TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136013
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024034165
出願日
2024-03-06
発明の名称
方向性電磁鋼板の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21D
8/12 20060101AFI20250911BHJP(鉄冶金)
要約
【課題】方向性電磁鋼板の薄手化に伴うコイル長手方向の鉄損ばらつきの低減のための製造方法を提供することを課題とする。
【解決手段】熱間圧延工程では、スラブを加熱して粗圧延に供し、粗圧延では、粗圧延出側温度(T
R
)を900~1050℃とし、温度差T
RTM
を25℃以内とし、かつ温度差T
RBM
を25℃以内とし、熱延板焼鈍工程では、熱延鋼板を、均熱温度が1000~1150℃かつ均熱時の雰囲気露点が10℃以下で焼鈍し、仕上げ焼鈍工程では、焼鈍分離材が塗布された前記脱炭窒化鋼板を1100~1200℃まで加熱して均熱し、均熱後の冷却時、均熱温度から800℃までの温度領域を雰囲気H
2
:100%で冷却する、ことを特徴とする方向性電磁鋼板の製造方法を採用する。
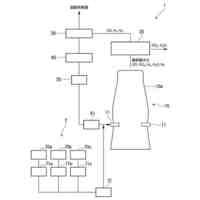
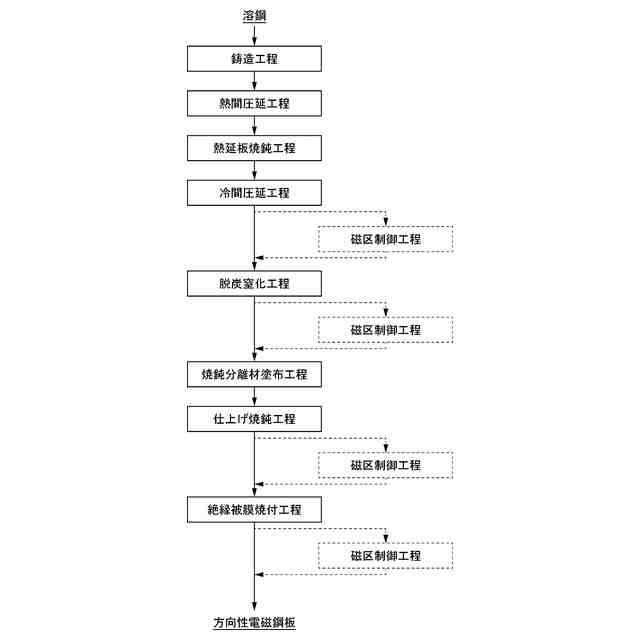
【選択図】図1
特許請求の範囲
【請求項1】
方向性電磁鋼板の製造方法であって、前記製造方法が、
溶鋼を鋳造してスラブとする鋳造工程と、
前記スラブを熱間圧延して熱延鋼板とする熱間圧延工程と、
前記熱延鋼板を焼鈍および酸洗して熱延焼鈍板とする熱延板焼鈍工程と、
前記熱延焼鈍板を冷間圧延して冷延鋼板とする冷間圧延工程と、
前記冷延鋼板を脱炭焼鈍および窒化処理して脱炭窒化鋼板とする脱炭窒化工程と、
前記脱炭窒化鋼板に焼鈍分離材を塗布する焼鈍分離材塗布工程と、
前記焼鈍分離材が塗布された前記脱炭窒化鋼板を仕上げ焼鈍して仕上げ焼鈍板とする仕上げ焼鈍工程と、
前記仕上げ焼鈍板に絶縁被膜を付与する絶縁被膜焼付工程と、
前記冷間圧延工程後から前記絶縁被膜焼付工程前までの間、または前記絶縁被膜焼付工程後のいずれかで磁区細分化処理を施す磁区制御工程と、
を備え、
前記鋳造工程では、質量%で、
C:0.0005~0.10%、
Si:2.5~4.5%、
Mn:0.050~1.0%、
S:0~0.0350%、
Se:0~0.0350%、
S+Se合計含有量:0.0030~0.0350%、
Al:0.010~0.0650%、
N:0.0040~0.0120%、
Cu:0.010~0.40%、
Nb:0~0.030%、
V:0~0.030%、
Mo:0~0.030%、
Ta:0~0.030%、
W:0~0.030%、
Nb+V+Mo+Ta+W合計含有量:0.0030~0.030%、
Bi:0~0.010%、
B:0~0.080%、
P:0~0.50%、
Ti:0~0.0150%、
Sn:0~0.10%、
Sb:0~0.10%、
Cr:0~0.30%、
Ni:0~1.0%、
を含有し、残部がFeおよび不純物からなる化学組成を有する前記スラブを鋳造し、
前記熱間圧延工程では、
前記スラブを加熱して粗圧延に供し、
前記粗圧延では、
粗圧延出側温度(T
R
)を900~1050℃とし、
粗圧延終了時の粗バーを圧延方向に8等分して圧延方向先端から領域1~領域8に区分けして、領域1をHT部とし、領域4と領域5とを合わせてHM部とし、領域8をHB部とするとき、
前記HM部の粗圧延出側の平均温度(T
RM
)から前記HT部の粗圧延出側の平均温度(T
RT
)を引いた値である温度差△T
RTM
を25℃以内とし、かつ
前記HM部の粗圧延出側の平均温度(T
RM
)から前記HB部の粗圧延出側の平均温度(T
RB
)を引いた値である温度差△T
RBM
を25℃以内とし、
続きを表示(約 480 文字)
【請求項2】
前記仕上げ焼鈍工程では、
前記冷却時、均熱温度から300℃までの温度領域を雰囲気H
2
:100%で冷却し、300℃以下の温度領域を雰囲気N
2
:100%で冷却する、
ことを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
【請求項3】
方向性電磁鋼板にて、前記粗バーの前記HT部に対応する領域の鉄損の平均値をW
T
とし、前記HM部に対応する領域の鉄損の平均値をW
M
とし、前記HB部に対応する領域の鉄損の平均値をW
B
とするとき、
{(W
T
÷W
M
)×100-100}で表す鉄損ばらつきΔW
TM
が15%以内であり、かつ
{(W
B
÷W
M
)×100-100}で表す鉄損ばらつきΔW
BM
が15%以内である、
ことを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、方向性電磁鋼板の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
方向性電磁鋼板は、Siを7質量%以下含有し、{110}<001>方位(Goss方位)に集積した二次再結晶集合組織を有する。なお、{110}<001>方位とは、結晶の{110}面が圧延面と平行に配し、且つ結晶の<001>軸が圧延方向と平行に配することを意味する。
【0003】
方向性電磁鋼板は、主として変圧器に使用される。変圧器は据え付けられてから廃棄されるまでの長期間にわたり、連続的に励磁され、エネルギー損失を発生し続けることから、交流で磁化された際のエネルギー損失、即ち、鉄損が、変圧器の性能を決定する主要な指標となる。
【0004】
近年、世界的な電力・エネルギー節減などの地球環境保全の動きの中で、変圧器の高効率化に関する要求がますます高まっている。このような社会環境下で、変圧器の鉄心材料などに用いられる方向性電磁鋼板に対しても、その性能向上が求められている。特に、方向性電磁鋼板の鉄損を低減すること(低鉄損化)が求められている。
【0005】
方向性電磁鋼板の鉄損を低減するため、今まで、多くの手法が提案されてきた。
【0006】
鉄損を低減する方法はいくつかあり、特許文献1~10に開示されている析出物(インヒビター)制御による結晶方位の集積度向上や、特許文献11に開示されている板厚の薄手化による渦電流損の低減や、特許文献12に開示されているレーザー照射による磁区制御技術などがある。
【0007】
具体的には、特許文献1には、インヒビターとしてMnSを用い、2回の冷間圧延を行うことが開示されている。
特許文献2および3には、それぞれ、インヒビターとしてMnS+AlNおよびMnS(及び/又はMnSe)+Sbを制御することが開示されている。
特許文献4には、製造コストの低減を目的としてスラブ加熱温度を下げるために、好ましくインヒビターを制御する技術が開示されている。
特許文献5には、インヒビターに関連する一次再結晶粒径及びその分散を制御することが開示されている。
特許文献6には、Cu添加による析出物微細化効果が記載され、特許文献7にはCu添加による集合組織変化の効果が記載されている。
特許文献8~10には、方向性電磁鋼板にNbやVなどを添加することが開示されている。特許文献8では、スラブ加熱温度を下げることを目的に、Al以外の窒化物形成能を有する元素としてNbやVを用いている。特許文献9では、特許文献4に基づく低温スラブ加熱による製法において、二次再結晶を確実化させるインヒビターを形成し磁束密度を向上させるために、NbやVを添加している。特許文献10では、従来のAlN、MnSといったインヒビターを用いない系において、磁束密度を向上させるためにNbやVを添加している。
【0008】
また、特許文献13~15には、仕上げ焼鈍時の雰囲気や滞在時間を精緻に制御することで二次再結晶粒内に亜粒界を形成して、磁歪を改善する技術が示されている。これらの技術では、亜粒界を形成させるために二次再結晶が進行する温度域を拡大するという技術思想が示され、同時に磁束密度の向上も期待できることが示されている。この際、NbやV、Moといった元素を添加することで、上記の効果が助長されよりよい特性の電磁鋼板が得られることが示されている。
【0009】
通常、いくつかの方法を組み合わせることで方向性電磁鋼板の鉄損を低減することが試みられている。
【先行技術文献】
【特許文献】
【0010】
特公昭30-003651号公報
特公昭40-015644号公報
特開昭49-061019号公報
特開昭62-040315号公報
特開2008-261022号公報
特開昭58-042727号公報
特開昭61-012822号公報
特開昭52-024116号公報
特開平02-200732号公報
特開2010-229521号公報
特開昭59-126722号公報
特開昭55-018566号公報
国際公開第2020/027215号
国際公開第2020/027218号
国際公開第2020/027219号
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
管理装置
13日前
日本製鉄株式会社
構造部材
2日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
角形鋼管
2か月前
日本製鉄株式会社
耐火構造物
4日前
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
リクレーマ
13日前
日本製鉄株式会社
耐火構造物
4日前
日本製鉄株式会社
耐火構造物
4日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高Ni合金板
13日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
転炉精錬方法
2日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
鋼線及び撚り線
2か月前
日本製鉄株式会社
ステンレス鋼板
27日前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
鋼管用ねじ継手
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
19日前
日本製鉄株式会社
鋼線及びロープ
2か月前
日本製鉄株式会社
高炉の冷却構造
16日前
日本製鉄株式会社
高炉の操業方法
12日前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
高炉の操業方法
10日前
日本製鉄株式会社
ステンレス鋼材
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ