TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135517
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033425
出願日
2024-03-05
発明の名称
溶接鋼管及び溶接鋼管の製造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20250910BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高強度であり、優れた耐LME性を有する溶接鋼管を提供する。
【解決手段】
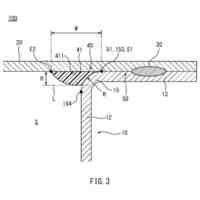
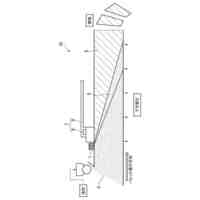
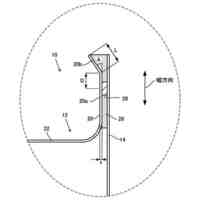
本開示による溶接鋼管は、母材部と、溶接鋼管の管軸方向に延びる溶接部とを備える。母材部の引張強さは800MPa以上である。溶接部の幅方向中央位置から溶接鋼管の周方向に±10mm以内の領域である溶接部近傍領域において、ベイナイト又はマルテンサイトである硬質組織の総面積率は50%以上であり、硬質組織のパケットの平均円相当径は10.0μm以下であり、溶接鋼管の外表面における周方向の残留応力は650MPa以下である。
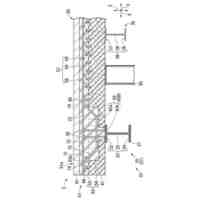
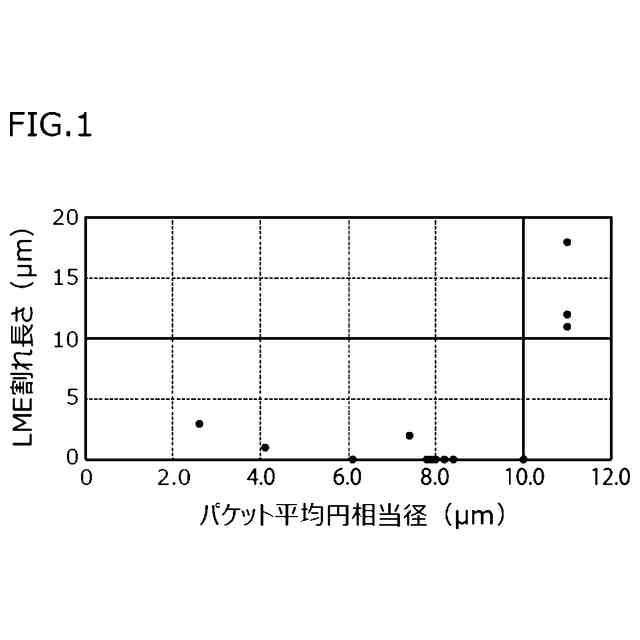
【選択図】図1
特許請求の範囲
【請求項1】
溶接鋼管であって、
母材部と、
前記溶接鋼管の管軸方向に延びる溶接部と、を備え、
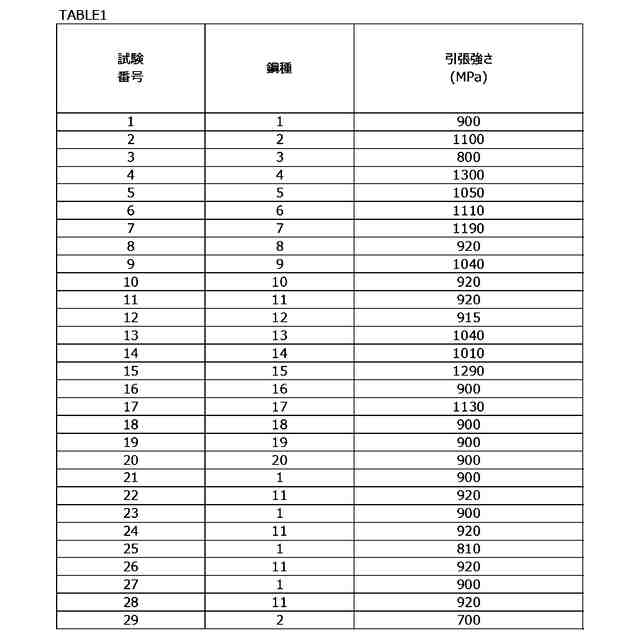
前記母材部の引張強さは800MPa以上であり、
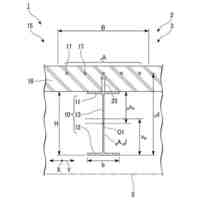
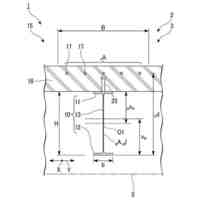
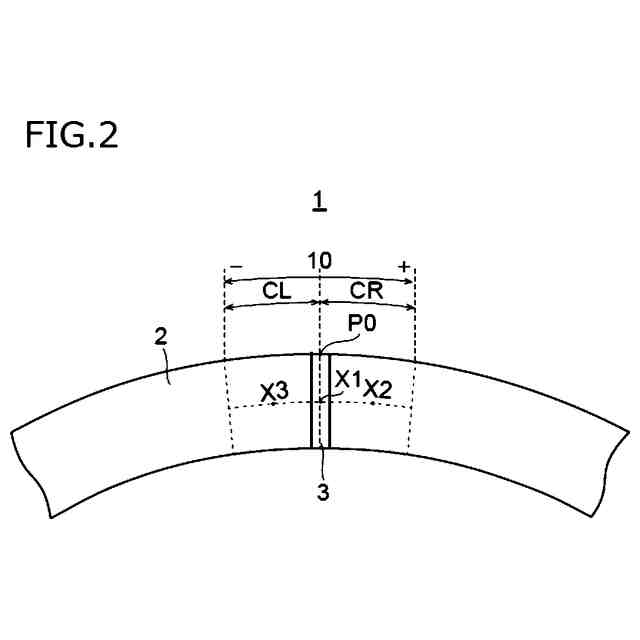
前記溶接部の幅方向中央位置から前記溶接鋼管の周方向に±10mm以内の領域である溶接部近傍領域において、
ベイナイト又はマルテンサイトである硬質組織の総面積率は50%以上であり、
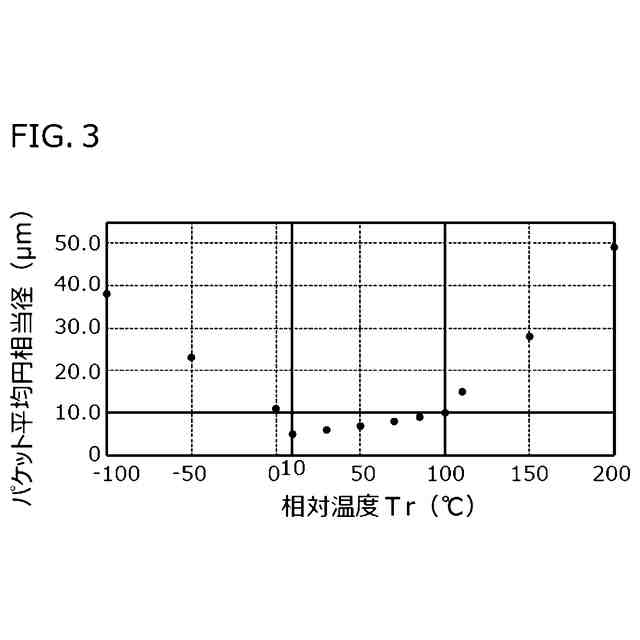
前記硬質組織のパケットの平均円相当径は10.0μm以下であり、
前記溶接鋼管の外表面における周方向の残留応力は650MPa以下である、
溶接鋼管。
続きを表示(約 1,700 文字)
【請求項2】
請求項1に記載の溶接鋼管であって、
前記残留応力は500MPa以下である、
溶接鋼管。
【請求項3】
請求項1に記載の溶接鋼管であって、
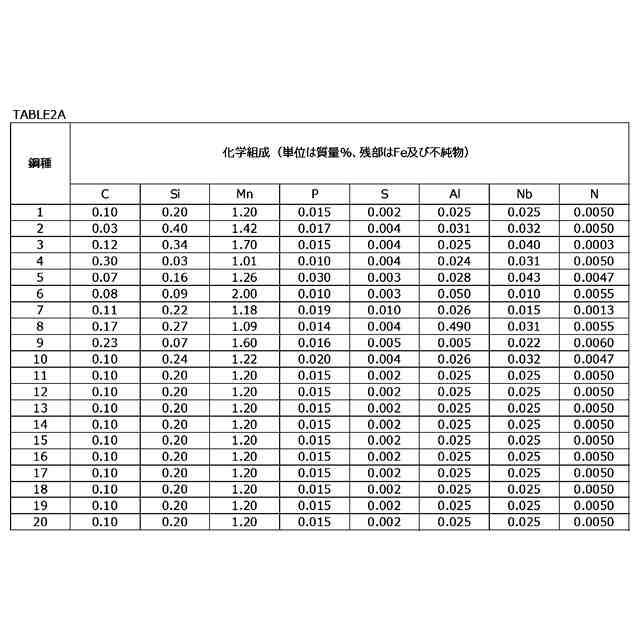
前記母材部の化学組成は、質量%で、
C:0.03~0.30%、
Si:0.03~0.40%、
Mn:1.00~2.00%、
P:0.030%以下、
S:0.010%以下、
Al:0.005~0.500%、
Nb:0.010~0.060%、及び、
N:0.0003~0.0060%、を含有し、
残部はFe及び不純物からなる、
溶接鋼管。
【請求項4】
請求項1に記載の溶接鋼管であって、
前記母材部の化学組成は、質量%で、
C:0.03~0.30%、
Si:0.03~0.40%、
Mn:1.00~2.00%、
P:0.030%以下、
S:0.010%以下、
Al:0.005~0.500%、
Nb:0.010~0.060%、及び、
N:0.0003~0.0060%、を含有し、
さらに、第1群及び第2群からなる群から選択される1種以上を含有し、
残部はFe及び不純物からなる、
溶接鋼管。
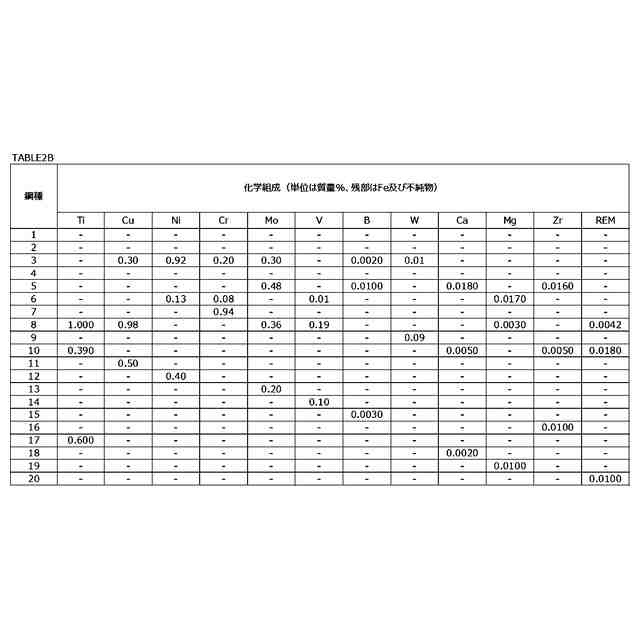
[第1群]
Ti:1.000%以下、
Cu:1.00%以下、
Ni:1.00%以下、
Cr:1.00%以下、
Mo:0.50%以下、
V:0.20%以下、
B:0.0100%以下、及び、
W:0.10%以下、からなる群から選択される1種以上
[第2群]
Ca:0.0200%以下、
Mg:0.0200%以下、
Zr:0.0200%以下、及び
希土類元素(REM):0.0200%以下、からなる群から選択される1種以上
【請求項5】
請求項4に記載の溶接鋼管であって、
前記化学組成は、第1群を含有する、
溶接鋼管。
【請求項6】
請求項4に記載の溶接鋼管であって、
前記化学組成は、第2群を含有する、
溶接鋼管。
【請求項7】
請求項1に記載の溶接鋼管であって、
前記溶接部の幅は0.3mm以下である、
溶接鋼管。
【請求項8】
請求項1~請求項7のいずれか1項に記載の溶接鋼管であってさらに、
前記溶接鋼管の表面の少なくとも一部に形成されるめっき層を備える、
溶接鋼管。
【請求項9】
請求項8に記載の溶接鋼管であって、
前記めっき層は亜鉛系めっき層である、
溶接鋼管。
【請求項10】
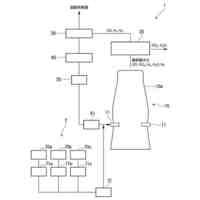
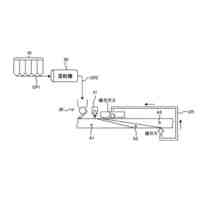
請求項1に記載の溶接鋼管の製造方法であって、
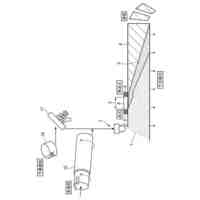
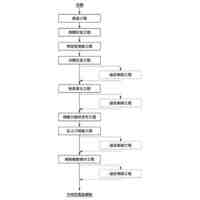
引張強さが800MPa以上の鋼板を曲げ加工して円筒状のオープンパイプにする成形工程と、
前記オープンパイプに対して溶接を実施して、管軸方向に延びる溶接部が形成された中間溶接鋼管を形成する溶接工程と、
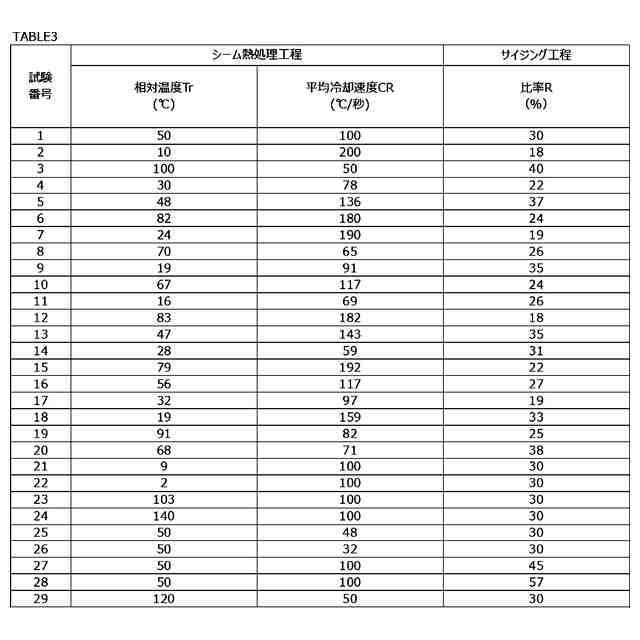
前記中間溶接鋼管の前記溶接部を焼準するシーム熱処理工程と、
前記シーム熱処理工程後の前記中間溶接鋼管を、一列に配列された複数のスタンドを含むサイジングミルを用いて縮径するサイジング工程と、を備え、
前記シーム熱処理工程では、
加熱温度Tが前記鋼板のA
c3
変態点+10℃以上、A
c3
変態点+100℃以下であり、
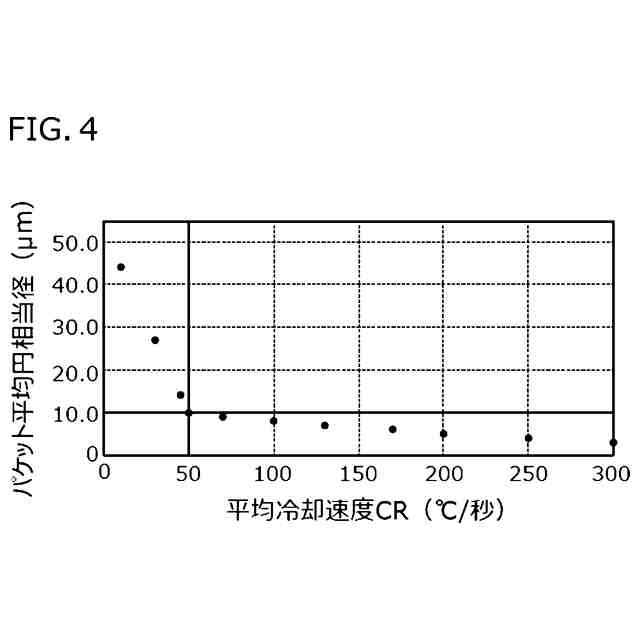
平均冷却速度CRが50℃/秒以上であり、
前記サイジング工程では、
前記サイジングミルの前記複数のスタンドのうち、前記中間溶接鋼管に対して最後に圧下を付与する前記スタンドの縮径率D1の、累積縮径率D0に対する比率Rは40%以下である、
溶接鋼管の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接鋼管、及び、溶接鋼管の製造方法に関し、さらに詳しくは、母材部と、管軸方向に延びる溶接部とを備える溶接鋼管、及び、溶接鋼管の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
架線柱は電線、送電線及び電話線等を支持する用途で用いられる。架線柱は屋外に設置される。そのため、架線柱は表面にめっき処理が施される。
【0003】
架線柱はさらに、地震等の大きな衝撃に対する耐震性の向上が求められている。架線柱の素材として、溶接鋼管が用いられる。溶接鋼管の強度を高めれば、架線柱の強度を高くすることができ、架線柱の耐震性を高めることができる。そのため、架線柱の素材となる溶接鋼管の高強度化が求められている。架線柱用途として、溶接鋼管の母材部の引張強さが800MPa以上であれば、十分な耐震性が得られると考えられる。
【0004】
ところで、溶接鋼管にめっき処理を施す場合、溶接部近傍領域において、LME(Liquid Metal Embrittlement)割れが発生しやすい。LME割れとは、液化した亜鉛が結晶粒界に侵入することにより生じる割れを意味する。溶接鋼管の強度を高めれば、LME割れ感受性が高くなる。したがって、架線柱用途の溶接鋼管では、優れた強度と耐LME性との両立が必要となる。
【0005】
高強度、かつ、溶接部のLME割れを抑制する技術が、特開2004-211158号公報(特許文献1)に提案されている。
【0006】
特許文献1に開示された溶接用亜鉛系合金めっき鋼材は、亜鉛系合金めっき層を鋼材表面に備え、鋼材の母材の化学組成が、質量%で、C:0.01~0.3%、Si:0.01~2.0%、Mn:0.1~3.0%、S:0.015%以下、Al:0.001~0.5%、B:3~40ppm、N:0.0005~0.006%を含有し、残部がFe及び不可避的不純物からなる。この溶接用亜鉛系合金めっき鋼材では、母材成分のC含有量を0.01~0.3%とし、さらに母材成分のB含有量を3~40ppmとする。これにより、溶接用亜鉛系合金めっき鋼材の溶接部における靭性を確保しつつ、LME割れを抑制できる、と特許文献1には記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2004-211158号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1では、溶接鋼管において、引張強さが800MPa以上の高強度と、優れた耐LME性との両立については、検討されていない。
【0009】
本開示の目的は、母材部の引張強さが800MPa以上の高強度であっても、優れた耐LME性が得られる溶接鋼管、及び、その製造方法を提供することである。
【課題を解決するための手段】
【0010】
本開示による溶接鋼管は、
母材部と、
前記溶接鋼管の管軸方向に延びる溶接部と、を備え、
前記母材部の引張強さは800MPa以上であり、
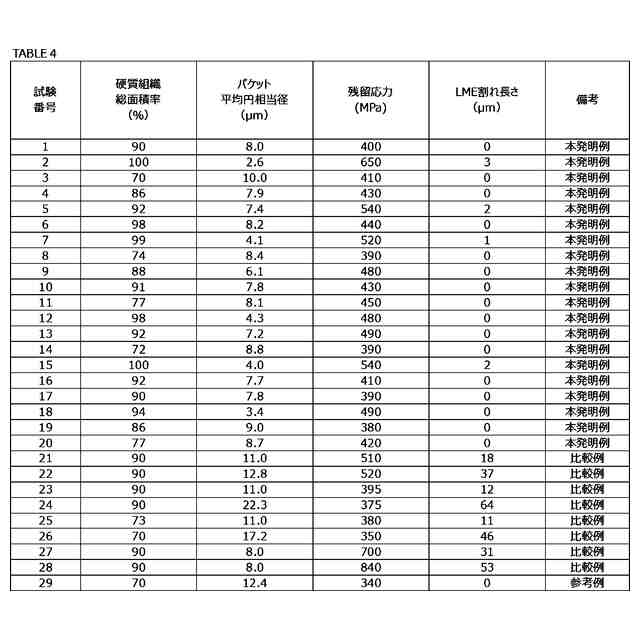
前記溶接部の幅方向中央位置から前記溶接鋼管の周方向に±10mm以内の領域である溶接部近傍領域において、
ベイナイト又はマルテンサイトである硬質組織の総面積率は50%以上であり、
前記硬質組織のパケットの平均円相当径は10.0μm以下であり、
前記溶接鋼管の外表面における周方向の残留応力は650MPa以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
19日前
日本製鉄株式会社
管理装置
12日前
日本製鉄株式会社
構造部材
1日前
日本製鉄株式会社
耐火構造物
3日前
日本製鉄株式会社
リクレーマ
12日前
日本製鉄株式会社
耐火構造物
3日前
日本製鉄株式会社
耐火構造物
3日前
日本製鉄株式会社
転炉精錬方法
1日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
高Ni合金板
12日前
日本製鉄株式会社
ステンレス鋼板
26日前
日本製鉄株式会社
高炉の操業方法
9日前
日本製鉄株式会社
高炉の操業方法
11日前
日本製鉄株式会社
高炉の冷却構造
15日前
日本製鉄株式会社
溶鉄の製造方法
18日前
日本製鉄株式会社
合成梁及び床構造
1日前
日本製鉄株式会社
合成梁及び床構造
1日前
日本製鉄株式会社
焼結鉱の製造方法
26日前
日本製鉄株式会社
焼結鉱の製造方法
1日前
日本製鉄株式会社
焼結鉱の製造方法
9日前
日本製鉄株式会社
スポット溶接継手
9日前
日本製鉄株式会社
コークスの製造方法
19日前
日本製鉄株式会社
除去装置及び搬送設備
12日前
日本製鉄株式会社
試験体および試験方法
15日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
9日前
日本製鉄株式会社
試験体および試験方法
15日前
日本製鉄株式会社
接合構造体および車体骨格
1日前
日本製鉄株式会社
極低炭素鋼の連続鋳造方法
3日前
日本製鉄株式会社
H形鋼およびその製造方法
25日前
日本製鉄株式会社
方向性電磁鋼板の製造方法
1日前
日本製鉄株式会社
フェライト系ステンレス鋼板
1か月前
日本製鉄株式会社
フェライト系ステンレス鋼板
1か月前
日本製鉄株式会社
フェライト系ステンレス鋼板
1日前
日本製鉄株式会社
オーステナイト系ステンレス鋼
23日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ