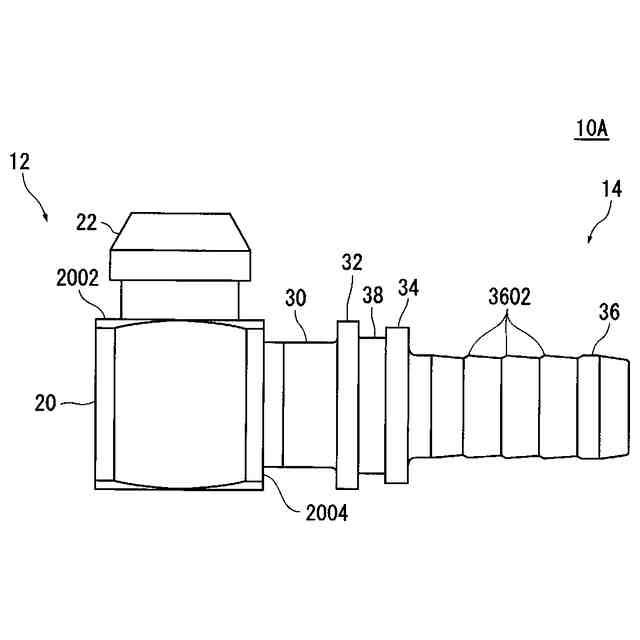
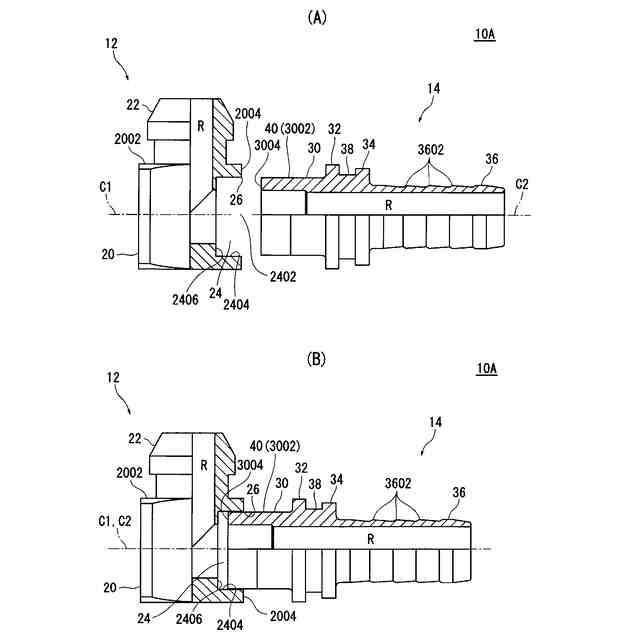
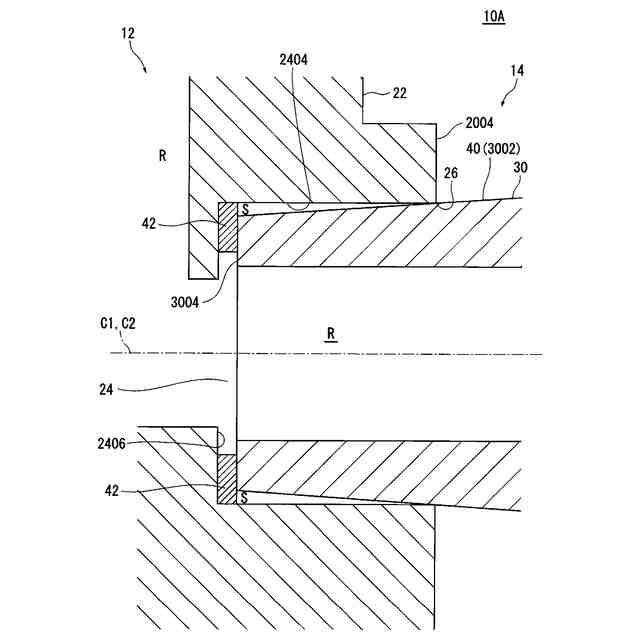
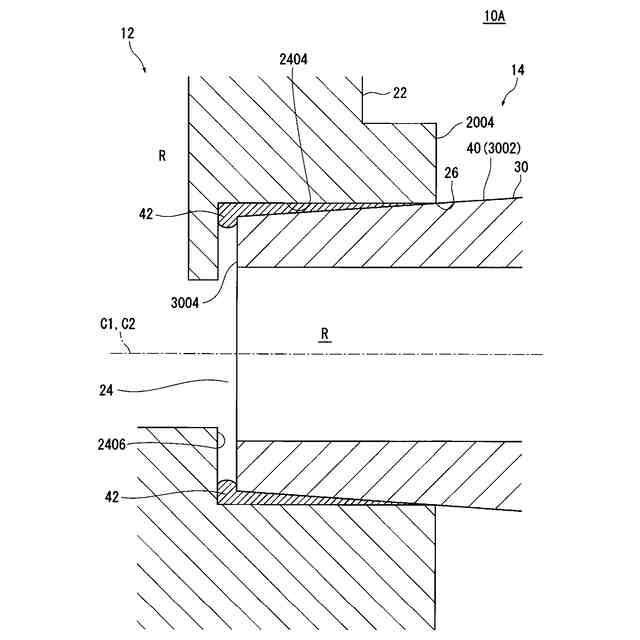
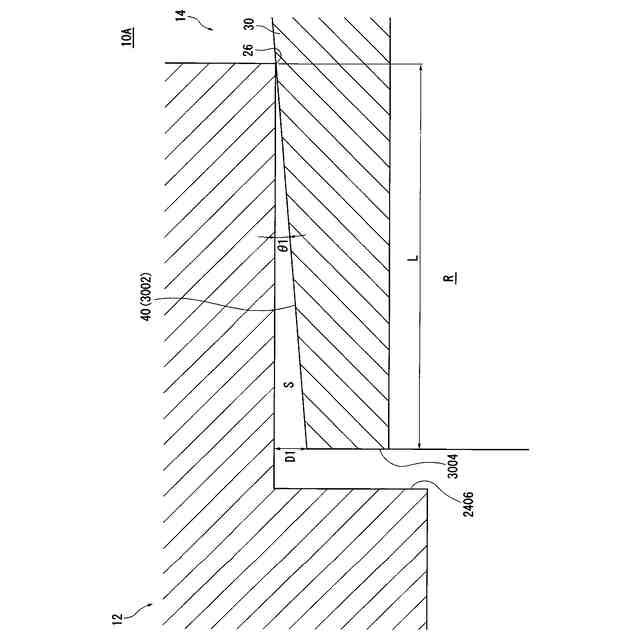
【解決手段】継手本体12の孔24に挿入されたホース継手14の軸30の外周面3002と孔24の内周面2404とがろう付けにより接合されたホース継手金具であって、ホース継手14の軸30の外周面3002に形成された軸30の先端3004に至るにつれて次第に外径が小さくなる円錐面40が、継手本体12の孔24の開口2402の縁26により挟持され、孔24の中心軸C1と軸30の中心軸C2とが合致している。
【選択図】図3
特許請求の範囲
【請求項1】
金属製の第1部品の孔に挿入された金属製の第2部品の軸の外周面と前記孔の内周面とがろう付けにより接合された金属製品であって、
前記軸の外周面に形成された前記軸の先端に至るにつれて次第に外径が小さくなる円錐面が前記孔の開口の縁により挟持され、前記孔の中心軸と前記軸の中心軸とが合致している、
ことを特徴とする金属部品。
続きを表示(約 1,500 文字)
【請求項2】
前記円錐面は、前記孔に前記軸が挿入された状態で、前記孔に挿入される前記軸の先端から前記開口の近傍で前記開口から突出する前記軸の部分に形成されている、
ことを特徴とする請求項1記載の金属製品。
【請求項3】
前記円錐面は、前記孔に前記軸が挿入された状態で、前記開口の近傍で前記孔内に位置する前記軸の部分から前記開口から突出した前記軸の部分のみに形成されている、
ことを特徴とする請求項1記載の金属製品。
【請求項4】
前記開口は、前記第1部品の端面に形成され、
前記開口の縁は、前記孔の内周面と前記端面とが交差する箇所であり、
前記開口の縁の断面は、凸状の湾曲面で形成されている、
ことを特徴とする請求項1記載の金属製品。
【請求項5】
前記第1部品は、前記孔に連通する流路を有する継手本体であり、
前記開口は、前記継手本体の端面に形成され、
前記第2部品は、前記孔に挿入される筒状の軸と、ホースが結合されるホース結合部とを有するホース継手である、
ことを特徴とする請求項1~4のいずれか1項記載の金属製品。
【請求項6】
金属製の第1部品の孔に金属製の第2部品の軸を挿入し、前記軸の外周面と前記孔の内周面とを炉中ろう付けにより接合して金属製品を製造する金属製品の製造方法であって、
前記軸の外周面に、前記軸の先端に至るにつれて次第に外径が小さくなる円錐面を形成しておき、
前記孔の底部にろう材を配置し、
前記孔への前記軸の挿入時に、前記軸を前記孔の中心軸に沿ってかつ前記中心軸と直交する方向に変位可能に支持しつつ前記軸を前記孔に挿入し、
前記円錐面を前記孔の開口の縁に当接させることで前記孔の中心軸と前記軸の中心軸とを合致させ、
当接後、前記孔の中心軸と前記軸の中心軸とを合致させた状態で前記軸を前記孔の内部に押し込み、前記円錐面を前記開口の縁により挟持させて前記第1部品と前記第2部品とを仮固定し、
その後、前記軸の外周面と前記孔の内周面とを炉中ろう付けにより接合する、
ことを特徴とする金属製品の製造方法。
【請求項7】
前記円錐面は、前記孔に前記軸が挿入された状態で、前記孔に挿入される前記軸の先端から前記開口の近傍で前記開口から突出する前記軸の部分に形成されている、
ことを特徴とする請求項6記載の金属製品の製造方法。
【請求項8】
前記円錐面は、前記孔に前記軸が挿入された状態で、前記開口の近傍で前記孔内に位置する前記軸の部分から前記開口から突出した前記軸の部分のみに形成されている、
ことを特徴とする請求項6記載の金属製品の製造方法。
【請求項9】
前記開口は、前記第1部品の端面に形成され、
前記開口の縁は、前記孔の内周面と前記端面とが交差する箇所であり、
前記開口の縁の断面は、凸状の湾曲面で形成されている、
ことを特徴とする請求項6記載の金属製品の製造方法。
【請求項10】
前記第1部品は、前記孔に連通する流路を有する継手本体であり、
前記開口は、前記継手本体の端面に形成され、
前記第2部品は、前記孔に挿入される筒状の軸と、ホースが結合されるホース結合部とを有するホース継手である、
ことを特徴とする請求項6~9のいずれか1項記載の金属製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製品、および金属製品の製造方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
金属製の第1部品の孔に金属製の第2部品の軸を挿入し、軸の外周面と孔の内周面とをろう付けにより接合して金属製品を製造する技術が知られている。
例えば、第1のワーク(第1部品)の凹部(孔)に第2のワーク(第2部品)を挿入し、ろう付けにより接合するワークの製造方法が開示されている(特許文献1参照)。
この特許文献1の製造方法では、接合用ろう材が底面に載置された第1のワークの凹部に第2のワークを挿入して加熱することで接合用ろう材を溶融させ、溶融した接合用ろう材を凹部の内周面と第2のワークの外周面との間の隙間に行き渡らせることで、第1のワークと第2のワークとをろう付けにより接合している。
【先行技術文献】
【特許文献】
【0003】
特開2015-231633号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、引用文献1のように、ろう付けを行うときのろう付け姿勢が縦置きである場合、すなわち、孔が上面に位置するように第1部品を載置し、第2部品の軸を上方から下方に向けて挿入してろう付けを行う場合、溶けたろう材がろう付け部(孔の内周面および軸の外周面)だけでなく、第1部品の内部などにも流れてしまうという問題があった。これは、縦置きのろう付け姿勢では、第2部品の重量が溶けたろう材を押し潰し、ろう付け部だけでなく第1部品の内部にも流れてしまうと考えられる。
【0005】
このような問題の対策として、ろう付け姿勢を横置きにして、すなわち、孔が側面に位置するように第1部品を載置し、第2部品の軸を側方から挿入してろう付けを行うようにして、第2部品の重量によるろう材の押し潰しを回避することが考えられる。
しかし、ろう付け姿勢を横置きにすると、孔の内部における第2部品の位置が片寄ってしまうため、第1部品と第2部品との隙間(クリアランス)が不均等になり、その結果、ろう材の流れが不安定になって、ろう付けによる接合が煩雑になっていた。
【0006】
したがって、第2部品の片寄りの回避策として、ろう付けを行う前の仮止めが考えられるが、製品の形状によってはその仮止めが点付け(溶接)しかできない。
点付けの場合、少なくとも孔の対角線上(円であれば直径上)に2箇所溶接する必要があるが、溶接を行う瞬間には時間差が生じてしまうため、先にろう材が溶けた方に第2部品が片寄ってしまうことがわかっている。そのため、上記同様、第1部品と第2部品との隙間が不均等になってしまう。
【0007】
本発明は、上記事情に鑑みてなされたものであり、ろう付け姿勢の縦置き、横置きにかかわらず、ろう材による軸の外周面と孔の内周面とのろう付けによる接合を簡単に確実に行なう上で有利な金属製品、および金属製品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した目的を達成するため本発明の一実施の形態は、金属製の第1部品の孔に挿入された金属製の第2部品の軸の外周面と前記孔の内周面とがろう付けにより接合された金属製品であって、前記軸の外周面に形成された前記軸の先端に至るにつれて次第に外径が小さくなる円錐面が前記孔の開口の縁により挟持され、前記孔の中心軸と前記軸の中心軸とが合致していることを特徴とする。
また、本発明の一実施の形態は、前記円錐面は、前記孔に前記軸が挿入された状態で、前記孔に挿入される前記軸の先端から前記開口の近傍で前記開口から突出する前記軸の部分に形成されていることを特徴とする。
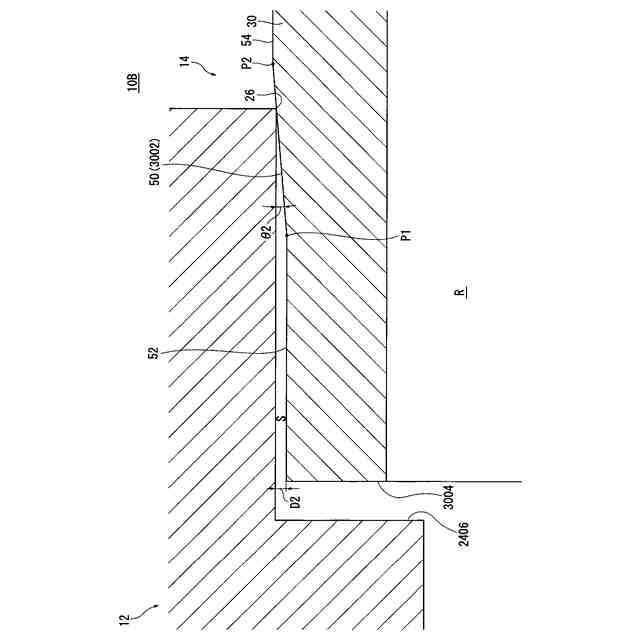
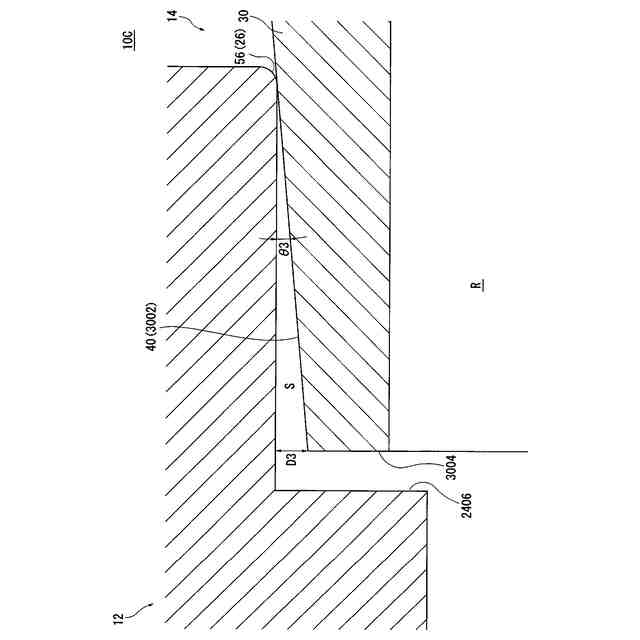
また、本発明の一実施の形態は、前記円錐面は、前記孔に前記軸が挿入された状態で、前記開口の近傍で前記孔内に位置する前記軸の部分から前記開口から突出した前記軸の部分のみに形成されていることを特徴とする。
また、本発明の一実施の形態は、前記開口は、前記第1部品の端面に形成され、前記開口の縁は、前記孔の内周面と前記端面とが交差する箇所であり、前記開口の縁の断面は、凸状の湾曲面で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記第1部品は、前記孔に連通する流路を有する継手本体であり、前記開口は、前記継手本体の端面に形成され、前記第2部品は、前記孔に挿入される筒状の軸と、ホースが結合されるホース結合部とを有するホース継手であることを特徴とする。
また、本発明の一実施の形態は、金属製の第1部品の孔に金属製の第2部品の軸を挿入し、前記軸の外周面と前記孔の内周面とを炉中ろう付けにより接合して金属製品を製造する金属製品の製造方法であって、前記軸の外周面に、前記軸の先端に至るにつれて次第に外径が小さくなる円錐面を形成しておき、前記孔の底部にろう材を配置し、前記孔への前記軸の挿入時に、前記軸を前記孔の中心軸に沿ってかつ前記中心軸と直交する方向に変位可能に支持しつつ前記軸を前記孔に挿入し、前記円錐面を前記孔の開口の縁に当接させることで前記孔の中心軸と前記軸の中心軸とを合致させ、当接後、前記孔の中心軸と前記軸の中心軸とを合致させた状態で前記軸を前記孔の内部に押し込み、前記円錐面を前記開口の縁により挟持させて前記第1部品と前記第2部品とを仮固定し、その後、前記軸の外周面と前記孔の内周面とを炉中ろう付けにより接合することを特徴とする。
また、本発明の一実施の形態は、前記円錐面は、前記孔に前記軸が挿入された状態で、前記孔に挿入される前記軸の先端から前記開口の近傍で前記開口から突出する前記軸の部分に形成されていることを特徴とする。
また、本発明の一実施の形態は、前記円錐面は、前記孔に前記軸が挿入された状態で、前記開口の近傍で前記孔内に位置する前記軸の部分から前記開口から突出した前記軸の部分のみに形成されていることを特徴とする。
また、本発明の一実施の形態は、前記開口は、前記第1部品の端面に形成され、前記開口の縁は、前記孔の内周面と前記端面とが交差する箇所であり、前記開口の縁の断面は、凸状の湾曲面で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記第1部品は、前記孔に連通する流路を有する継手本体であり、前記開口は、前記継手本体の端面に形成され、前記第2部品は、前記孔に挿入される筒状の軸と、ホースが結合されるホース結合部とを有するホース継手である、ことを特徴とする。
【発明の効果】
【0009】
本発明の一実施の形態によれば、孔の中心軸と軸の中心軸とが合致した状態で、軸の円錐面が孔の開口の縁により挟持されているため、ろう付け姿勢の縦置き、横置きにかかわらず、ろう材による軸の外周面と孔の内周面とのろう付けによる接合を簡単に確実に行なう上で有利となる。
したがって、第1部品の孔の中心軸と第2部品の軸の中心軸とが合致した状態の金属製品を簡単に確実に提供する上で有利となり、また、簡単に確実に製造する上で有利となる。
また、円錐面を、孔に軸が挿入された状態で、孔に挿入される軸の先端から開口の近傍で開口から突出する軸の部分に形成すれば、円錐面を有する軸の加工を簡単に行なう上で有利となる。
【0010】
また、円錐面を、孔に軸が挿入された状態で、開口の近傍で孔内に位置する軸の部分から開口から突出した軸の部分のみに形成すれば、軸の先端付近の外周面を均一外径に形成でき、軸の先端の外周面と孔の内周面との間にろう付けに適した所望の寸法の隙間を確保する上で有利となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
21日前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
28日前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
今日
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
音響窓
1か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
今日
横浜ゴム株式会社
タイヤ
今日
横浜ゴム株式会社
タイヤ
今日
横浜ゴム株式会社
タイヤ
3か月前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
3か月前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
空気入りタイヤ
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ